со
со
ел
05 СО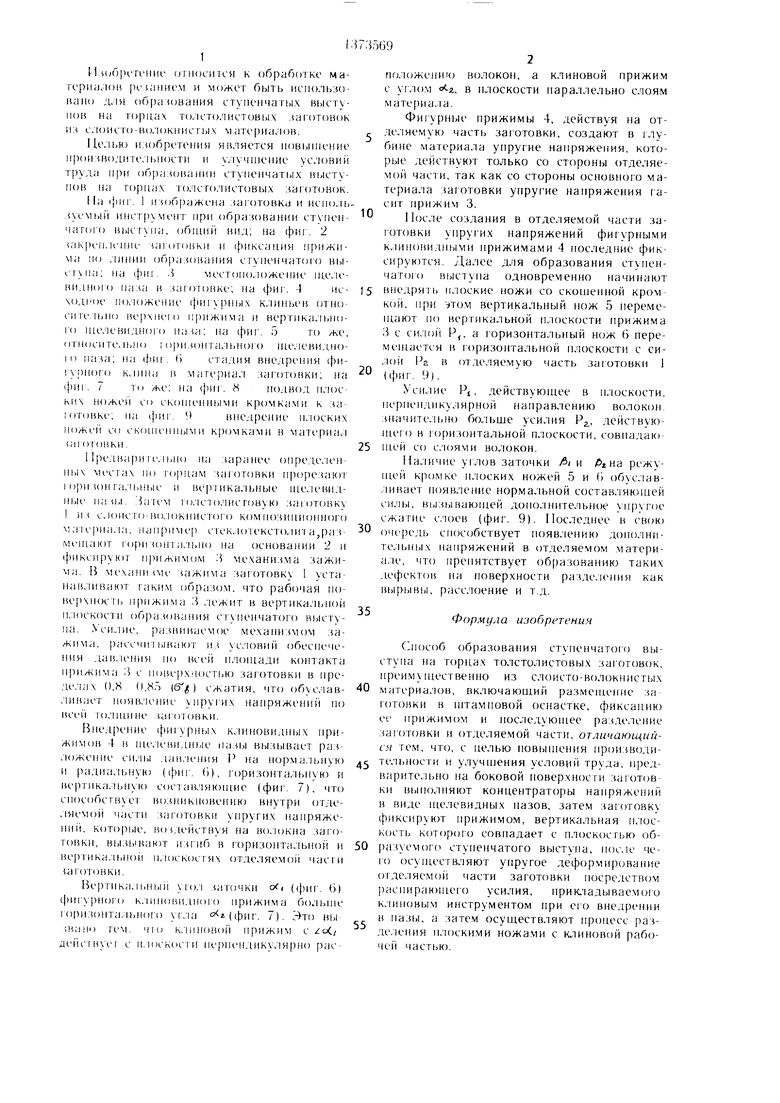
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ отрезки припуска | 1986 |
|
SU1488186A1 |
| Способ изготовления обечаек из полосы и устройство для его осуществления | 1985 |
|
SU1326371A1 |
| Способ отрезки | 1986 |
|
SU1388147A2 |
| Устройство для разделения проката | 1986 |
|
SU1323256A1 |
| Способ отрезки | 1985 |
|
SU1263398A1 |
| Устройство для окончательной пробивки отверстий | 1980 |
|
SU937081A1 |
| Штамп для резки сортового проката | 1980 |
|
SU902996A1 |
| Способ разделения профилей и устройстводля ЕгО ОСущЕСТВлЕНия | 1978 |
|
SU804254A1 |
| Устройство для штамповки листового материала | 1990 |
|
SU1784360A1 |
| УНИВЕРСАЛЬНЫЙ НАПОЛЬНЫЙ БЫТОВОЙ ДЕРЕВООБРАБАТЫВАЮЩИЙ СТАНОК | 1992 |
|
RU2030989C1 |
И.юбретение относится к обработке материалов резание.м и может быть использовано для образования ступенчатых выступов на торца.х толстолистовых заготовок из слоисто-волокнистых материалов. Изобретение позволяет повысить производительность и у. 1учп1ить условия труда. Предварительно на заранее определенных местах по торцам заготовки прорезают горизонтальные и вертикальные щелевидные пазы, размеры которых