fe
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для прессования | 1977 |
|
SU651975A1 |
| Устройство для прессования изделий из порошкообразного материала | 1990 |
|
SU1754294A1 |
| Пресс-форма | 1986 |
|
SU1382664A1 |
| Пресс-форма для прессования изделий из порошка | 1983 |
|
SU1092005A1 |
| Устройство к гидравлическому или механическому прессу для одностороннего автоматического или двустороннего прессования металлических порошков | 1950 |
|
SU89700A1 |
| Прес-форма для литьевого прессования | 1990 |
|
SU1821388A1 |
| Пресс-форма для прессования изделий из порошковых материалов | 1988 |
|
SU1509181A2 |
| Устройство для прессования изделий из порошков | 1978 |
|
SU753644A1 |
| ШТАМП ДЛЯ ВЫРУБКИ И ПРОБИВКИ ОТВЕРСТИЙ (ВАРИАНТЫ) | 2008 |
|
RU2387513C2 |
| РУЧНОЙ ЭКСЦЕНТРИКОВЫЙ ПРЕСС ДЛЯ ИЗГОТОВЛЕНИЯ СВИНЦОВЫХ ПЛОМБ | 1925 |
|
SU4388A1 |
Использование: изготовление диэлектрических деталей радиотехнического назна- чения для фрикционных деталей в машиностроении, аппаратостроении, приборостроении, в частности, в обработке пластиков, например фторопласта-4, с высоким качеством деталей при повышенной производительности их прессования. Сущность изобретения: между пуансоном 4 и знаком матрицы спрессовывают порошок фторопласта-4, засыпая его в гнездо матрицы 1, установленной на нижней плите 2. Устройство содержит рычаг 9 с зубьями 10 и скосами 11 для захвата пуансона. Выталкиватель 6 имеет магнитный вкладыш 13, который после выталкивания знака 5 вместе с деталью возвращает его в гнездо матрицы 1. 3 ил.
Изобретение относится к технологии электроаппаратостроения, приборостроения, в частности к обработке полимерных материалов, например фторопласта-4, с помощью съемных, преимущественно многоместных пресс-форм, и может быть использовано при прессовании изделий из металлических порошков.
Известно устройство для прессования порошковых композиционных материалов преимущественно в несъемных пресс-формах, содержащее подвижную матрицу, уста- новленную на нижней плите пресса, входящие в гнездо матрицы подвижный пуансон, знак, выталкиватель для извлечения отпрессованной детали из гнезда матрицц.
Учитывая, что в движении находятся около двенадцати деталей устройства, а также большое число операций (порядка десяти), данное устройство не обеспечивает
высокой производительности и конструктивно сложно. С помощью известного устройства невозможно засыпать весовую базу материала и равномерно ее распределить по высоте гнезда. Недостатками, кроме того, является разноплотность детали, неравномерность усадки материала, особенно для многоместных пресс-форм, так как засыпку производят под плитой пресса, что также является недостатком, а также выпадение детали из отверстия матрицы, что может привести к ее деформации.
Наиболее близким к заявленному является устройство для прессования, содержащее неподвижную матрицу, установленную на нижней плите пресса, входящие в гнездо матрицы подвижные пуансон, знак, выталкиватель, верхнюю плиту пресса.
В процессе работы производят засыпку полимерного материала в отверстие гнезда
XI
СО
ел о ю чэ
матрицы, установку пуансона в матрицы, опускание верхней плиты, прессование детали либо заготовки детали, подвергаемой дальнейшей обработке, путем перемещения пуансона в гнезде матрицы, поднятие верхней плиты пресса, выталкивание пуансона из матрицы, выталкивание детали со знаком, возврат выталкивателя в исходное положение, снятие пуансона со знака, снятие детали со знака, установку знака в ис- ходное положение в отверстии матрицы,
Недостатком известного устройства является то, что при выталкивании пуансон со знаком и деталью выпадает из отверстия матрицы. Это может привести к деформа- ции детали, находящейся между пуансоном и знаком, появлению сколов и трещин в детали. Учитывая, что детали обладают повышенной хрупкостью, указанные деформации и сколы особенно недопустимы при холодном прессовании полимерных материалов.
