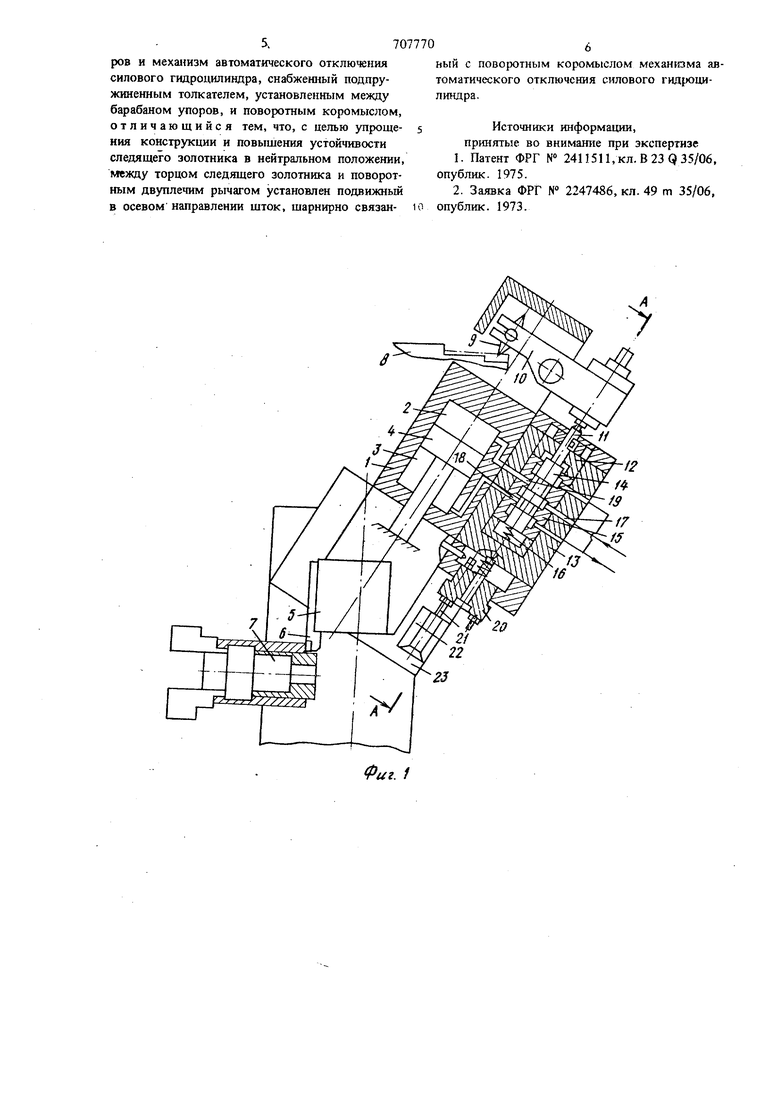
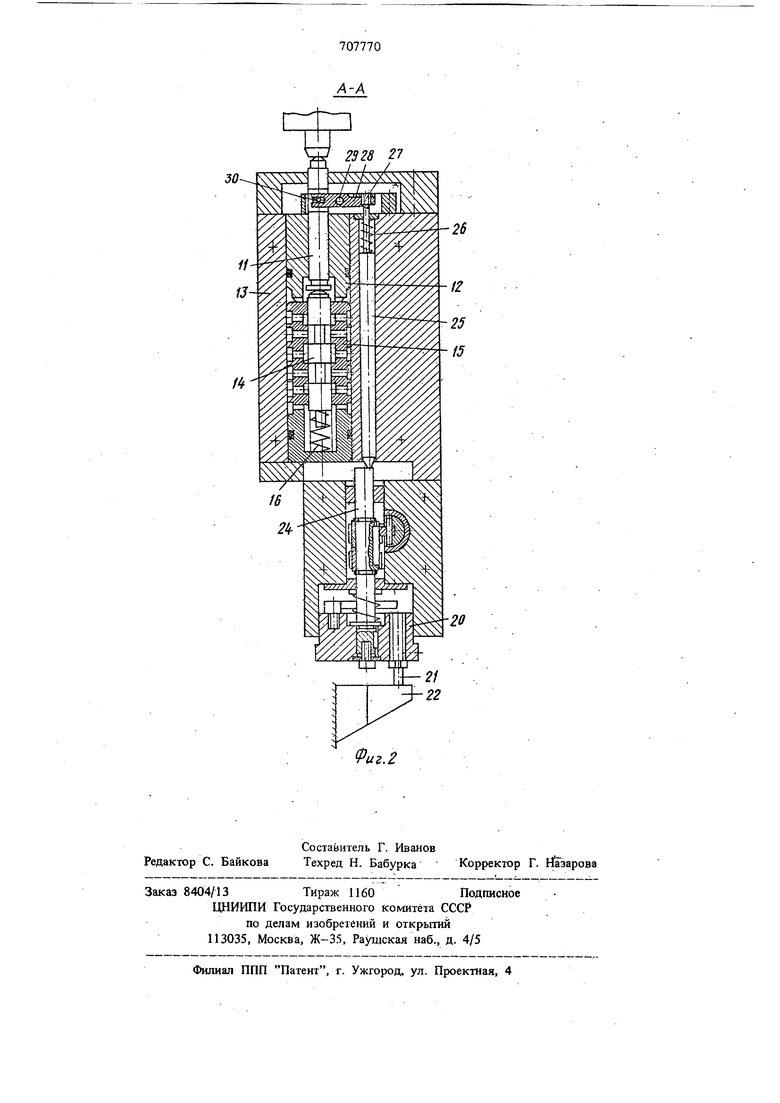
изобретение относится к станкостроению, в частности к гвдрокопировальным многопроходным суппортам для металлорежущих станков. Известны тидрокопировальные суппорты, обес печиваюише многопроходную, обработку изделий по одному шаблону 1. Такие, суппорты снабжены поворотным многопозиционным барабаном упоров, установленным на гвдрос т порте и взаимодействующим с жестким упором закрепленным на поперечных салазках станка. В барабане упоров установлены регулируемые упоры, настраиваемые на глубину резания при осуществлении предварительных проходов. Когда соответствующий регулируемый упор наезжает на жесткий упор, масло под давлением продолжает подаваться в соответствующую полость силового гидроцилиндра, в результате чего жесткий упор во время предварительных проходов сильно нагружен. Поэтому во избежание поломок изготавливают упор и барабан упо ров предельно жесткими. Это вызывает увеличение металлоемкости суппорта в целом. Кроме того, соединение рабочей полости гидроцилиндра с источником давления во время предваруггельных проходов приводит к повышенному нагреву масла, а также к увеличению энергозатрат и утечек масла. Известен также тидрокопировальный много- проходньш суппорт 2, в котором устройство автоматического отключения силового гидроцилиндра от источника давления выполнено в виде рычажной системы, состоящей из рычага, закрепленного на поворотном двуплечем рычаге, несущем копировальный шуп, и взаимодействующего с одним плечом поворотнся-о коромысла, установленного на оси, другое плечо которого поджимается пружиной к толкателю, взаимодействующему с барабаном упоров. Наличие шарнирных,звеньев, длинная передающая цепь и высокая инерционность системы усложняют конструкцию и не обеспечивают стабитшной устойчивости следящего золотника в нейтральном положении, в результате чего масло от источника давления может поступать в порщневую или штоковую полости силового цилиндра, что приводит к нежелательным колебаниям суппорта, а следовательно и резца. Целью изобретения является упрощение конструкции и повышения устойчивости следящего Ьолотника в нейтральном положении. Поставленная цель достиогается тем, что между торцом следящего золотника и поворотным двуплечим рычагом установлен подвижный в осевом направлении шток, шарнирно связанный с поворотным коромыслом механизма автоматического отключения силового гидроцилиндра. На фиг. 1 изображен предлагаемый гвдрокопировальный многопроходный суппорт (ввд свер ху); на фиг. 2 - следящий золотник, барабан упоров и механизм автоматического отключения силового цилиндра от источника давления в раз резе А-А на фиг. 1 (в увеличенном масштабе). Гидрокопировальный многопроходный суппорт состоит из корпуса 1, в котором выполнены гидравлическке полости 2 и 3 с поршнем 4 силового гидроцилиндра. На корпусе 1 установлен резцедержатель 5, несущий резец 6, обрабатывающий деталь 7. Формообразование детали 7 осуществляется по шаблону 8, контур которого обходит копировальный щуп 9, закрепленный на .