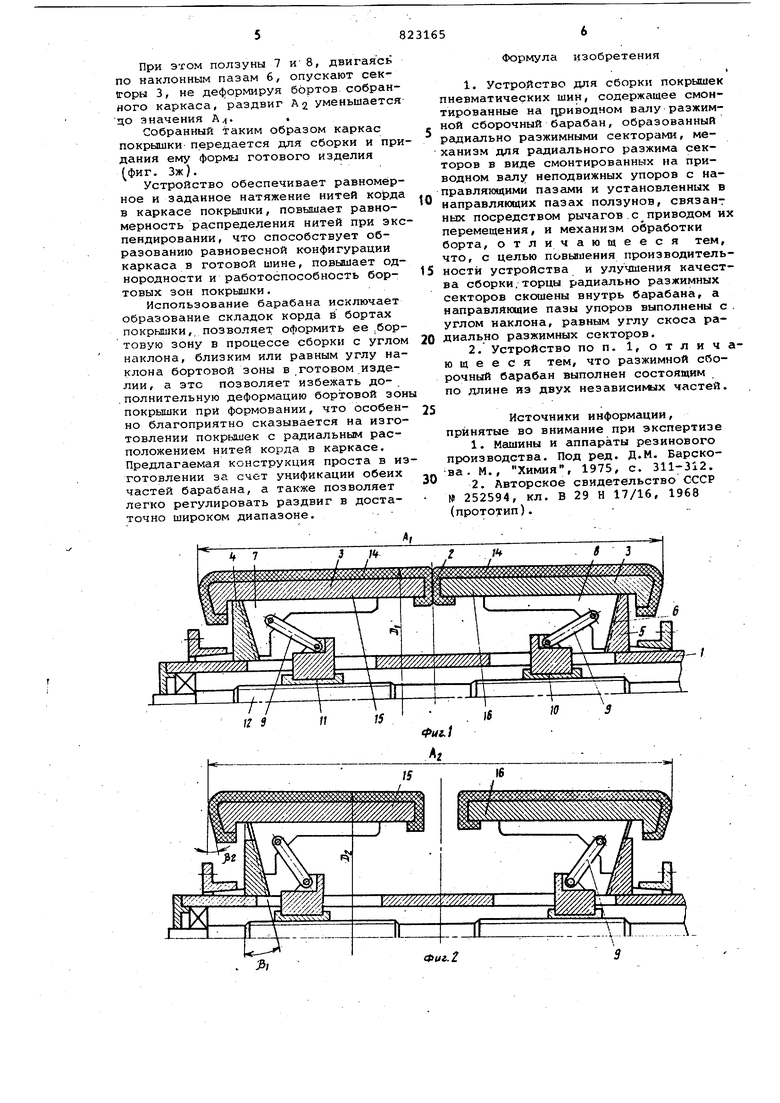
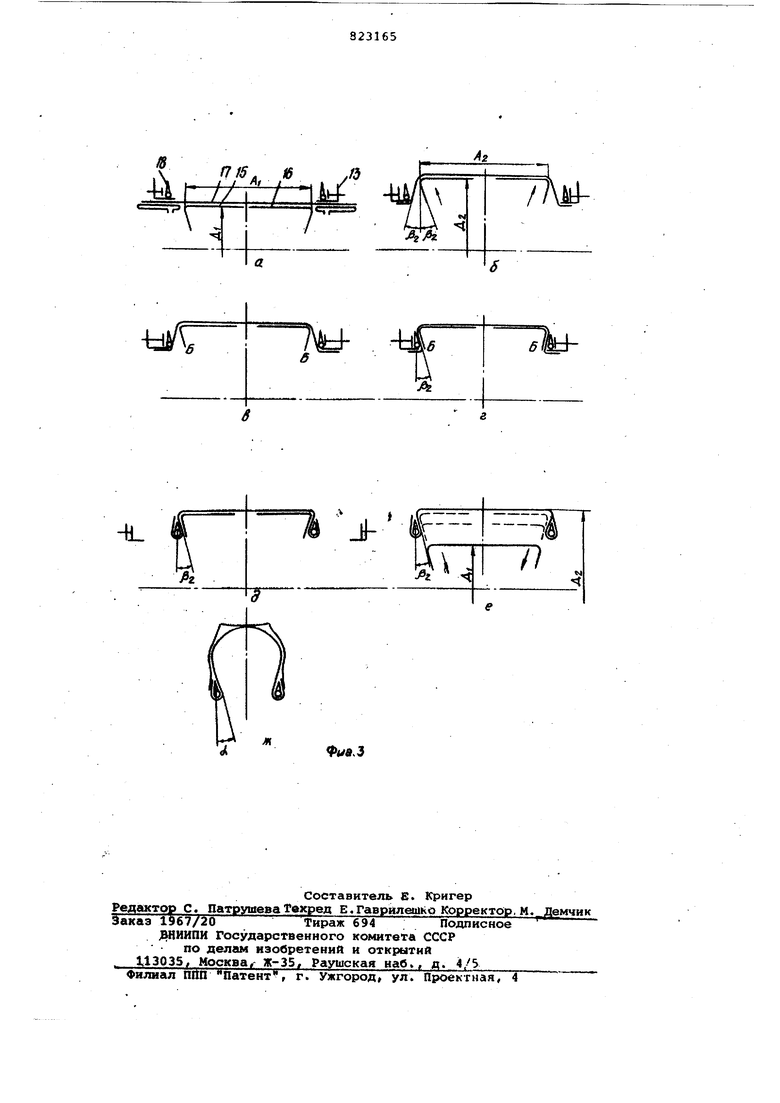
нию длины нитей между бортами каркаса за счет вьщавливания избытка материала из под бортов к центру карка са. Это явление приводит к неравноме ному натяжению нитей корда при экспендировании каркаса, разноплотност распределения нитей и образованию неравновесной конфигурации каркаса в готовой шине, что снижает ее экспг луатационные качества. Недостатком этого устройства является также сложность его конструкции, что сказывается на эксплуатации устройства и его производительности Цель изобретения - повышение производительности устройства и улучшение качества сборки. Поставленная цель достигается тем что в устройстве для сборки покрышек пневматических шин, содержащем смонтированные на приводном валу разжимной сборочный барабан, .образованный радиально разжимными секторами, механизм для радиального разжима секторов в виде смонтированных на приводном валу неподвижных упоров с направляющими пазами и установленных в направляющих пазах ползунов, связанных посредством рычагов с приводом их перемещения, и механизм обработки борта/ торцы радиально разжимных секторов скошены внутрь бара.бана, а направляющие пазы упоров-вы полнены с углом наклона, равным углу скоса ргщиально разжимных секторов, а также и тем, что разжимной сборочный барабан выполнен состоящим по длине из двух независимых частей. На фиг. 1 изображено предлагаемое устройство, общий ВИД} на фиг. 2 - то же, в рабочем положении; на фиг. 3 а-е - последовательные стадии сборки покрышек на предлагаемом устройстве. Устройство содержит смонтированные на приводном валу 1 разжимной сборочный барабан 2, обра:зованный радиально разжимными секторами 3, механизм для радиального разжима секторов 3 в виде смонтированных на приводном валу неподвижных упоров 4 и 5 с направляющими пазами 6 и уста новленных в последних ползунов 7 и связанных посредством рычагов 9 с приводом их перемещения. Последний выполнен в виде связанных с рычагами 9 резьбовых гаек. 10 и 11, установленных на проходящем внутри приводного вала 1 ходовом винте 12, Ус ройство содержит приспособления 13 для посадки бортовых крыльев и меха низм обработки борта (не показан). Сектора 3 по торцам выполнены со скосом внутрь сборочного барабана, а направляющие пазы б упоров 4 и 5 выполнены с углом р наклона, равным углу 2. скоса радиально разжимных секторов 3. На секторах 3 крепятся диафрап ы 14. Барабан 2 выполнен по длине из двух независимых частей 15 и 1.6. Работа устройства осуществляется е:ледую1адм образом. На барабане 2 образуют каркасный браслет 