Целью изобретения является повышение производительности с одновременным улучшением качества изделий.
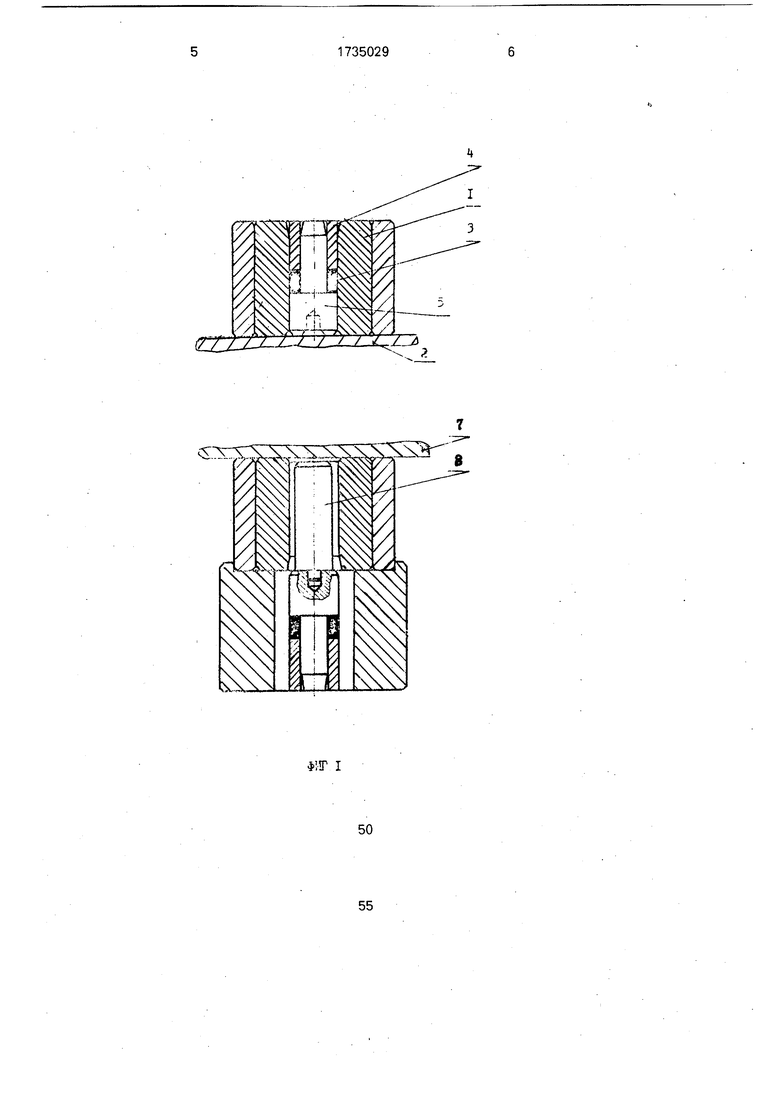
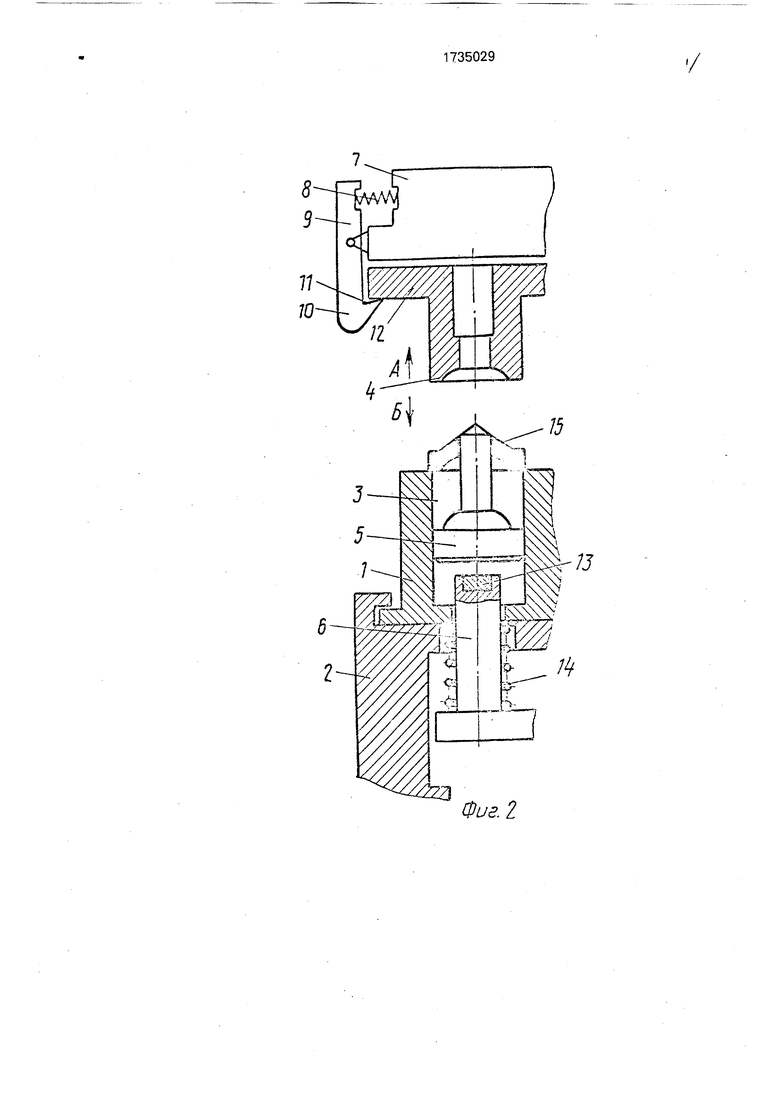