зависят от 1е()1сгрических параметров образуемого ступенчатою выступа. Затем татстолистовун) за1Ч)товку I из слоисто-ватокнистого композипионного материала размещают 1 ориз()нт;|.1ьно на основании 2 приспособления и фиксируют прижимом 3 зажима. В механизме зажима заготовку 1 устанавливают таким образом, что рабочая поверхность прижима . .пежит в вертикальной плоскости o6pa3(jBainiH t TV- ненчатого выступа. Внедрение клиновидных прижимов 4 в щелевидные пазы способствует созданию упрчгих напряжений в отделяемой части об(()го ст пенчатого выступа. См стороны чспошюго материала заготовки упругие Hai:)vi b;eiiiiH гасит прижим 3. Далее для o6p;i: ,(iBanii i ступенчатого oдн()нp..lпl() ii:) ;ii нают внедрять плоские Ш)жи с к.шиовои рабочей частью. Вертикальньп ппж )с мешается по вертикально плоскости прижима 3, а горизонта;1ьный нож 6 перемели; ется в горизонтальной п.кк-косги с p;i.i,ui4- ными силами. 9 ил. (Л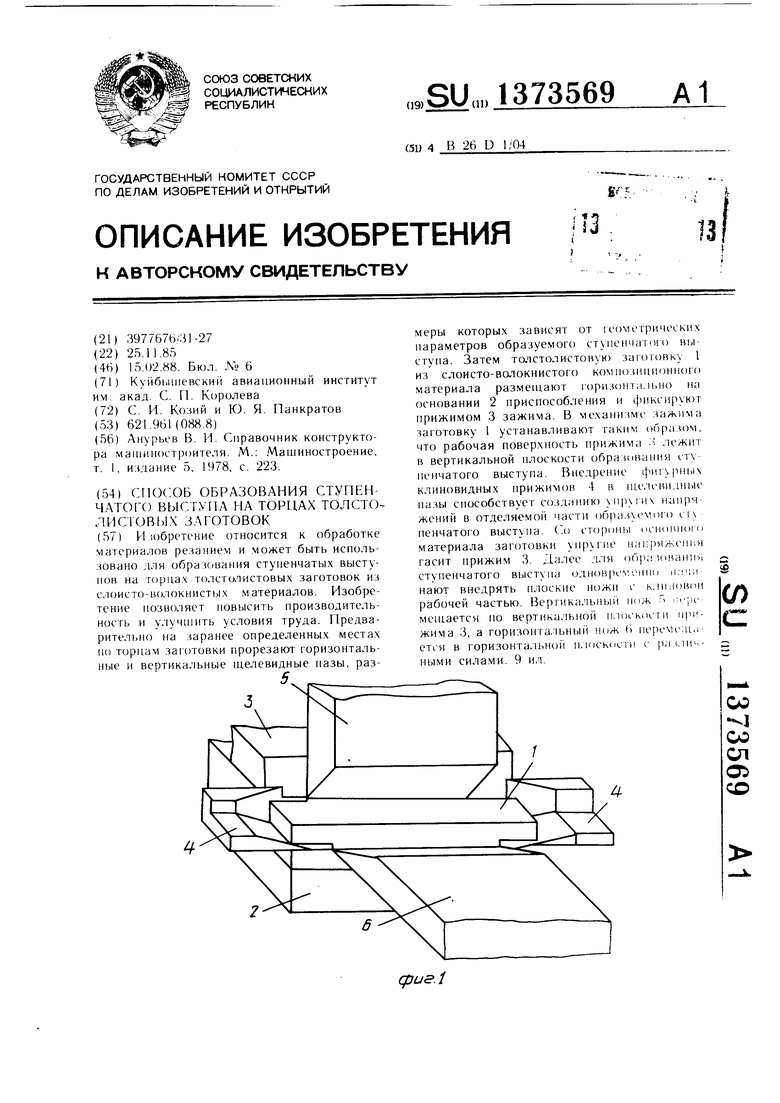
фиеЛ
1
li:i(;6pcreHne (лноситси к обработке ма- lepiuj.ioii H taHnev и может быть использовано Д.1Я об)а:и)вання етуненчатых BiiiCTV- пои на горцах то;1столиет(Ш1)1 лаготонок и:( c.ioneTo-EU),-i()KiincTi)ix iатериалов.
