ю ел
СХ)
фиг.
Изобретение относится к машиностроению и может быть использовано для оценки качества (унк1щонирования роботов-манипуляторов, рабочий инструмент которых перемещается по заданному контуру.
Цель изобретения - упрощение кон- струк1щи стенда и повышейие точности измерения погрешности.
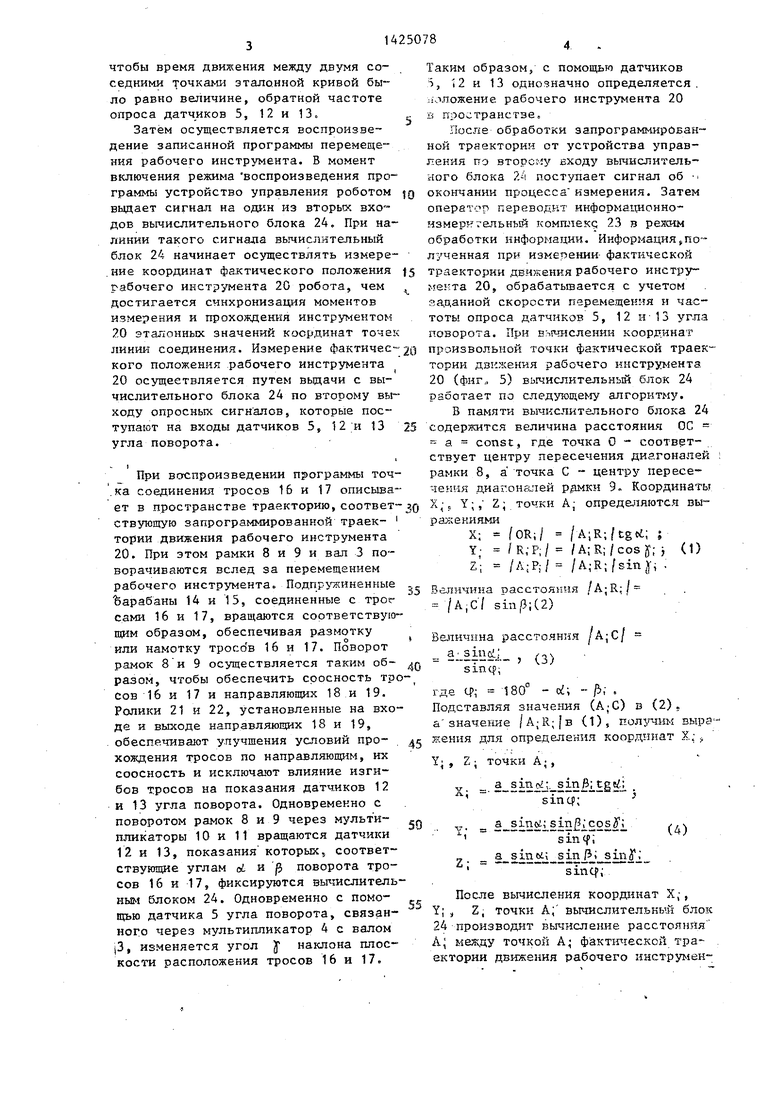
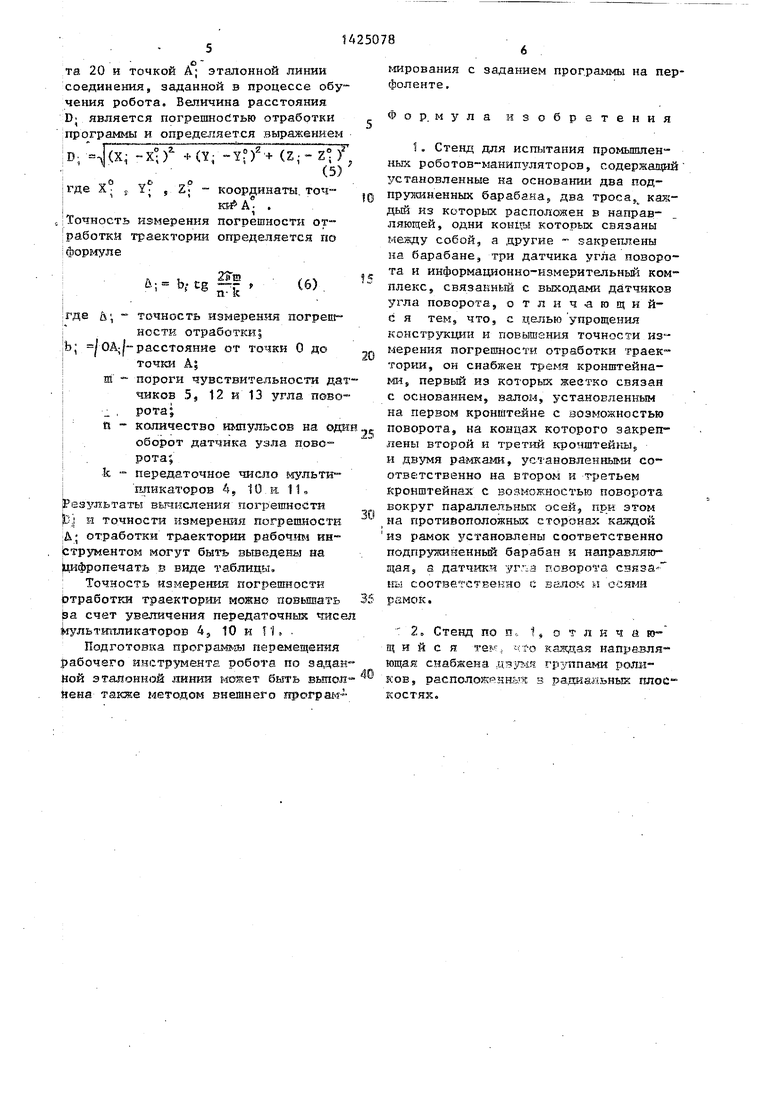
На фиг. 1 приведен стенд, общий вид на фиг, 2 - направляющая с роликовыми механизмамиJ на фиг. 3 - сечение А-А на фиг. 2; на фиг, 4 - блок схема информационно-измерительного комплекса стенда; на - расчетная схема для определения коор- Д13нат точки А| ,
Стенд для испытания промьштенных роботов-манипуляторов содержит установленный на основании 1 первый кронштейн 2, на котором с возможностью поворота установлен вал 3, связанный через мультипликатор 4 с датчиком 5 угла itoBopoTa, На концах вала 3 жестко закреплены второй 6 и третий 7 кронштейны В кронштейнах 6 и 7 с возможностью поворота расположены соответственно рамки 8 и- 9, которые через мультипликаторы 10 к 11 соединены с датчиками 12 и 13 угла поворота. На противоположных сторонах рамок 8 и 9 установлены барабаны 14 и 15 для намотки тросов 16 и 17 и направляющие 18 и 19 для зтих тросов. Тросы 16 и 17 одним концом закреплены на вращающихся барабанах 14 и 15, а другими - связаны между собой и лсестко закреплены в рабочем инструменте 20 робота-манипулятора. Направляющие . 18 и 19 содержат ролики 21 и 22.