17 (фиг. а) с диаметром D, после чего подводят приспособления 13 с закрепленными в них бортовыми крыльями 18. Увеличивают в диаметре каркасный браслет 17 с диаметра Д-| до диаметра Оаэа счет перемещения секторов 3 (фиг. Зб), которые приводятся в движение от ходового винта 12 посредством резьбовых гаек 10, il и рычагов 9. Причем за счет того, что ползуны 7 и 8 движутся при зтом по наклонным пазам 6 упоров 5 происходит одновременное радиальное и аксиальное перемещение секторов 3. После разжима секторов 3 диаметр барабана увеличивается до значения 02и раздвиг барабана становится равным А (фиг. 2), а заплечики каркасного браслета 17 образуют с каждой своей стороны с наклоном к торцовой плоскости барабана, причем угол наклона выбирают равным углу скоса к той же плоскости торцов секторов3; Сдвигают бортовые крылья 18 до их соприкосновения с каркасом в точках Б. В этих точках происходит начсшьное взаимное фиксирование бортовых крыльев и каркаса покрышки (фиг. Зв), расположенного,под углом 2. Дальнейшее движение бортовых крыльев к заплечикам барабана осуществляется совместно с каркасом без их взаимного смещения за счет высоких конфекционных свойств обрезиненного материала. По мере двих:ения бортовых КЕЖЛльев все больше увеличивается зона их контакта с материалом каркаса покрышки (фиг. Зг) и бортовые крылья сами плотно обтягиваются материгьлом и заставляют обтянуться материалом сектора 3. Так производят первую фазу формования борта покрышки, при которой бортовые крылья занимают положение с углом Склизкимили равным углу об наклона борт.овой зоны собранной покрьпи-ки, как показано на фиг. Зд, т.е. 0 , . Затем отводят приспособления 13 и производят окончательный заворот слоев корда вокруг бортовых крыльев, т.е. полное формирование борта покрышки (фиг. Зд), после чего складывают сектора 3 барабана 2, враицая винт 12 в обратную сторону до первоначального диаметра оД фиг. 3 е) . Таким обр&зом. в собранном каркасе покрышки образуется угол наклона бортов который равен углу наклона оС бортовой зоны готовой покрышки (.фиг. Зж). При этом ползуны 7 И 8, двигаясь по наклонным пазам 6, опускают секгоры 3, не деформируя бортов собранного каркаса, раздвиг А 2 уменьшается до значения А. . Собранный Таким образом каркас покрышки передается для сборки и при дания ему формы готового изделия фиг. Зж). Устройство обеспечивает равномерное и заданное натяжение нитей корда в каркасе покрымки, повышает равномерность распределения нитей при экс пендировании, что способствует образованию равновесной конфигурации каркаса в готовой шине, повьшает однородности и работоспособность бортовых зон покрышки. Использование барабана исключает образование складок корда в бортах покрышки, позволяет оформить ее .