Изобретение относится к области порошковой металлургии, в частности к устройствам для изготовления беспористых металлокерамических втулок.
Известные штампы для изготовления втулок не всегда обеспечивают удаление подвил ной иглы, формующей отверстие, без разрушения спрессованной втулки.
Отличие предложенного штампа заключается в том, что он снабжен двусторонним стопорным устройством верхнего пуансона, приводимым в действие копирами, укрепленными яа верхней части корпуса штампа.
Это позволяет извлекать подвижную иглу из спрессованной втулки без ее разрушения.
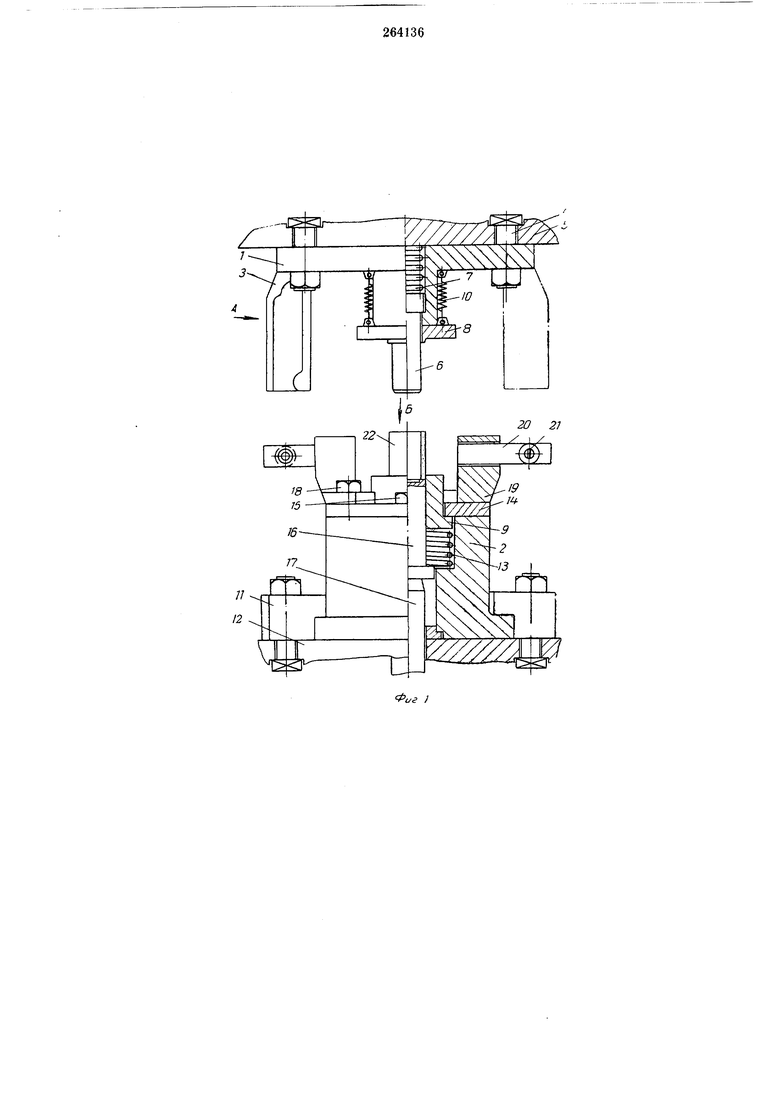
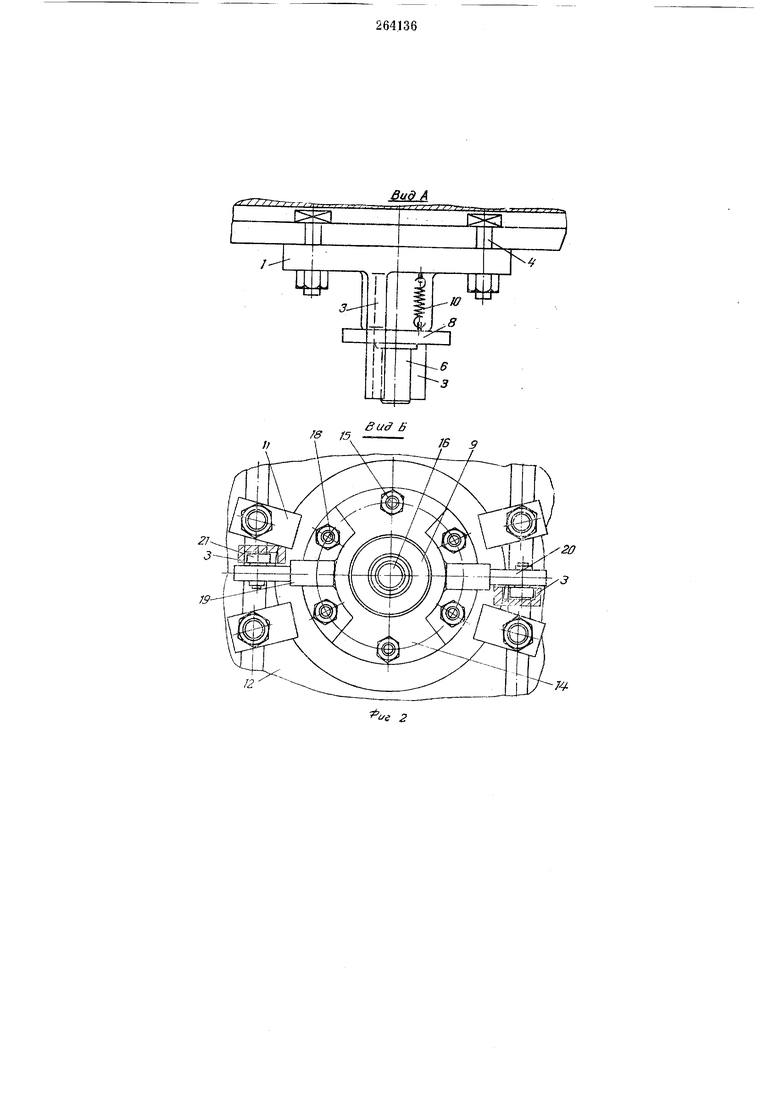
На фиг. 1 показан описываемый штамп в исходном положении; на фиг. 2-вид пэ стрелкам Л и 5 на фиг. 1; на фиг. 3--положение деталей штампа в конце прессования; на фиг. 4 - положение деталей штампа в момент окончания извлечения подвижной иглы из спрессованной втулки.
Штамп имеет корпус, состоящий из верхней части / и нижней части 2. Верхняя часть корпуса снабжена двумя копирами 3 и крепится болтами 4 к ползуну 5 пресса (любой конструкции, обеспечивающей получение требуемого усилия прессования). Кроме того, в верхней части корпуса установлены плавающая подвижная игла 6 и пружина 7. На иглу 6 надет верхний пуансон 8, выполненный в виде крышки подвижной плавающей матрицы 9 и прижатый пружинами 10 к верхней части 1 корпуса штампа.
