Изобретение итносится к гехмолог ии обработки нчделий на станках с 411У, т. е. на станках, в которых управление движением рабочего органа (инструмента) (П уществля- ется автоматически по с;;: H-I там унранления, формируемым устройством управления г соответствии с записанной на программоносителе управлякмцей программс й.
Цель изобретении - повышение производительности и расширение области применения способа за счет минимизации числа отрезков, образующих траекторию движения инструмента при одновременной максимизации длин этих отрезков с соблюдением заданного допуска на отклонение их точек от идеальной кривой, и соответствующего уменьи1ения числа точек, координаты которых подлежат записи на программоноситель.
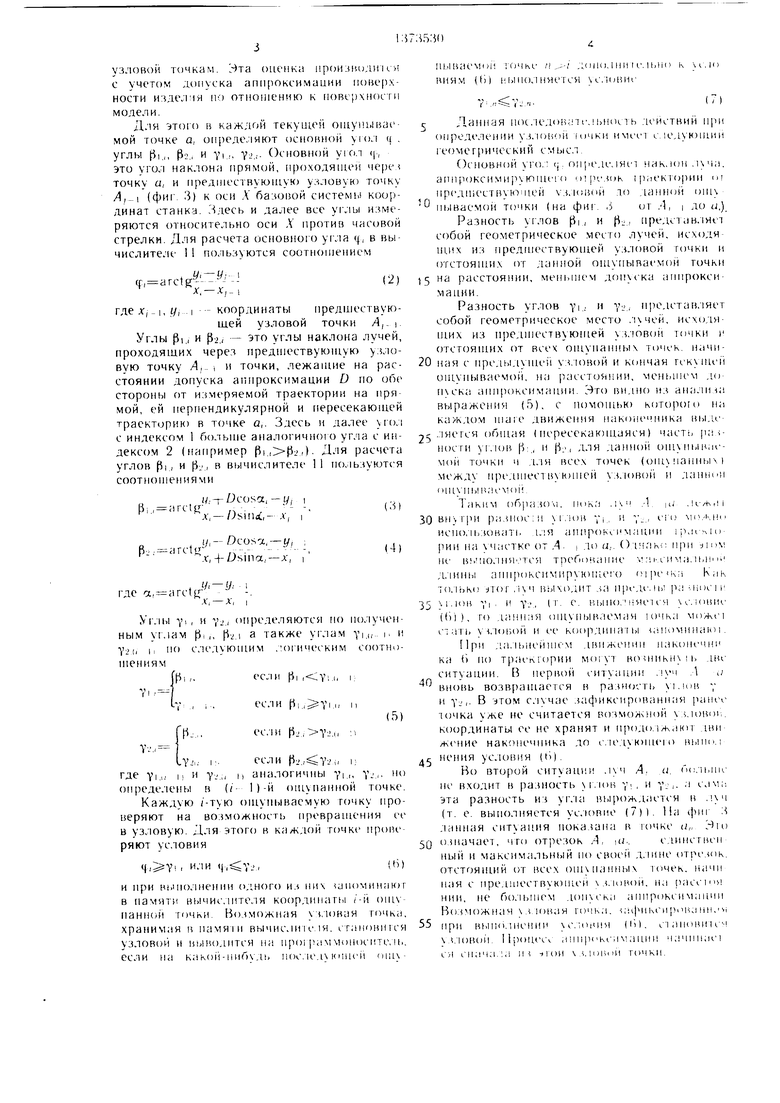
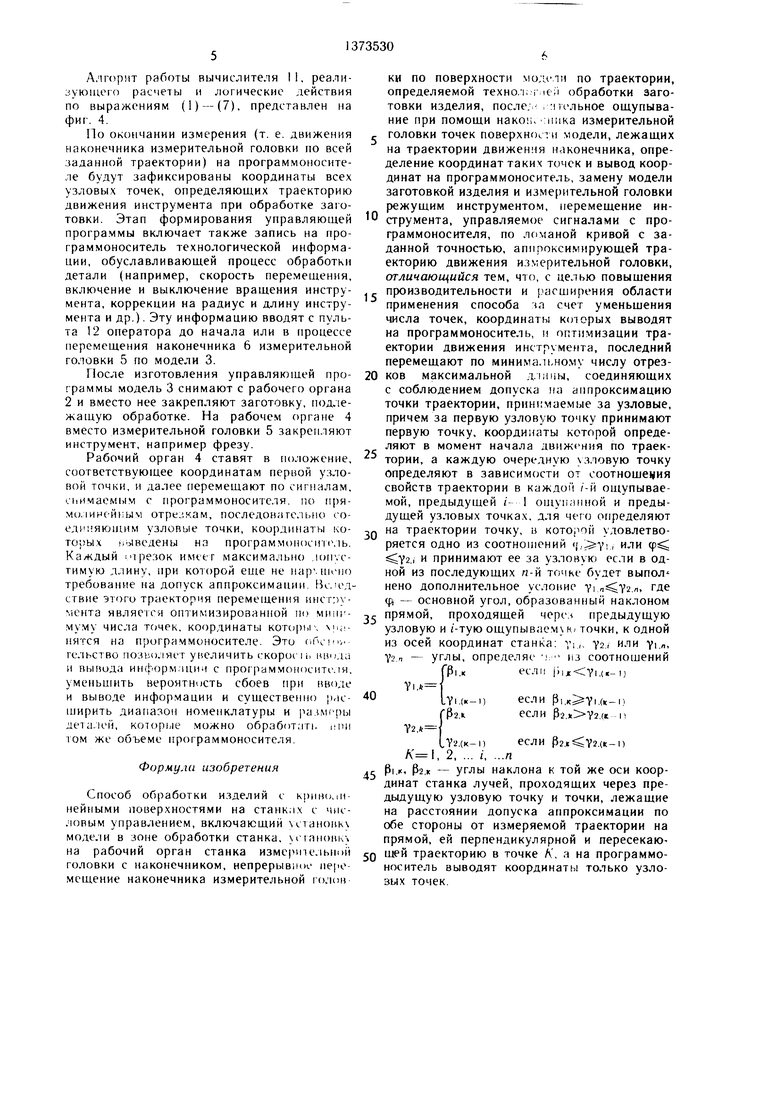
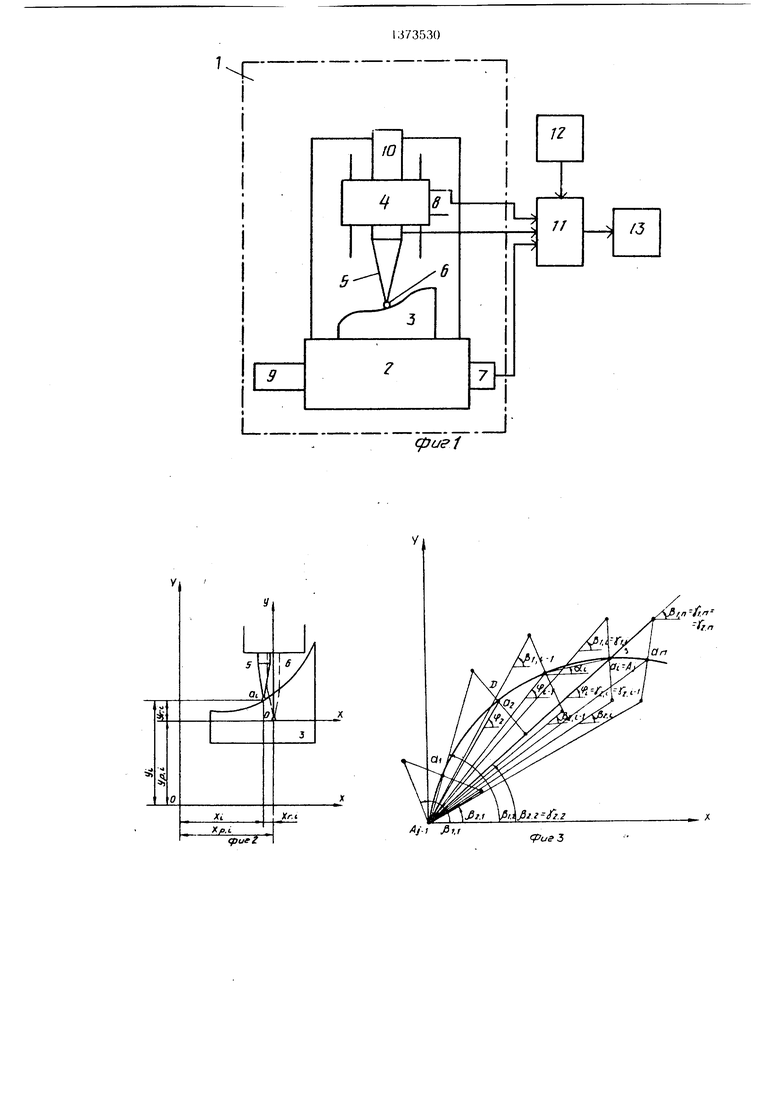
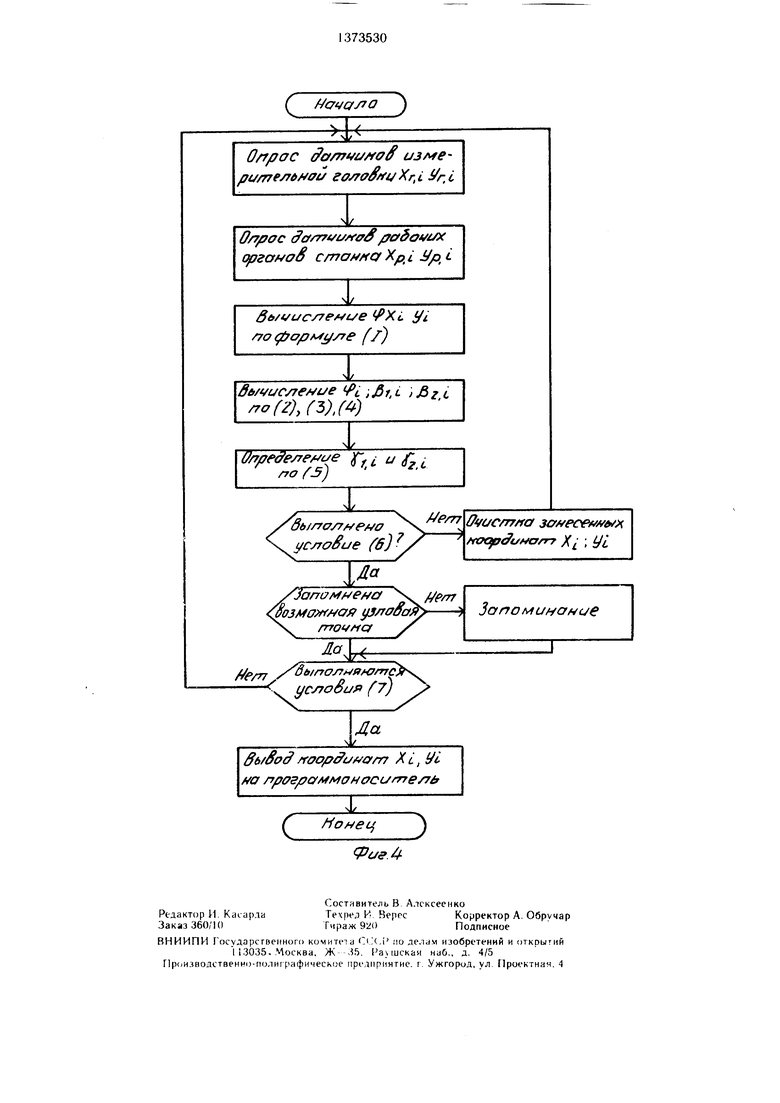
На фиг. 1 приведена функциональная схема станка с блоками, необходимыми для реализации способа; на фиг. 2 процесс перемещения наконечника измерительной головки по поверхности модели; на фиг. 3 - геометрическая интерпретация последовательности выбора узловых точек; на фиг. 4-- пример алгоритма работы вычислительного устройства, реализующего расчетную часть способа.
Способ включает следующие основные Технологические этапы.
11ерпый TfTan -- формирование управляющей программы. Он включает установку на C ianoK LA зоне об|)аботки модели изделия, устансжку на рабочий орган с ганка измерительной головки с наконечмик(м, непрерывное перемещение наконеч 1ика измерительной го. сслжи по повепхпосчи модели по )ектории, определяемой технол.огией обработки заготовки изделия, г.оследователь- нос ощупывание мри помош,и наконечника измерительной головки точек поверхности мо.чрли, лежап1их на трускторк движения наконечника, определение ощупываемых точок, выполи-, чие л( й;твин по 3a;t.;iiiiOMy алгоритму с целью В1(явления узловых точек и вы«ид координат последних на программой- .к-итель.