бортовую зону в процессе сборки с углом наклона, близким или равным углу наклона бортовой зоны в .готовом изделии, а это позволяет избежать до.полнительную деформацию бортовой зон покрышки при формовании, что особенно благоприятно сказывается на изготовлении покрышек с радиальным расположением нитей корда в каркасе. Предлагаемая конструкция проста в из готовлении за счет унификации обеих частей барабана, а также позволяет легко регулировать раздвиг в достаточно широком диапазоне. Формула изобретения 1.Устройство для сборки покрышек пневматических шин, содержащее смонтированные на гцзиводном валу разжимной сборочный барабан, образованный ргщиально разжимными секторами, механизм для радиального разжима секторов в виде смонтированных на приводном вгшу неподвижных упоров с направляющими пазс1ми и установленных в направляющих пазах ползунов, связант ных посредством рычагов.с приводом их перемещения, и механизм обработки борта, отличающееся тем, что, с целью повыиения производительности устройства и улучшения качества сборки, торцы радиально разжимных секторов скошены внутрь барабана, а направляющие пазы упоров выполнены с . углом наклона, равным углу скоса радиально разжимных секторов. 2.Устройство по п. 1, отличающееся тем, что разжимной сборочный барабан выполнен состоящим по длине из двух независи1ллх частей. Источники информации, принятые во внимание при экспертизе 1.Машины и аппараты резинового производства. Под ред. Д.М. Барскова. М., Химия, 1975, с. 311-312. 2.Авторское свидетельство СССР № 252594, кл. В 29 Н 17/16, 1968 (прототип).
f7f5, 16
4ff /0 .. I //Л/
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ сборки покрышек пневматических шин | 1979 |
|
SU750900A2 |
| Устройство для сборки покрышек пневматических шин | 1980 |
|
SU925665A1 |
| Устройство для сборки покрышек пневматических шин | 1983 |
|
SU1102682A1 |
| Способ сборки радиальных покрышек пневматических шин и устройство для его осуществления | 1977 |
|
SU671155A1 |
| Способ сборки покрышек пневматических шин | 1975 |
|
SU549941A1 |
| Устройство для сборки и формования покрышек пневматических шин | 1978 |
|
SU701026A1 |
| Способ сборки покрышек пневматических шин типа "р" | 1974 |
|
SU486914A1 |
| Устройство для сборки покрышек пневматических шин | 1980 |
|
SU910461A1 |
| Устройство для сборки покрышек пневматических машин | 1978 |
|
SU766887A1 |
| Способ сборки резино-кордных изделий | 1979 |
|
SU870179A2 |
-n
M
ua,3