новоротном двуплечем рычаге 10, взаимодействующем со штоком 11, установленным в отверстии направляющей втулки 12, посаженной в корпусе 13 следящего золотника 14, расположенного во втулке 15 и поджимаемого пружиной 16. От источника давления масло по каналу 17 подводится к следящему золотнику 14. При смещени следящего золотаика 14 в сторону поворотного рычага 10 масло под давлением через магистрал 18 подается в штоковую полость 3 сшювого гидроцилиндра, в результате чего гидросуппорт подводит резец 6 -к детали 7. При смещении следящего золотника 14 в противоположном направлении масло через магистраль 19 подводится в порщневую полость 2 гидроцилиндра, и резец 6 отводится от детали 7. В случае, когда следящий золотник 14 находится в среднем (нейтральном) положении (как это показано на чертежах), суппорт остается-неподвижным. Для осуществления предварительных проходов при снятии с детали 7 припуска (на фиг. 1 заштрихованы) без участия шаблона 8 гидро;уппорт снабжен поворотным барабаном 20, котором размещены регулируемые упоры 21 рарабан 20 установлен в корпусе с возможнос тью осевого перемещения при наезде одного из регулируемых упоров 21 на жесткий упор 22, закрепленньй на основании 23. Барабан 20 упо ров посредством устройства автоматического от ключения силового цилщщра от истощ{ика давления соединен со следящим золотником 14. Эк) устройсгво состоит из оси 24, закрепленно в бараба е 20, контактирующей своим торцом с толкателем 25, установленным в корпусе 13 и поджимаемым к оси 24 пружиной 26. С противоположной стороны толкатель 25 контактирует с установочным винтом 27, ввернутым в поворотное коромысло 28, которое смонтировано на оси 29. В коромысле 28 выполнен паз, в который входит штифт 30, установленный в штоке 11. Гидрокопировальный многопроходный суппорт работает следующим образом. Для осуществления предварительных проходов оператор посредством управляющего устройства (на чертежах не показано) включает подвод суппорта в направлении к детали. В конце подвода соответствующий регулируемый упор 21 встутгает в контакт с жестким упором 22. При взаимодействии этих упоров барабан 20 перемещается в осевом направлении относительно корпуса вместе с осью 24, которая, сжимая пружину 26, перемещает толкатель 25. Толкатель 25, воздействуя на винт 27, поворачивает на оси 29 коромысло 28, которое через штифт 30 перемещает шток 11, а вместе с ним следя-. Щ.