Второ этап - замена модели за п овкой изделия и установка на станке режушсго инструмента.
Третий этап - обработка злгг/пшки путем перемещения инструмента но прямо.-т- иейиым отрезкам тряечтории, соединяющим У .;1)вые точки, координаты которых выведены на программ носитель.
Устройство (фиг. 1) содержит станок i, в зоне обработки которого на рабочем органе 2 установлена модель 3 аналогично юму, как устанавливается заготовка изде ЛИЯ перед началом обработки. Станок I имеет также рабочий орган 4, к которг;му крепятся измерительная головка 5 с након ч- ником 6, а на период обработки «агочовки -
режущий инструмент (например фреза). Для измерения положения рабочих органов 2 и 4 станок 1 оснащен датчиками 7 и 8 положения. Перемещение рабочих органов 2 5 и 4 осуществляется приводами 9 н 10. Выходы датчиков измерительной голойки 5 (на фиг. I эти датчики не показаны) и датчиков 7 и 8 положения соединены с входами вычислителя II,который связан с пультом 12
j оператора и устройством 13 вывода управляющей программы на программоноситель. Способ осуществляется следующим об- разо.
Модель 3 закрепляют на рабочем органе 2 станка 1 так, что оси модели парал5 лельны соответствующим осям заготовки. За нулевое положение наконечника, принимают его свободное положение. За начальную точку отсчета принимают начало базовой системы координат станка. Выбирают подвижнукг систему координат, оси которой
параллельны осям базовой системы коорди.- нат, а начало координат лежит в точке пере- сечеиия осей датчиков измерительной головки 5.
Выбирают траекторию перемещения на5 конечника измерительной головки по поверхности модели и соответствии с заданной технологией обработки заготовки. Непрерывно (плавно) перемещают рабочий орган 4, несущий измерительную головку 5, таким образом, чтобы наконечник 6 перемещался
0 по поверхности модели вдоль выбранной траектории.
По мере персмепюиия наконечника 6 измеряют положение рабоч то органа 4 в базовой системе координат. В те же моменты времени измеряют в подвижной системе
5 координат отклонения наконечника 6 от его нулевого положения. Частота измерений определяется временем мащинной обработки информации в вычислителе 11 (в современных вычислительных устройствах т|)е6уемое
время - микросекунды, т. е. измерения практически непрерывны).
Попарно суммируют величины, измеренные относительно параллельных осей базовой и подвижной систем координат. Результатом, суммирования являются координаты
5 1, У: текущих точек а, TpaeKTOpV-n перемещения наконечника измерительно - головки:
+ Xf,,(I)
{/.. /,..+г/г.,
где Гр,, i/p, -- положение рабочих органов 2 и 4 в базовой системе координат 0в момент i -ro измеремни;
Хг,, ji;- показания датчиков измеритель, ной голорчя 5 в ТП1 же момент измерения.
Укузйнное действие иллн)стрируется фиг. 2. После каждого определения ощупываемой точки о, в вычислителе И оценивают ее г ометрические свойства по отношению к предыдущей теку1 1ей и предшествующей
5
узловой точкам. Эта опенка ироиннидик ; с учетом допуска аппроксимации поверхности изде;1 1Я по отношению к поверхности модели.