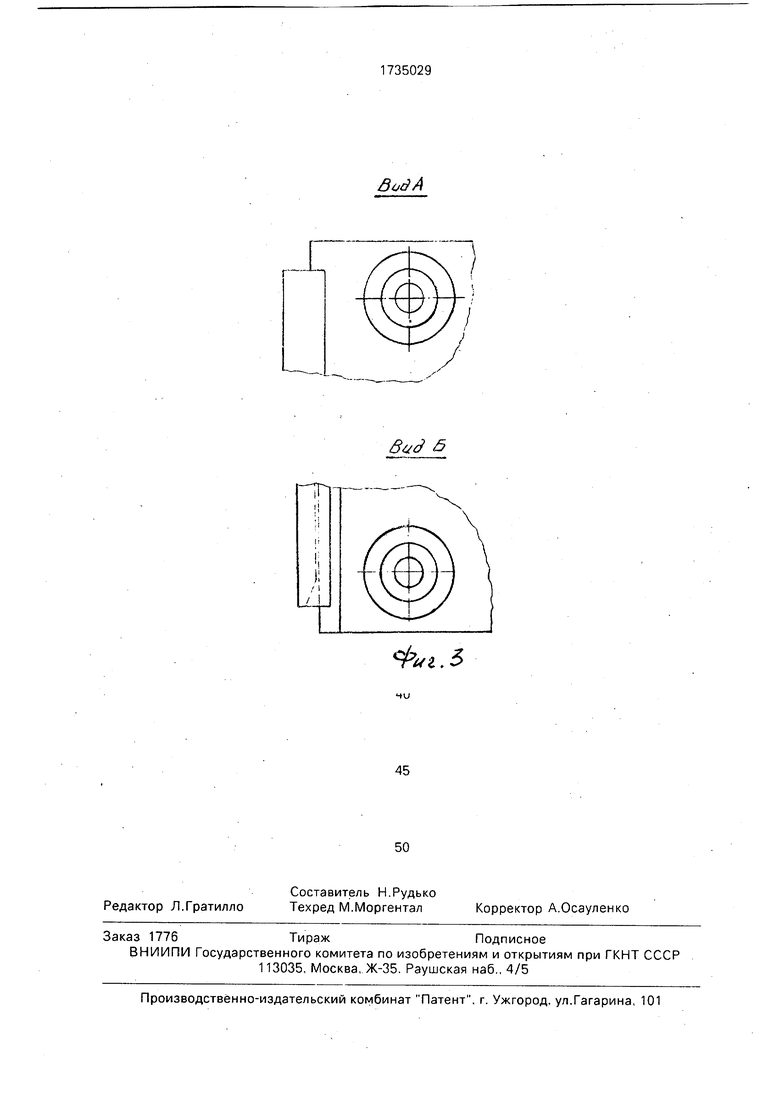
На фиг.1 и 2 изображены фрагменты устройства, условно рассеченные плоскостью, проходящей по оси симметрии; на фиг.З - вид А и вид Б на фиг.2.