Нижняя часть 2 корпуса закреплена прижимами // па столе 12 пресса. Матрица 9 удерживается в верхнем положении нружиной 13, причем ход матрицы вверх ограничен фланцем 14, который болтами 15 прижат к верхней
плоскости нижней части корпуса. Внутри матрицы 9 находится свободно плавающий нижний пуансон 16, служащий также выталкивателем спрессованной втулки, для чего он поднимается выталкивателем 17 пресса. На фланце 14 болтами 18 закреплены две направляющие 19, в которых перемещаются задвижки 20 с роликами 21, образующие двухстороннее стопорное устройство. Предложенный штамп наиболее эффективен
для повторного прессования (в частности горячего) предварительно отформованных втулок (лЕобым известным способом). В этом случае заготовку 22 (холодную или нагретую) ставят на нижний пуансон 16 и включают пресс. Происходит одновременное движение вниз ползуна 5 пресса с деталЯ МИ 1, 3, 8, 10 штампа и выталкивателя 17 пресса, который утапливается в отверстие стола пресса в начале хода, когда подвижная игла 6 еще не дошла до заопоры (-которой служит выталкиватель П пресса), под действием собственного веса опускается вниз, пока не дойдет до кольца, впрессованного в нижнюю часть 2 корпуса штампа.