Для :tTOi() в каждой текущей ощупываемой точке а, оп)еде;1нют основной yro.i ц . углы fii,, Р-З., и Yi... Yi..i- Основной yifi.T (|, это угол наклона прямой, проходяпиш чере точку а, и предн1ествую1цук) узловую точку А,-1 (фи1 . 3) к оси X базовой систем hi координат станка. Здесь и далее все уг.мы измеряются относительно оси Л против часовой стрелки. Для расчета основного угла «.j, в вычислителе 1 пользуются соотношением
Ф, агс1к VА, Я,
где jf, I, у, -1 - координаты предшествующей узловой точки А, I Углы PI,, и РО./ - 5ТО углы наклона лучей, проходящих через предшествующую узловую точку Л, , и точки, лежап1ие на расстоянии допуска аппроксимации О по обе стороны от измеряемой траектории на прямой, ей перпендикулярной и пересекающей траекторию в точке а,. Здесь и далее угол с индексом 1 больн1е аналогичного угла с индексом 2 (например Pi.,tli,). Для расчета углов PI , и pv., в вычислителе 1 1 пользуются соотношениями
i/.-rDcosct, - у, I
Ri,;irctK- ., . - -.CD
,-DsincC,- Л-, I
PS . - а ret ц
у,- Ocos-z, - (/, х,-{- .,x,
где a,
Углы YI . и Y- .i определяются по полученным углам PI ,, p j I а также у| лам ум,- i- и Y2(, || по следующим .логическим соотноН1ениям
если р| ,C:Y .,(. если PL.YIH если PJ,YL .U
::.если Pi..,Y- i: I;
И Y- .. и аналогичны Yi, Y-.- опреде:1ены в (/- 1)-и ощупанной точке. Каждую /-тую ощупываемую точку проверяют на возможность превращения ее в узловую. Для этого в каждой точке iipoBi-- ряют условия
|,2з7 I и- 1И M.(
и при выпо.-щении о.шого из них (апомииаюг в памяти вычис.1птеля координаты /-и oni панной гочки. Возможная узловая точка, хранимая и памям вычислиимя. становится узловой и выводится на про: раммонос иимь. если на какой-иибчмь пос.чедч Kniicii (
10
15
20
25
30
35
40
45
50
55
иываемои гочм- /i,--/ димолни i с. ii,io iНИЯМ (() ИЫ 110.1 HVU TCH С.Ч1)ВИГ
7:..7-: ,.(7)
Данная 11ос.1едов;л1 .)сть .чсиствий определении y3. ion()ii очки, им1,ч 1 с. едук)пии1 геомегрический смысл,
Основной уго,: ;; ои 1ед1мяе1 наклон . аппроксими пю1ие (1 oipv.ioK 1р;1екто|)ии ni предшествующей (1Й .то данной ощ пываемой точки (на фи1. ,5 ог . 1, до а,)
Разность углов pi, и pv, представляет собой геометрическое место лучей, исходя щих из предшествуюп1ей узловой точки и ОТСТОЯН1ИХ от данной ощупываемой точки на расстоянии, меньшем д() arnipoKcn- мааии.
Разность углов Yi.; ч V- представ. 1яет собой геометрическое место лччей, исходя- П1ИХ из 11редп1ествующей узлов(111 точки i отстоящих от всех ощупапных точек, начиная с предыдун1е11 уз.ювой и кончая rcKynieii ощупываемой, на расстоянии, меньшем до аппроксимации. Это видно из ана. пма выражения (5), с помощью которою па каждом шаге движения нако иемника ньме ..1яе1ся общая ( пересекаюпгаяся) часть ра ;НОСГИ уг,10В р: , и Р: , для даННО11 , т(.)чки ч Д.1Я всех точек (они iianHbiix i между 1редн1ествуюп1ей уз,()й и даниии пцупываемо
Таким образом, ичк.ч . .-1 ц/ ,и-л,п BH vi |Mi разнос: и г/юн ,, и Y-. ci i) MP.-I-.Н ис11о, 1ьзоиат1, 1:;я аппроксимации ip.ii 4U)- рии на участке от А i .чо и.,. при -j им не в..1НИ .чся требование . :ii-си ма.п.Н i. д, 1ины апнрокси% ируюше1ч) oipiMKii Как И), 1ЬК() :1тог .ч 1 ыходит за пре.1. ра -.liDcii
vl.lOli Yl Y-.V. I f- ИЫПО. Ч Яе CM NC.iOlilU
(())), ГО данная ошупь1ваемая ючка мижс стать у-1,1о1;ой и ее копрдипа гы а1и)минак):. 1ри .ча. и.нейшем двпжепип иакопечии ка () по траектории могу BO4niKH i дне ситуации. В nepBoii ситуации луч Л и вновь возвращается в разность yi.iuu -,- и Y- i- В утом с.чучае .афиксированная pancv- ючка уже не считается возможной уз.юво,. координаты ее не хранят и пр()до.1ж,1К)т дни Ж( ние наконечника до с.че.ччюнкч о выпо. i
нения УСЛОЕ5ИЯ (ti) .
