Предложение относится к области станкостроения.
Известны агрегатные станки для обработки Длинных деталей барабанного типа. Они снабжены силовыми головками, поворотным барабаном, а также механизмами зажима изделия и поджима барабана к технологической базе. Однако механизм зажима изделия и .механизм поджима барабана к Технологической базе снабжены отдельными приводами.
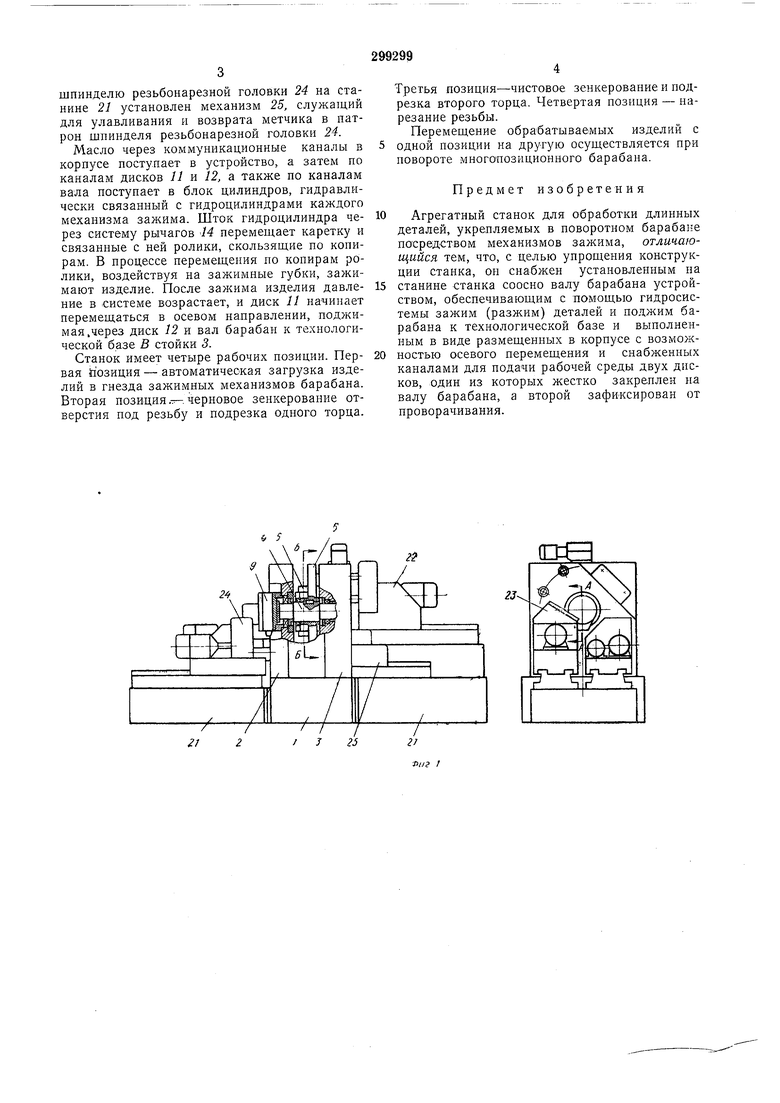
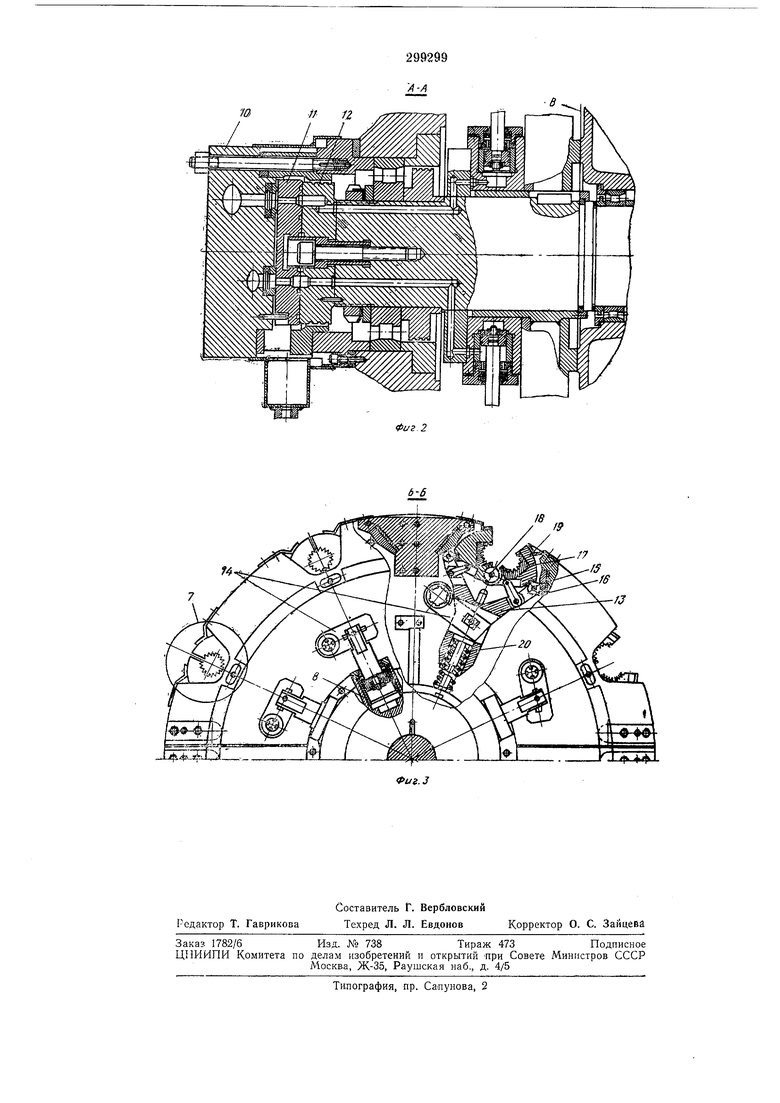
Предлагаемый станок отличается тем, что он снабжен установленным на станине станка соосно валу барабана устройством, обеспечивающим с помощью гидросистемы зажим (разжим) деталей и поджим барабана к технологической базе и выполненным в виде размещенных в корпусе с возможностью осевого перемещения и снабженных каналами для подачи рабочей среды двух дисков, один из которых жестко закреплен на валу барабана, а второй зафиксирован от проворачивания. Это упрощает конструкцию станка. Па фиг. 1 изображен предлагаемый станок, общий вид; на фиг. 2 - разрез по Л - А на фиг. 1; на фиг. 3 - разрез по Б - Б на фиг. 1.