Це.тьк) изобретения является новынк-ние 11)()извод1ггелы1ости и у.тушиение условий труда при образовании ступенчатых В1,1сту- нов на rojMiax толсголистовых заготовок.
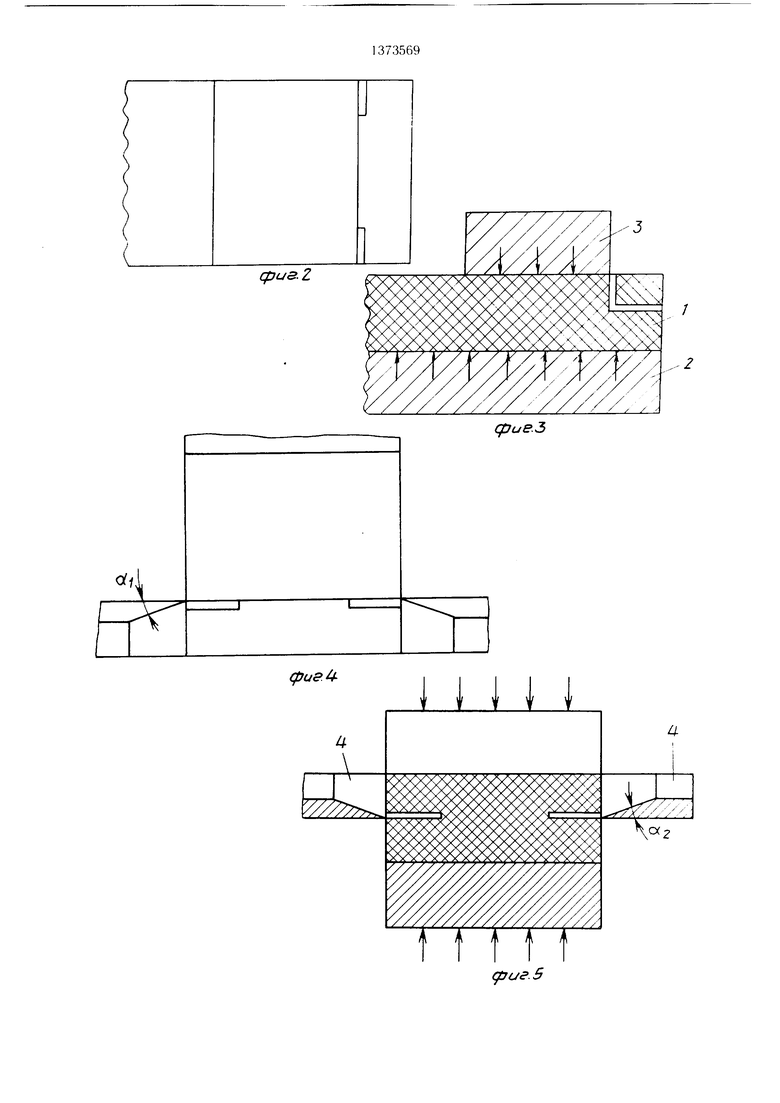
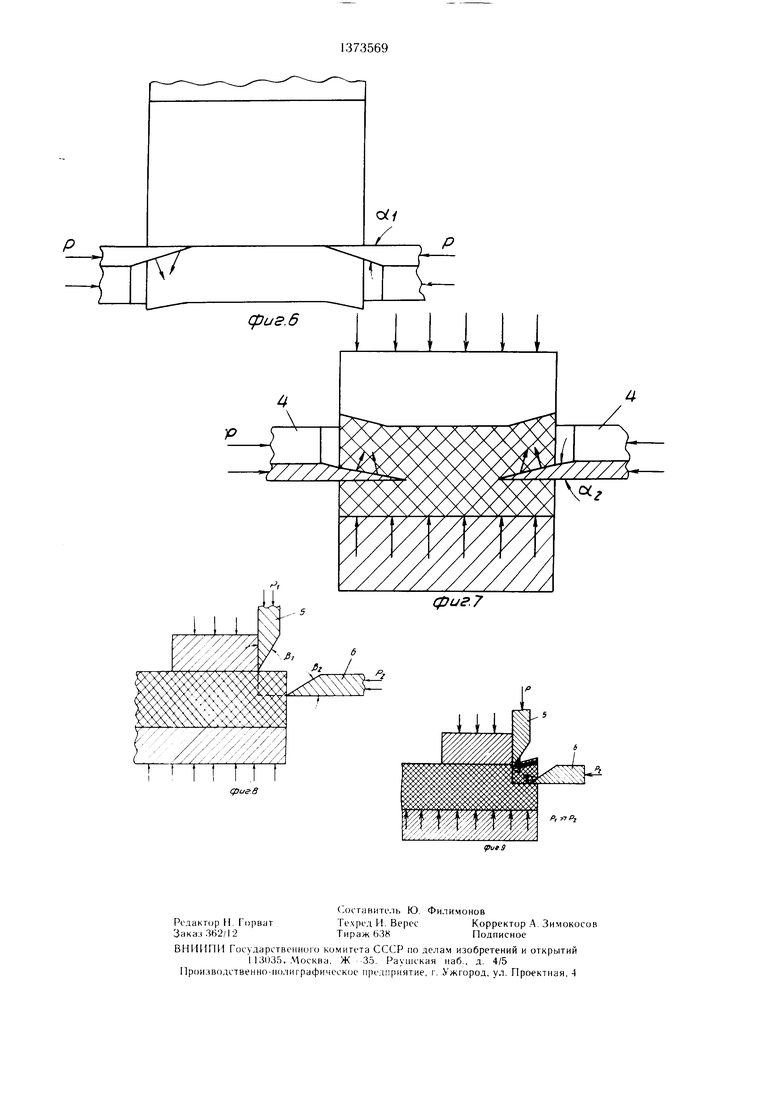
1а фиг. 1 изображена за1 ()товка и испол)- .iyi vibiii инс1|)умент при образовании ступенчатого выступа, общий вид; на ()иг. 2 (акреп.И иие заготовкп и прпжи- ia по .111НИИ обра.(овапия ступенчатого вы- стхпа; па фш . .5 местоположение nte. ie- видпоп. паза в заготовке; па фиг. 4 исходное положение фигурны.х клиньев отно- cirriMbHo iiepxnc io прижима п вертпка.тык)- го 1иелевидпо|-о паза; на фпг . 5 то же, отп(1спте,н,1о I оризон ra. ibnoro Н1елевидн()- 1о паза; на (ип. в стадия внедрения (})и- I урног о к,1ппа и материа,т заготоЕжи; на ())пг. 7 то же; па ()пг. fS подвод плоских пожеп со сконк нными кромками к за- loToBKi ; па (|)пг. 9внедрение п,1оски
ножей со скошенными к)()1ками в мат(. риал агогоикп.
Предварительно на .uipanee опре.имен- пых мечтах по горцам заЕОТовки прорезают I орпзопгальп1)1е и вер гика.тьные ше.левид- пые iiaibi. 5агем го. к то. пктовую за1отовку
I И СЛОПС Г()-ВП,И)КИИСТ()ГО КОМПОЗИПИОИНОГО
ia гсрпа. la, iiaii inMep стек,1отекстолита,раз- MtMiuiioT го)изоцга. 1ьно па основании 2 п ijniKcnpyioT прижимом 3 механиз.ма зажима. В мехапише ;1ажима заготовку 1 уста- наи;п1вак)т гакпм образом, что рабочая К)- вер пост1 п 1пжпма Л ,тежит в вертикал1.п()й п,1оекостц об 1азоваппя сгупенчатого выступа. Уси,1пе, развиваемое мехапизмом зажима, рассчи I ываюг из ус. ювий обеспечения дав,1енпя по всей нл()Н1ади контакта п|)ижима . с П1))К) заготовкп в пре- де.чах 0,8 О.г, (fff) сжатия, что обуслав- ,1ивает появлеиие упругих напряжений по всей го. пппне загоговки.