Информационно-измерительный комплекс 23 состоит из последовательно соединенных вычиcлитeльнo o блока 24 и цифропечаташцего устройства 25. Выходы датчиков 5, 12 и 13 угла поворота соединенк с первым входом вычислительного блока 24 5 вторые входы, которого подключены к выходам устройства управления испытуемого робота-манипулятора. Вторые выходы вычислительного блока 24 связаны с управляющие входами датчиков З, 12 и 13 угла поворота.
Стенд работает следующим образом.
Первоначально оператор закрепляет точку соединения находящихся в натянутом состоянии тросов 16 и 17 на рабочем инструменте 20 испытуемого
5
0
5
0
0
5
0
5
робота-манипулятора. Затем с помощью пульта управления оператор выводит инструмент 20 в начальную точку тре- . буемой (эталонной) траектории его движения, в качестве которой могут быть использованы, например, прямые линии, ломанные, синусоидальные и др. кривые окружности. После этого на второй вход вычислительного блока 24 от устройства управления роботом поступает сигнал, которьй приводит в исходное состояние вычислительный блок 24. Последний включает дифропечатаю- щее устройство 25. Жтим достигается синхронизация момента начала измерения положения рабочего инструмента с началом его движения. При этом с вторых выходов блока 24 на входы датчиков 5, 12 и 13 поступают сигналы опроса датчиков угла .поворота, в результате чего их показания будут зафиксированы в памяти вычислительного блока 24. Положенное рабочего инст- . румента робота также будет зафиксировано в памяти устройства управления.