Во вт(рой ситуации .ч А. ч, Гкмьшс НС входит в разность I.IOK ;, и у:. а сам;-. эта разность из yr. ia вьцюждается н .ч (т. е. выполняется ус.ювие (7)). На (jini : данная ситуация показана в точке а,, означает, что отрезок А, ,ii.. единствен ный и максимальный но своей д.шне отре.«)к. отстояни1Й от всех опппанных точек, начи ная с предшествующей .(.uinoii, на lacci n НИИ, не бо.чьшем .юнхска аппроксимации Возможная .i ювая тои.к:. laijniKCMp nj hii. при .чкм1ии с. |0|1пч |ii), c l аноии I сч IjioiU cc .tiMipi ксимацип чачщинм
i I i i. llilii 1И точки.
Алгсрит работы вычислителя 11, реализующего расчеты и логические действия по выражениям (1) -(7), представлен на фиг. 4.
По окончании измерения (т. е. движения наконечника измерительной головки по всей заданной траектории) на программоносителе будут зафиксированы координаты всех узловых точек, определяющих траекторию движения инструмента при обработке заготовки. Этап формирования управляющей программы включает также запись на программоноситель технологической информации, обуславливающей процесс обработки детали (например, скорость перемещения, включение и выключение вращения инструмента, коррекции на радиус и длину инструмента и др.). Эту информацию вводят с пульта 12 оператора до начала или в процессе перемещения наконечника 6 измерительной головки 5 по модели 3.
После изготовления управляющей программы модель 3 снимают с рабочего органа 2 и вместо нее закрепляют заготовку, подлежащую обработке. На рабочем органе 4 вместо измерительной головки 5 закрепляют инструмент, например фрезу.
Рабочий орган 4 ставят в положение, соответствующее координатам первой узловой точки, и далее перемещают по сигналам, снимаемым с программоносителя, по пря- мо.1инейны 1 отрезкам, последонагельно со- е;и 1 яю1цим узловые точки, координаты которых . выведены на программ()И()сит1МЬ. Каждый i l резок имеет максимально .югг. с- тимую длину, при которой еще не иармпсио требование на допуск аппроксимации. Вс.чм- ствие этого траектория перемещения инст;)у- мента является оптимизированной по минг- муму числа тс)чек, коор.аинаты которыч ч,- нятся на программоносителе. Это (и ччм ,. гельство позиоляет у 5еличить скорое м, ивида и вьишда инсЬормации с программоноситс.ш, уменьщить вероятность сбоев при вводе и выводе информации и существенно pric- щирить диапазон но.менклатуры и разм1)ы лета.1ей, которые можно обработ.мть иии ЮМ же объеме программоносителя.
Формула изобретения
Способ обработки изделий с кринопи- нейными поверхностями на станк.кх с числовым управлением, включающий становк модели в зоне обработки станка, ич;и101я на рабочий орган станка измерительной головки с наконечником, непрерывное iiejio- мещение наконечника измерительной голои