Е педрение ({ шурных клиновидных прижимов 4 ше. К видныс назы вызывае раз- ,1оженпе сп, .чав.чения I на норма.1ьнук) и радиальную (1()И1. 6), горизонтальную и вертпка,тьпук) составляющие (фиг. 7), что способствует воз1П1кновению внутри отде- ,1яемой части заготовки упругих ианряже- niiii, KoTOpi.ie, во де11ствуя па во,1окна заго- TOiiKn, Bbi3 jiBaK)T изгиб в горизопта,тьн()11 и ве)тика,1ьно|1 гтоскосгях отделяемо чаети заготовки.
Ве)тика,1|, yro.i заточки ((|)иг. ())
(|)игурного к,И1новпдн()1 о прижима бо.иинс
горпз()Пта.1Ы1о1 о y,ia ((()иг. 7). Это вьг
;н,чно тем. чю к, 1пцовой црижпм
Д( с и.юскости иериепдикуля|)цо рас
73569
2
положению волокон, а клиновой прижим е уг лом г, в плоскости параллельно слоям мате)иала.
Фи1 урные прижимы 4, действуя на от- г де. 1яемую часть заготовки, создают в глубине материала угфугие напряжения, которые действуют только со стороны отделяемой чаС1и, так как со стороны основного ма- териа.ча заютовки упругие напряжения гасит прижим 3,
1 пt т
После создания в отделяемой части заготовки упругих напряжений фигурными клипо идпы.ми прижимами 4 поеледпие фиксируются. Далее для образования ступен- чатсло выступа одновременно начинают
15 внедрять плоские ножи со скошенной кромкой, при :)то.м вертикальный нож 5 переме- Н1ают 10 вертпкальной плоскости прижима 3 с си, 1ой Р,, а горизонтальный нож 6 пере- монается в горизонтальной плоскости с си- л(){| г в отделяе.мую часть заготовки 1
20 (фиг. 9).
Усилие PI, действующее в п;1оскости, нерпендпкулярпой направлению волокон, значительно больше усилия Р, действующего в 1оризонтальной плоскости, совпадаю25 1пей со слоями во.токон.
Иа.тичие углов заточки /5/ и /5 на режу- П1ей кромке плюских ножей 5 и ( обус,тав- ..тивает появление норма.чьной составляющей си,, В1)1зываю цей дополнительное унругое сжатие слоев (фиг. 9). Последнее в свою
30 очередь способствует появ.мению дополни- ,1х напряжений в отделяемом .матери- a.ie, что препятствует образованию таки.х де(})ектов на поверхности разде,1епия как вырывы, расслоение и т.д.
35
Формула изобретения
(цособ образования ступенчатого выступа на торцах толстолистовых заготовок, преимущественно из слоисто-волокнистых
0 материа. юв, включаюи1ий размещение заготовки в Н1тамцовой оснастке, фиксацию ее нрижимо.м и 11ос;1едуюшее разделение заг отовки и отделяемой части, отличающийся тем, что, с целью повышения производи5 тельности и улучнЕения условий труда, предварительно на боковой поверхносги заготовки вьпюлняют концентраторы напряжений в виде шелевидных пазов, затем заготовку { 1пксируют црижи.мо.м, вертикальная п. юс- Kot Tb которого совпадает с плоскостью об0 разуемог( ступенчатого выступа, HOC,IC че- 10 осушесгвляют упругое деформирс вание огделяемо части заготовки посредствсш распирающего усилия, прикладываемою к.чиповым инструментом при ei о внедрении в пазы, а затем осуществляют процесс раз- де.1ения п, 1оскими ножа.ми с к пиновой рабо- 4eii частью.
cpu3.Z
Off
i
РГ
/J
f
cpue.3
vLU/J/J/Ш
ФФФm
(риг. 5
л
| Анурьев В | |||
| И | |||
| Справочник конструктора машиностроителя | |||
| М.: Машиностроение, т | |||
| I, издание 5, 1978, с | |||
| Способ исправления пайкой сломанных алюминиевых предметов | 1921 |
|
SU223A1 |