Затем в режиме обучения осуществляется программирование перемещения рабочего инструмента робота от точки к точке, для чего оператор последовательно вьшодит рабочий инструмент в характерныа узловые точки эталонной линии. При этом в память системы уп- равления роботом заносятся координаты узловых точек эталонной линии, - скорость- перемещеиля рабочего инструмента 20 между точками, характер движения между то -г.к2ми (линейная или круговая интерполяид я) , Информация о координатах узловых точек эталон-- ной линии, скорости и характера движения между точкал-ш заносится также в память вычислительного блока 24. Одновременно с этим в память вьгчисли- тельного блока 24, программно заносится информация о частоте опроса датчиков 5,, 12 и 13 угла поворота, которая при проведении конкретного испытания всегда постоянна и выбира ется исходя из максимальной скорости движения рабочего инструмента.
После окончания режима обучения, т.е. после того, как в вычислительный блок 24 поступили координаты последней узловой точки, вычислительный блок 24 формирует массив значений координат всех точек эталонной кривой. Массив фop шpyeтcя таким образом,
5
Таким образом, с помощью датчиков 5, 12 и 13 однозначно определяется. ;:):-.лпожение рабочего инструмента 20 в пространстзе.
После обработки запрограммирован-- нон траектории от устройства управления по второму входу вычислитель- ного блока 2А поступает сигнал об
чтобы время движения между двумя соседними дочками эталонной кривой было равно величине, обратной частоте опроса датчиков 5, 12 к 13.
Затем осуществляется воспроизведение записанной программы перемещения рабочего инструмента. В момент включения режима воспроизведения программы устройство управления роботом |gокончании процесса измерения. Затем выдает сигнал на один из вторьгх вхо-оператор переводит информагщонно- дов вычислительного блока 24. При на-измерьгельньй комплекс 23 в режим линии такого сигнала вьтчислительныйобработки информации.Информация по блок 24 начинает осуществлять измере-лученная при измерении- фактической .ние координат фа1 :тического положения f5траектории движения рабочего инстру- рабочего инструмента 20 робота, чем seктa 20, обрабатьшается с учетом достигается синхронизация моментовзаданной скорости перемещения и час- измерения и прохождения инструментом ,тоты опроса датчиков 5, 12 и-13 угла 20 эталонных значений координат точекповорота. При вь5числении координат линии соединения. Измерение фактичес-20произвольной точки фактической траек- кого положения рабочего инструмента тории движения рабочего инструмента 20 осуществляется путем выдачи с вы-20 (фиг. 5) вычислительньм блок 24 числительного блока 24 по второму вы-работает по следующему алгоритму, ходу опросных сигн алов, которые пос- в памяти вычкслительного блока 24 тупают на входы датчиков 5, 12 и 13 25содержится величина расстояния ОС угла поворота. а const, где точка О - соответствует центру пересечения диагоналей рамки 8, а точка С - центру пересечения диаг.онзлей рдмки 9, Координаты
При васпроизведенин программы точ- . ка соединения тросов 16 и 17 описыва
Таким образом, с помощью датчиков 5, 12 и 13 однозначно определяется. ;:):-.лпожение рабочего инструмента 20 в пространстзе.
