Изобретение относится к автоматизации процессов измельчения и может быть использовано в цементной и других отраслях промышленности.
Цель изобретения - повышение качества управления.
На фиг. 1 показана зависимость производительности мельницы Q и времени работы питателя / от уровня загрузки мельницы S; на фиг. 2 - блок-схема устройства; на фиг. 3 - график, п(ясняющий принцип работы устройства.
Кривые I, II на фиг. 1 - характеристики зависимости производительности мельницы Q от уровня загрузки S при различных раз- малываемостях исходного материала (кривая I - легкоразмалываемый материал, кривая II - трудноразмалываемый). Заштрихованные области а, а, ач, а„ - время работы питателей. Области Ь, Ь, bz, bn - суммарное время работы и простоя питателей, т. е. время одного цикла.
Начало загрузки мельницы - линия ОК. В точке А питатель отключается. Уровень загрузки в мельнице начинает падать и в точке В питатель вновь включается, загружая мельницу до точки С. В случае постоянной характеристики исходного материала, т. е. постоянной размалываемости, процесс работы питателя.происходит по кривой CDEF. При этом диапазоном загрузки мельницы является интервал 5ь-So. На кривой I (легкоразмалываемый материал) это соответствует экстремуму характеристики (участок I-I ), т. е. максимальной производительности мельницы.
Допустим, что в точке F размалывае- мость материала изменилась в сторону ухудшения и вместо кривой I имеет место кривая И.
На кривой II заданному диапазону загрузки Sb-So соответствует пологий участок 2,-2 , т. е. производительность мельницы уменьшается. Индикатор размалываемости, измеряя отношение интервалов времени работы и простоя питателей в каждом цикле и сравнивая результат последуюш,его цикла с предыдуш,им, вырабатывает сигнал изменения производительности, по которому экстремальный регулятор изменяет задание двухпозиционному регулятору.
В нашем случае индикатор размалываемости, исходя из неравенства отношений
й| - fl2
, изменяет задание двухпозиционному
регулятору в диапазон загрузки S(,-So. Если в следующем цикле имеет место нерайг аз венство то регулятор снова изменяет
диапазо н работы регулятора в область меньшего уровня загрузки мельницы и т. д. до тех пор, пока не установит регулятор на экстремум характеристики кривой И (максимальная производительность) в диапазон загрузки Si,2,-So, где отношения интервалов
и примерно равны. Таким образом,
On Оп+
происходит поддержание максимальной производительности работы мельницы при изменении размалываемости исходного мате- риала.
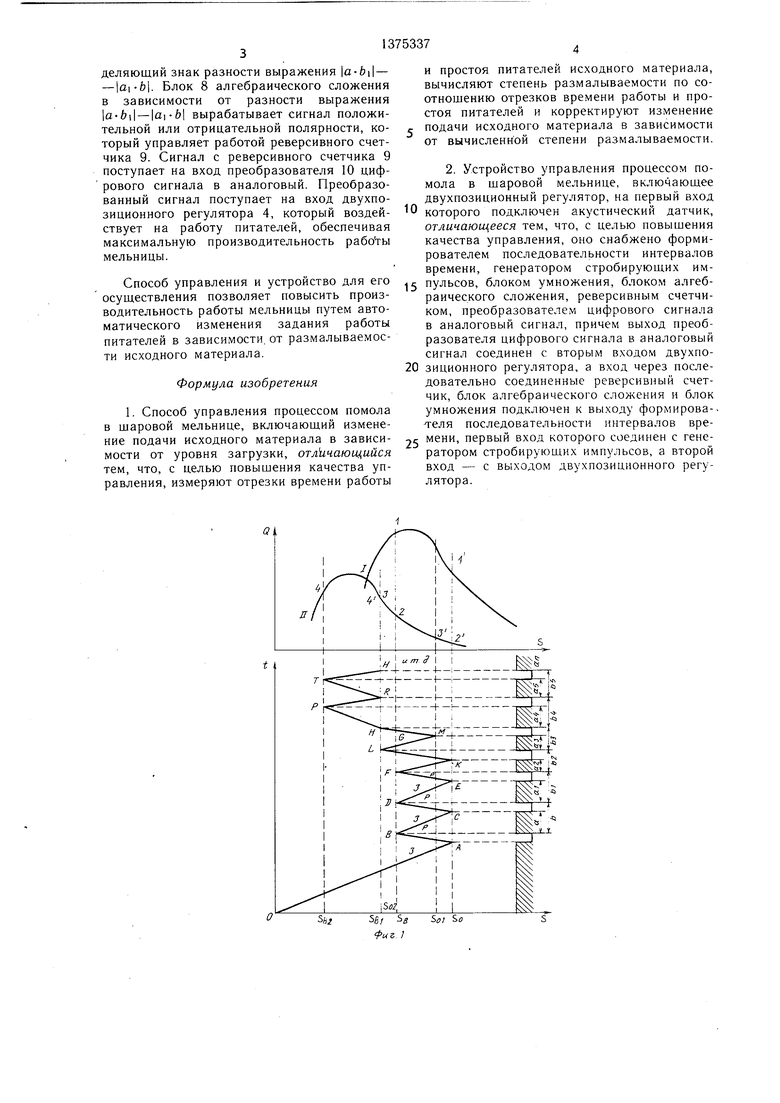
Устройство для 1 автоматического управления процессом помола в шаровой мельнице содержит питатели 1 исходного материала, мельницу 2, акустический датчик 3, подключенный к двухпозиционному регулятору 4,
5 последовательно соединенные генератор 5 стробирующих импульсов, формирователь 6 последовательности интервалов времени, блок 7 умножения, блок 8 алгебраического сложения, реверсивный счетчик 9 и преобразователь 10 цифрового сигнала в аналого0 вый сигнал.