0
5
ки по поверхности модели по траектории, определяемой техно. п г leii обработки заготовки изделия, после.-i , :пч льное ощупывание при помощи :iiiiKa измерительной головки точек поверхности модели, лежащих на траектории движен 1я наконечника, определение координат таких точек и вывод координат на программоноситель, замену модели заготовкой изделия и измерительной головки режущим инструментом, перемещение инструмента, управляемое сигналами с программоносителя, по ломаной кривой с заданной точностью, аппроксимирующей траекторию движения измерительной головки, отличающийся тем, что, с целью повышения
f. производительности и расширения области применения способа за счет уменьшения числа точек, координаты которых выводят на программоноситель, и оптимизации траектории движения инструмента, последний перемещают по минимальному числу отрез0 ков максимальной д.шиы, соединяющих с соблюдением допуска на аппроксимацию точки траектории, принимаемые за узловые, причем за первую узловую точку принимают первую точку, коорди аты которой определяют в момент начала движения по траектории, а каждую очередную узловую точку определяют в зависимости от соотношения свойств траектории в каждой /-и ощупываемой, предыдущей /- 1 оп1у1|;и1ной и предыдущей узловых точках, для чего определяют
Q на траектории точку, в которой удовлетворяется одно из соотношений j, i - И Ф Y2,i и принимают ее за узловую если в одной из последующих п-й точке будет выпол нено дополнительное условие YI .л, где f, - основной угол, образованный наклоном
с прямой, проходящей предыдущую узловую и ( -тую ощупываем к- точки, к одной из осей координат станка: у;,. у2, или Vi.n, V2 п - углы, определяе ь из соотнощений
tPi.Kесли .(.-1)
Vi.(,i)если PI.,(,I)
(Р2.Иесли Р2.У2.(Г п
Y2.(K-I)если p2..Y2.(lc-l)
, 2, ... /, ...п
с: PI.K P2.it - углы наклона к той же оси координат станка лучей, проходящих через предыдущую узловую точку и точки, лежащие на расстоянии допуска аппроксимации по обе стороны от измеряемой траектории на прямой, ей перпендикулярной и пересекаю0 шей траекторию в точке Л , а на программоноситель выводят координаты только узловых точек.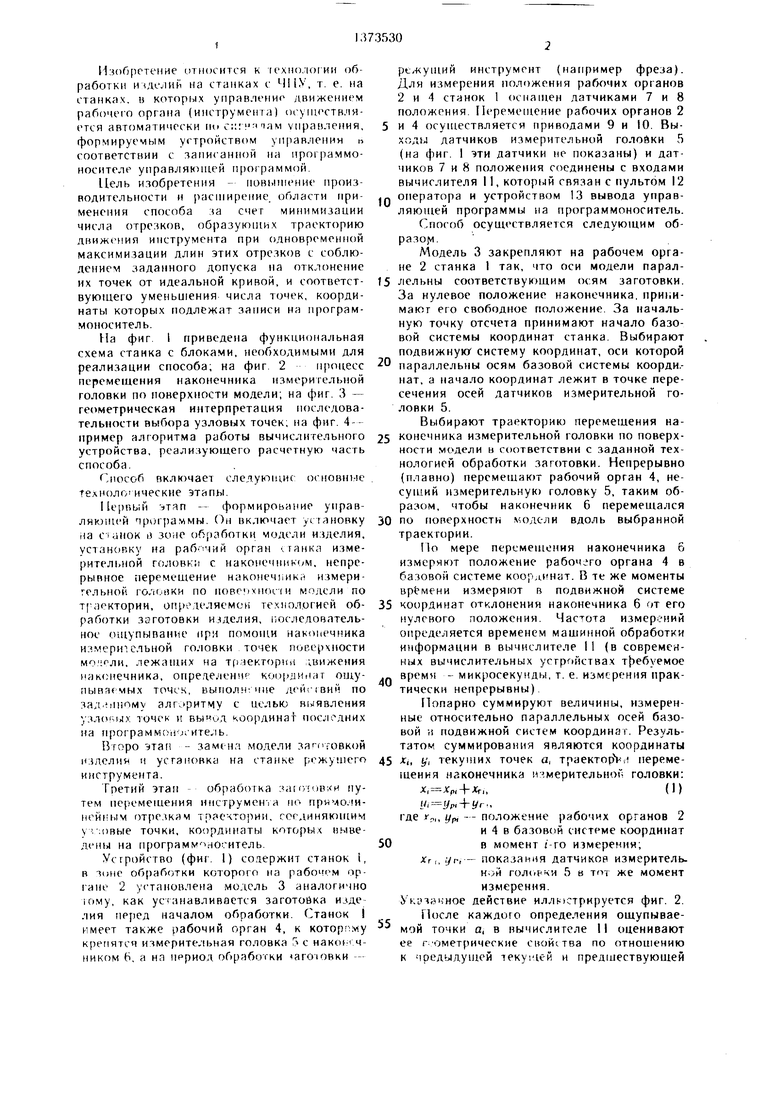
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ имитации траекторий движения объектов | 2015 |
|
RU2617144C1 |
| СПОСОБ ЭЛЕКТРОЭРОЗИОННОЙ ОБРАБОТКИ ЗУБЧАТЫХ ИЗДЕЛИЙ | 2001 |
|
RU2188101C1 |
| Стенд для испытания промышленных роботов-манипуляторов | 1987 |
|
SU1425078A1 |
| УСТРОЙСТВО И СПОСОБ ИЗМЕРЕНИЯ ПАРАМЕТРОВ РЕЗЬБЫ | 2009 |
|
RU2477453C1 |
| Способ обработки плоских и криволинейных поверхностей штамповой оснастки с коррекцией износа инструмента и станочных погрешностей | 2023 |
|
RU2822491C1 |