После обработки запрограммирован-- нон траектории от устройства управления по второму входу вычислитель- ного блока 2А поступает сигнал об
окончании процесса измерения. Затем оператор переводит информагщонно- измерьгельньй комплекс 23 в режим обработки информации.Информация по лученная при измерении- фактической траектории движения рабочего инстру- seктa 20, обрабатьшается с учетом заданной скорости перемещения и час- тоты опроса датчиков 5, 12 и-13 угла поворота. При вь5числении координат произвольной точки фактической траек- тории движения рабочего инструмента 20 (фиг. 5) вычислительньм блок 24 работает по следующему алгоритму, в памяти вычкслительного блока 24 содержится величина расстояния ОС а const, где точка О - соответствует центру пересечения диагоналей рамки 8, а точка С - центру пересечения диаг.онзлей рдмки 9, Координаты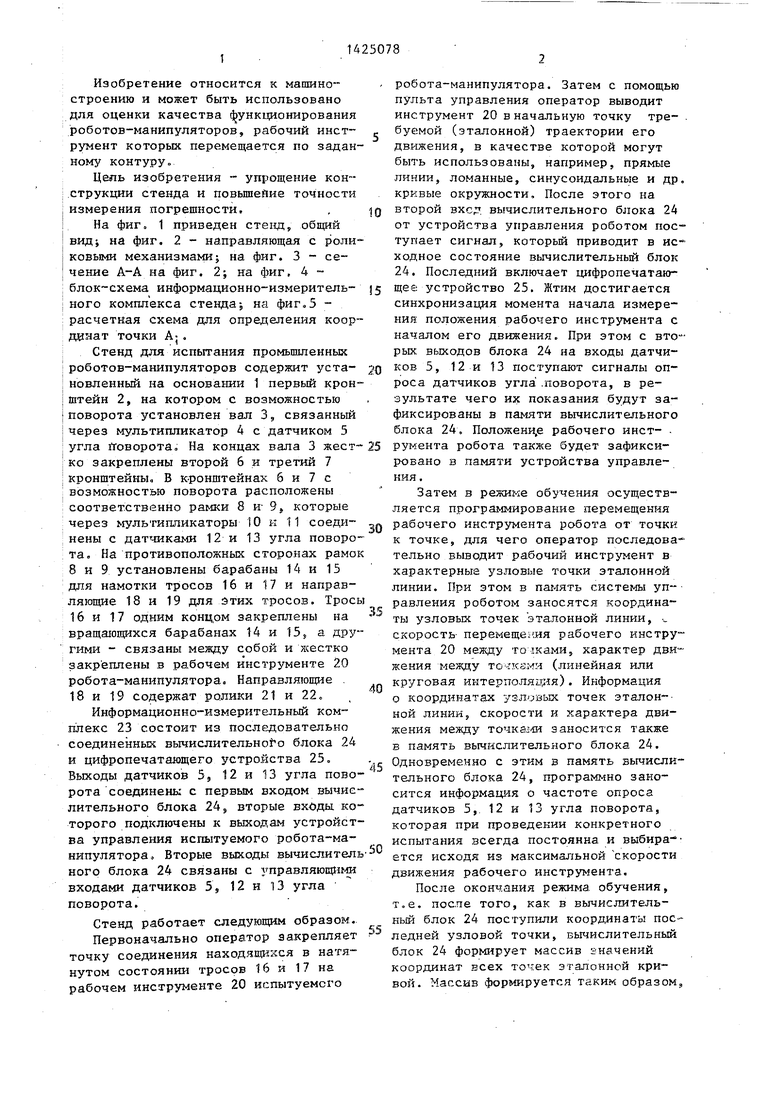
| название | год | авторы | номер документа |
|---|---|---|---|
| Стенд для испытания промышленных роботов-манипуляторов | 1987 |
|
SU1495114A1 |
| Стенд для испытания роботов-манипуляторов | 1984 |