На станине / станка смонтированы стойки 2 и .3, на которых установлен вал 4, несущий блок цилиндров 5 и восьмипозиционный поворотный барабан 6 с самоцентрирующими механизмами зажима 7 изделия и гидроцилиндрами 5. На стойке 2 соосно валу укреплено устройство 9, предназначенное для распределения потока жидкости, поступающего в механизм зажима изделия и в механизм подлсима барабана, к технологической базе В стойки 3. В корпусе 10 устройства размещены с возможностью осевого перемещения диски 11 и 12, .причем диск 11 установлен в корпусе таким образом, что лишен возможности проворачиваться относительно корпуса. Диск 12 жестко закреплен на валу и имеет возможность поворачиваться вместе с валом на угол 90°С. В корпусе, дисках 11 и 12, на валу и в барабане выполнены коммуникационные каналы, связывающие устройство с гидроцилиндром и механизмом зажима. Каждый механизм зажима включает каретку 13, связанную через систему рычагов 14 с гидроцилиндром, ролики 15, размещенные между копирами 16
и зажимными губками 17, укрепленными на качающихся относительно оси 18 рычагах 19. Каждый механизм зажима снабжен пружиной 20, установленной в корпусе барабана и удерживающей каретку в верхнем положении
(в положении зажима изделия). Па боковых станинах 21 станка размещены совершающие возвратно-поступательное перемещение силовые головки: головка 22 для чернового зенкерования, головка 23 для чистового зенкеровашпинделю резьбонарезной головки 24 на станине 21 установлен механизм 25, служащий для улавливания и возврата метчика в патрон шпинделя резьбонарезной головки 24.
Масло через коммуникационные каналы в корпусе поступает в устройство, а затем по каналам дисков 11 и 12, а также по каналам вала поступает в блок цилиндров, гидравлически связанный с гидроцилиндрами каждого механизма зажима. Шток гидроцилиндра через систему рычагов -14 перемеш,ает каретку и связанные с ней ролики, скользяш.ие по копирам. В процессе перемеш,ения по копирам ролики, воздействуя на зажимные губки, зажимают изделие. После зажима изделия давление в системе возрастает, и диск 11 начинает перемеш,аться в осевом направлении, поджимая,через диск 12 и вал барабан к технологической базе В стойки 3.
Станок имеет четыре рабочих позиции. Первая Позиция - автоматическая загрузка изделий в гнезда зажимных механизмов барабана. Вторая позиция.-черновое зенкерование отверстия под резьбу и подрезка одного торца.
Третья позиция-чистовое зенкерование и подрезка второго торца. Четвертая позиция - нарезание резьбы.
Перемещение обрабатываемых изделий с одной позиции на другую осуществляется при повороте многопозиционного барабана.
Предмет изобретения
Агрегатный станок для обработки длинных деталей, укрепляемых Б поворотном барабане посредством механизмов зажима, отличающийся тем, что, с целью упрощения конструкции станка, он снабжен установленным па
станине станка соосно валу барабана устройством, обеспечивающим с помощью гидросистемы зажим (разжим) деталей и по.т.жим барабана к технологической базе и выполненным в виде размещенных в корпусе с возможностью осевого перемещения и снабженных каналами для подачи рабочей среды двух дисков, один из которых жестко закреплен на валу барабана, а второй зафиксирован от проворачивания.
| название | год | авторы | номер документа |
|---|---|---|---|
| Металлорежущий станок | 1985 |
|
SU1284705A1 |
| Полуавтоматический станок для зенкерования отверстий корпусов электромагнитных реле | 1960 |
|
SU137369A1 |
| Гибкий производственный модуль автоматической линии | 1985 |
|
SU1456297A1 |
| Станок автомат для клеймения | 1972 |
|
SU446335A1 |
| Станок для гибки с растяжением профилей | 1990 |
|
SU1779433A1 |
| Многопозиционный станок для двухсторонней обработки деталей | 1980 |
|
SU929399A1 |
| Автомат для подрезки торцов | 1979 |
|
SU804235A1 |
| МЕХАНИЗМ ЗАЖИМА РОТОРНОГО СТАНКА ДЛЯ Б^|5/''dv-llA ! МЕХАНИЧЕСКОЙ ОБРАБОТКИ ДЕТАЛЕЙL | 1965 |
|
SU172591A1 |
| СПОСОБ ОБРАБОТКИ РАБОЧЕЙ ПОВЕРХНОСТИ ГОЛОВКИ РЕЛЬСА НА РЕЛЬСОФРЕЗЕРНОМ СТАНКЕ И РЕЛЬСОФРЕЗЕРНЫЙ СТАНОК | 2001 |
|
RU2201318C2 |
| АГРЕГАТНЫЙ СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ИЗ ПРУТКА | 2006 |
|
RU2357849C2 |
(CtQ
Фиг 2