| Способ управления обработкой деталей на токарных станках с контурной системой программного управления | 1972 |
|
SU526490A1 |
| СПОСОБ ФОРМИРОВАНИЯ ДИСКРЕТНЫХ ПРОФИЛЬНЫХ СТРУКТУР РИСУНКА ГРАВЮРЫ В ФУНКЦИОНАЛЬНОМ СЛОЕ ПЕЧАТНОЙ ФОРМЫ НА МЕТАЛЛОРЕЖУЩЕМ СТАНКЕ | 2007 |
|
RU2356704C2 |
| СПОСОБ ЭЛЕКТРОЭРОЗИОННОЙ ОБРАБОТКИ ЗУБЧАТЫХ ИЗДЕЛИЙ | 2002 |
|
RU2212316C1 |
| СПОСОБ ОБРАБОТКИ ХВОСТОВИКА И КОРНЕВОЙ ЧАСТИ ПЕРА ЛОПАТКИ НА МНОГОКООРДИНАТНОМ СТАНКЕ С ЧПУ | 2017 |
|
RU2645633C1 |
| ФРЕЗЕРНЫЙ СТАНОК С ЧПУ | 2013 |
|
RU2572111C2 |
Изобретение относится к станкостроению, в частности к технологии обработки на станках с ЧПУ. Цель изобретения - повышение производительности и расширение области применения за счет минимизации числа отрезков, образующих траекторию движения инструмента. Модель изделия устанавливают в зоне обработки станка. Измерительную Г1 ловку с наконечником устанавливают на рабочий орган станка. Наконечник непрерывно перемешают но поверхности модели по траектории, определяемой технологией обработки заготовки изделия. Последовательно ощупывают точки поверхности модели, определяют узловые точки, координаты которых выводят на программоноситель. Инструмент переметают по минимальному числу отрезков максимальной длины, соединяющих с соблюдением допуска на аппроксимацию узловые точки. Очередную узловую точку определяют в зависимости от соотношения свойств траектории в (-Й ощупываемой, /-1-й oniyiiaH- ной и предыдущей узловых точках. Для этого определяют на тра-ектории точку, в которой выполняется одно из соотношений (f,Yi - или (.:, и принимают ее за узловую, если II одной из пос.лелую1цих «и точке выполнено дополнительное условие v. .. где ф, основной угол, обра.юваиньй наклоном прямой, проходящей через предыдущую узловчю и /-Ю ощупываемую точку к одной И1 осей координат станка. 7; i- Y. или YI ,, V- .л - углы, определяемые и.( соотношений ., если 1. 7i« Yi(- I если . I), V2.. ei- -iH РЗ.). Y- .7ic -ii. ft -T P « Y iic-i - /(1, 2, . .i, ...n. Pik РЗ.И углы наклона к той же оси координат станка лучей, прохо- ДЯП1ИХ через предыдун1.ую узловую точку и точки, лежащие на расстоянии допуска аппроксимации по обе стороны от измеряемой траектории на прямой, ей перпендикулярной И пересекающей траекторию в точке Л . 4 ил. 4D (/) ОО ОО ел ОО
gjufZ
j-t fiif
pusZ
( /У 7УгУУ7
a f if/fo излге- ри/ггелб ай eo/ro ffi/Xr L .i
cf/77t/Lf/ atf cyjea oS c/rrof ffCfXpi Ijp L
yi
CJ(7A4y/7(P ff)
L
ffu/vuc ef L/e (fi J5r,i. , ofZ),f).)
ff/7/7f e e c e ,
/7i7
dt //7a/7/ve ff (б
W / JarraMf ef c/
уз/таffс N
)г fTJ
V
:Н
p/77 ffi/c/cm/ra
Л7Л ЛПв« Л Л
Л)79 Г Й//Л7/Т7 / ; ;
За no M инание
| Машина для печатания билетов | 1945 |
|
SU68184A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