|
SU1171308A1 |
| СТЕНД ДЛЯ КОНТРОЛЯ ТОЧНОСТИ КОНТУРНЫХ ПЕРЕМЕЩЕНИЙ ПРОМЫШЛЕННОГО РОБОТА | 2011 |
|
RU2472612C1 |
| СТЕНД ДЛЯ КОНТРОЛЯ ТОЧНОСТИ КОНТУРНЫХ ПЕРЕМЕЩЕНИЙ ПРОМЫШЛЕННОГО РОБОТА | 2001 |
|
RU2185953C1 |
| Стенд для испытания промышленных роботов | 1990 |
|
SU1764985A1 |
| СПОСОБ КОНТРОЛЯ ТОЧНОСТИ КОНТУРНЫХ ПЕРЕМЕЩЕНИЙ ПРОМЫШЛЕННЫХ РОБОТОВ | 2011 |
|
RU2466858C1 |
| СПОСОБ КОНТРОЛЯ ТОЧНОСТИ КОНТУРНЫХ ПЕРЕМЕЩЕНИЙ ПРОМЫШЛЕННОГО РОБОТА | 2003 |
|
RU2252862C1 |
| Способ управления рабочим органом грузоподъемного устройства | 1985 |
|
SU1346420A1 |
| ЭКСПЕРТНАЯ СИСТЕМА НА БАЗЕ МЕДИЦИНСКОГО МАНИПУЛЯЦИОННОГО РОБОТА ДЛЯ ТРАНСПЕДИКУЛЯРНОЙ ФИКСАЦИИ ПОЗВОНОЧНИКА | 2023 |
|
RU2833780C1 |
| Стенд для испытания манипуляторов | 1987 |
|
SU1465307A1 |
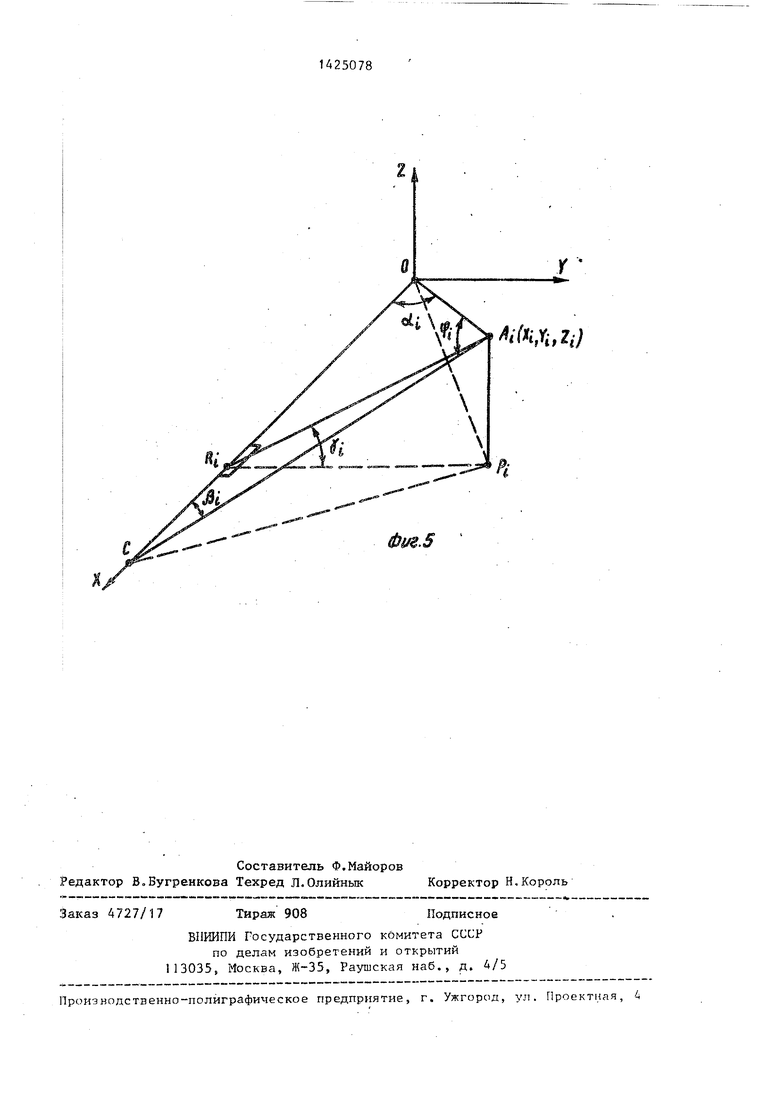

ет в пространстве траекторию, соответ-30X;, Y;, Z; точки А; опредаияются выствующую запрограммированной траек- ранениями
тории движения рабочего инструмента X; (OR;/ jA;R;/cgci; |
ворачиваются вслед за перемещениемZ; /А;Р;/ / A,-R;/sin J; .