ИЙ золотншс 14, который по достижении среднего (нейтрального) положения отключает силовой цилиндр от источника давления. В результате этого подвод гидросуппорта к детали прекращается и включается продольная подача для осуществления первого предварительного прохода. По окончании прохода гидросуппорт возвращается в исходное Положение. При этом баpa6ai{ 20 упоров поворачивается в следующую позицию. Очередной, предварительный проход осу1дествляется вышеописанным образом. По окончании пр :;дварителы ых проходов осуществляется получистовой и чистовой или только чистовой копировальные проходы по шаблону 8 с использованием следящей системы без участия барабана упоров и устройства автоматического отключения силового гидроцилиндра от исто1шика давления. Подобное выполнение гидрокопировального лногопроходного суппорта позволяет упростт ь конструкцию устройства автоматического отключения силового гидроцилиндра от источника давления, а также повысить устойчивость следящего золотнщ а в нейтральном положении за счет сокращения передаточной цепи от барабана упоров к следящему золотнику. Формула изобретения Гидрокопировальаый многопроходный суппорт к Металлорежущему станку, в корпусе которого размещены силовой гидротщикндр, управляемьш от следящего золотника, перемещаемого Носредством поворотного двуплечего рычага, несущего копировальный щуп, а также подаиЖ11Ый 8 осевом направлении барабан упоров и механизм автоматического отключения силового гидроцилиндра, снабженный подпружиненным толкателем, установленным между барабаном упоров, и поворотным коромыслом, отличающийся тем, что, с целью упрощения конструкции и повыщения устойчивости следящего золотника в нейтральном положении, между торцом следящего золотника и поворотным двуплечим рычагом установлен подвижный в осевом направлении щток, щарнирно связаньый с пово ютным коромыслом механизма автоматического отключения силового гидроцилиндра.
Источники информации, принятые во внимание при экспертизе
1.Патент ФРГ № 2411511,кл. В 23 Q 35/06, опублик. 1975.
2.Заявка ФРГ N 2247486, кл. 49 m 35/06, опублик. 1973.
| название | год | авторы | номер документа |
|---|---|---|---|
| Гидрокопировальный многопроходный суппорт | 1977 |
|
SU680857A1 |
| Гидравлическое копировальное устройство | 1980 |
|
SU897473A1 |
| Гидрокопировальный многопроходный суппорт | 1982 |
|
SU1050849A1 |
| Гидрокопировальный суппорт | 1977 |
|
SU691277A1 |
| Гидрокопировальный суппорт | 1979 |
|
SU912478A1 |
| Гидрокопировальный суппорт | 1980 |
|
SU904997A1 |
| Управляющее устройство для гидрокопироваль-НОгО СуппОРТА | 1979 |
|
SU850353A1 |
| Гидрокопировальный многопроходный суппорт | 1981 |
|
SU1134350A1 |
| МЕХАНИЗМ ДЛЯ МНОГОПРОХОДНОЙ ОБРАБОТКИ | 1973 |
|
SU383566A1 |
| Гидрокопировальный суппорт к резьботокарному станку | 1979 |
|
SU872202A1 |
Фиг. 1 А-А
W 2328 27 -1 / / /
(Риг.2