Устройство для прессования содержит неподвижную матрицу 1, установленную на нижней плите 2 пресса марки Д2430Б, входящие в гнездо 3 матрицы подвижный пуансон 4, знак 5, выталкиватель 6.
Устройство содержит также захват пу- ансона, укрепленный на верхней плите 7 пресса 2, выполненный в виде подпружиненных в плите пресса 7 с помощью пружин 8 рычагов 9, на которых выполнены зубья 10 и скосы 11, предназначенные для взаимо- действия с заплечиками 12 пуансона 4 (один крюк, фиг.1), заплечики 12 имеют возможность перемещения относительно рычагов 9 в перпендикулярном ходу пресса направлении. В торце выталкивателя укреплен вкла- дыш 13 в виде постоянного магнита с возможностью взаимодействия со знаком 5 Выталкиватель подпружинен пружиной 14 к нижней плите 2.
Работа устройства осуществляется еле- дующим образом.
Производят засыпку полимерного материала, добиваясь равномерного распределения его по всему объему, устанавливают пуансон 4 в отверстие матрицы, отпускают верхнюю плиту пресса, прессуют деталь.
Верхняя плита пресса воздействует на пуансон, который входит в отверстие матрицы, производит прессование детали, которая упирается в знак 5. Знак 5 упирается в дно гнезда 3. Одновременно рычаги 9 своими скосами 11 скользят по поверхности заплечиков 12,в результате чего первые плечи рычагов упруго отходят в сторону, а их вторые плечи отжимают пружину 8, которые, сжимая, дают возможность пуансону 4 пройти своими заплечиками 12 между разошедшимися в стороныплечами рычагов 9 и зацепиться ими за зубья 10 рычагов 9.
Поднимают верхнюю плиту пресса, Одновременно с этим происходит выпрессов- ка пуансона из матрицы, который вместе с верхней плитой пресса поднимается вверх, оставляя матрицу 1 прикрепленной в нижней плите 2.
Выталкивают деталь, в которую превратился полимерный материал 15, с помощью выталкивателя 6, сжимая пружину 14. Возврат выталкивателя в исходное положение производится автоматически, под действием пружины 14. Выталкиватель втягивает знак 5 в матрицу, оставляя деталь, в которую превратился полимерный материал 15, на пояске, расположенном на торцовой поверхности матрицы 1. Снятие детали с этого пояска занимает меньше времени, чем сня тие со знака в известном устройстве.
Формула изобретения
Устройство для прессования порошкообразных композиционных материалов, содержащее неподвижную матрицу, установленную на нижней плите пресса, входящий в гнездо матрицы подвижный пуансон, знак, выталкиватель и верхнюю плиту пресса, отличающееся тем, что, с целью повышения производительности с одновременным улучшением качества изделий, оно снабжено захватом для пуансона, укрепленным на верхней плите пресса и выполненным в виде подпружиненных рычагов с зубьями, пуансон и матрица выполнены с заплечиками, а в торце выталкивателя со стороны знака укреплен вкладыш, выполненный в виде постоянного магнита.
/ J У / / У / А
Х5
8
Фиг 2
Г
Trr
SoJA
вид Ј
&г.З
| В.С.Раковский, В.В.Склинский | |||
| Справочник | |||
| Порошковая металлургия в машиностроении | |||
| М.: Машиностроение | |||
| Приспособление для склейки фанер в стыках | 1924 |
|
SU1973A1 |
| Там же, с.97-98, с.57 (фиг.1). | |||