рабочего инструмента. Подпр -жиненные величина расстояния /A;R;/
оарабаны 14 и 15, соединенные с трог /А С/ sinO-(2
сами 16 и 17, вращаются соответствую-М щим образом, обеспечивая размотку
или намотку тросо в 16 и 17. Поворот -,,, /
о г,е - й-; , /о
рамок 8 и 9 осуществляется таким об Q - -sln7s разом, чтобы обеспечить соосность тро- сов 16 и 17 и направляющих 18 и 19. Ролики 21 и 22, установленные на входе и выходе направляющих 18 и 19,
Величина расстояния /А;С/
sintf,
где tpi 180° - - jb; .
Подставляя значения (А;С) в (2).
а значение /А;К; в (1), полхгчик вырэ
обеспечивают улучшения условий про- д женин для определения координат X.; .,
хождения тросов по направляющим, их соосность и исключают влияние изгибов тросов на показания датчиков 12 и 13 угла поворота. Одновременно с поворотом рамок 8 и 9 через мультипликаторы 10 и 11 вращаются датчики 12 и 13, показания которых, соответ- ствунлцие углам oi и поворота тросов 16 и 17, фиксируются вычислительным блоком 24. Одновременно с помощью датчика 5 угла поворота, связанного через мультипликатор 4 с валом (3, изменяется угол J наклона плоскости расположения тросов 16 и 17.
-,,, /
Величина расстояния /А;С/
- -sln7s
sintf,
где tpi 180° - - jb; .
Подставляя значения (А;С) в (2).
а значение /А;К; в (1), полхгчик вырэ
i, Z;
ТОЧКИ А;
X;
... . . sincp;
у. .( s in cf;
(4)
После вычисления координат X,-, Y; j Z, точки A; вычислительный блок 24 производит вычисление расстояния А; между точкой А- факт1гческой тра ектории движения рабочего инструмента 20 и точкой А; эталонной линии соединения, заданной в процессе обучения робота. Величина расстояния D является погрешностью отработки программы и определяется выражением
D; X;f 4(Yi
.(Z,.-Zp (5)
Y
zf координаты, ТОЧ..Q
. .
измерения погрешности от
траектории определяется по
:-Ь.
(6)
h - ОА;|
Hi погренгО до
точность измерения нести отработки расстояние от точки точки А;
пороги чувствительности датчиков 5, 12 к 13 угла поворота;и - количество импульсов на один
оборот датчика узла поворота;: -k - передаточное число мульти
иликаторов 4, 10, и 11., результаты вычисления погрешности |j-j и точности измерешш погрешности |Д; отработки траектории рабочим ин- трументом могут быть выведены аа Цифропечать в виде таблицы.
Точность измерения погрешности Ьтработкн траектории можно повьшать а счет увеличения передаточных чисел ifyльтmгликaтopoв 4, 10 и 1, .
Подготовка программы перемещения рабочего инструмента робота по за,цан- Ной эталонной линии быть вьшол- йена также методом внешнего nporpai S
мирования
фоленте.
с заданием программы на перФ о р. м у л а
зобретения
O
5
0
5
5
1, Стенд для испытания промышленных роботов-манипуляторов, содержавши установленные на основании два под- прулснненных барабана два троса каждый из которых расположен в направляющей, одни концы которых связаны ыеж;цу собой, а другие - закреплены на барабане, три датчика угла поворота и информационно-измерительньй ком™ плекс5 связанный с выходами датчиков поворота, отлич-агощий- с я тем, что, с целью упрощения конструкции и повышения точности измерения погрешности отработки траектории, он снабжен тремя кронштейнами, первый из которых жестко связан с основанием, налом, установленным на первом кронштейне с возможностью поворота, ка концах которого закреп лены второй и третий кронштейны и двумя рамками, установленными соответственно на втором и третьем Кронштейнах с возможностью поворота вокруг параллельных осей, при этом на противоположных сторона : каждой из рамок установлены соответственно подпружиненный барабан и направляющая, а датчики угла повороч й сзйзй tibi соответственно с валом и осями рамок.
2,, Стенд по п., 1, о т л к ч а го- а и и с я тем,, чт-о каждая напревля- ющая снабжена гр тшами роликов, распол.ожякн.ух s радиальных плос- костяк.
SI V S ygSSSa
Фие.З
dm cuem&fi&/ цпраВлвнир poS&nv&M
---v
Г
,z/;
Фт.5
| Стенд для испытания роботов-манипуляторов | 1984 |
|
SU1171308A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