Одновремепно с нижним пуансоном 16 опускается заготовка 22, утопая в матрице 9. Подвижная игла 6, проходя внутрь заготовки 22, упирается в торец нижнего пуансона 16. Окончание хода происходит лри неподвижной игле 5 за счет сжатия пружины 7. Верхний пуансон 8, соприкоснувшись с поверхностью матрицы 9 и торцом заготовки 22, опускается дальше, .сжимая пружину 13 и опуская матрицу 9. Происходит уплотнение заготовки 22 и формирование втулки. При этом .копиры 3 через ролики 21 перемещают задвижки 20 в сторону вертикальной оси штампа в положение, при котором они будут препятствовать движению пуансона 8 вверх (см. фиг. 3).
Затем .начинается движение .ползуна 5 пресса вверх. Одновременно с ним под действием пружин 13 и 10 движутся матрица 9 с отпрессс-ванной втулкой и верхний пуансон 8, которые не перемещаются относительно друг друга до тех пор, пока верхний пуансон 8 не упрется в задвижки 20. Кроме того, подвижная игла 6 захватывается заплечиками верхней части / корпуса щтаМпа.
Далее верхний пуансон 8 и матрица 9 штамяа и отпрессованная втулка остаются неподвилсными, а игла 6 движется вверх вместе с верхней частью / корпуса штампа, в результате чего происходит извлечение иглы 6 из отпрессованной втулки.
Копиры ,9 после извлечения иглы 6 из втулки перемещают задвижки 20 в сторону от вертикальной оси штампа, освобождая тем самым верхний пуансон 8, который 1под действием пружины 10 занимает полол ение, показанное на фиг. 1. В это время выталкиватель 17 пресса поднимает вверх нижний (Пуансон 16,
который выталкивает готовую втулку из матрицы 9.
Детали штампа занимают исходное положение (см. фиг. 1), причем на нижнем пуансоне 16 находится готовая , которую снимают, и на ее место устанавливают следующую заготовку 22. Затем цикл повторяют.
Пред.мет изобретения
Штамп для изготовления металлокерамических втулок, содержащий корпус, матрицу, верхний пуансон, подвешенный к верхней части корпуса штампа на .пружине, нижнийПуансон, являющийся выталкивателем, и иглу, проходящую через верхний пуансон, относительно которого подвижна, отличающийся тем, что, с целью обеспечения извлечения иглы из спрессованной втулки без ее разрушения, штамп снабжен двусторонним стопорным устройством верхнего пуансона, срабатывающим от копиров, укрепленных на верхней части корпуса щтампа.
Вид А
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для динамического горячего прессования спеченных деталей | 1980 |
|
SU908527A1 |
| ШТАМП ДЛЯ ВЫСАДКИ УТОЛЩЕНИЙ НА СТЕРЖНЕВЫХ ЗАГОТОВКАХ | 1991 |
|
RU2006328C1 |
| Устройство к гидравлическому или механическому прессу для одностороннего автоматического или двустороннего прессования металлических порошков | 1950 |
|
SU89700A1 |
| Устройство для прессования изделий из порошка | 1981 |
|
SU946801A1 |
| Штамп-автомат для выдавливания пустотелых деталей | 1975 |
|
SU557846A1 |
| Совмещенный штамп | 1988 |
|
SU1581463A1 |
| Штамп для листовой штамповки | 1989 |
|
SU1697939A1 |
| СПОСОБ ПРЕССОВАНИЯ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ ИЗ ПОРОШКА И ПРЕСС-ФОРМА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2264277C1 |
| Устройство для динамического горячего прессования порошков | 1980 |
|
SU880629A1 |
| Штамп совмещенного действия | 1976 |
|
SU544550A1 |

12
-Ю
t
-6 -5
вид е
J