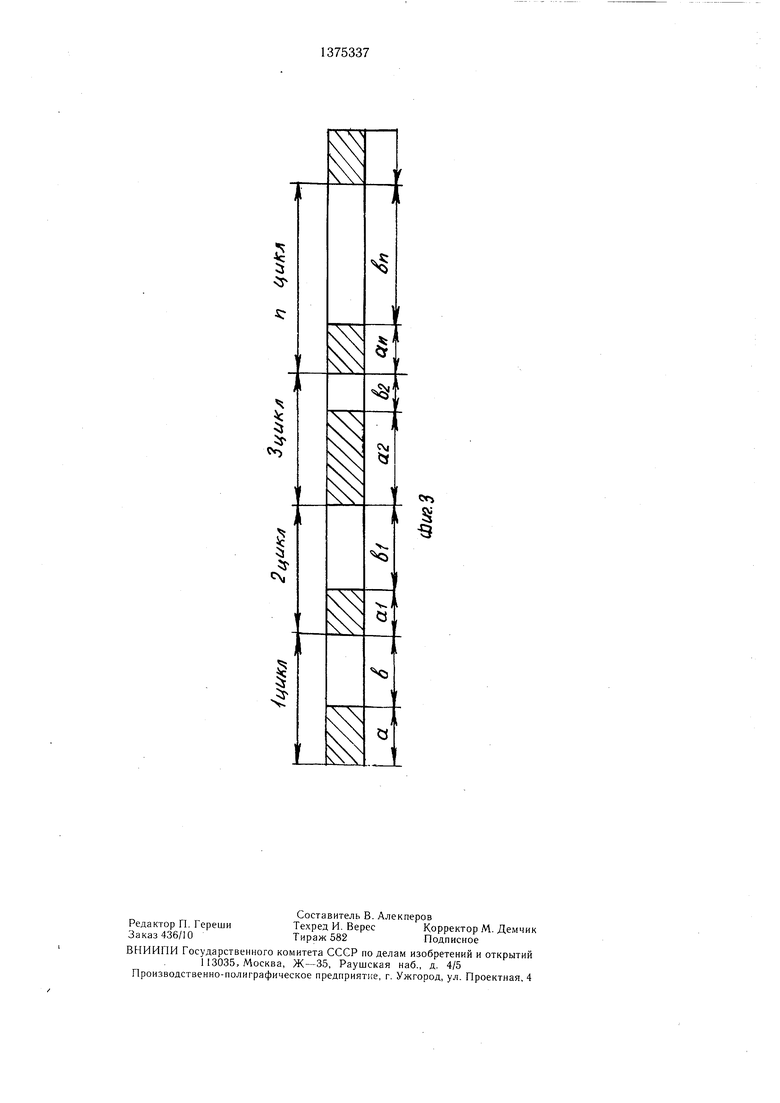
Принцип работы устройства поясняется графиком на фиг. 3, где а, Oi, 02, Дп - интервалы времени работы питателей 1, Ь, Ь, Ь, Ьп - интервалы простоя питателей 1.
5 Производительность мельницы 2 тем выше, чем больше времени работает питатель 1 и чем меньше времени он отключен, т. е. чем больше по абсолютной величине выражение
0
0
---г. Таким образом, сравнивая отношения
и --г-,- или --г и ---- и т. д. или, а-}-Ь ci+bi
что то же самое, определяя знак разности в двух последующих друг за другом циклах a-b или - а 2-Ь и т. д.,
5 можно получить разностный .сигнал, воздействующий определенным образом на изменение задания режима работы питателей для перевода его в более оптимальный, обеспечивая таким образом максимальную производительность мельницы.
Устройство работает следующим образом. Исходный материал с помощью питателей 1 поступает в мельницу 2. Уровень материала в мельнице контролируется с помощью акустического датчика 3. Регулиро5 вание загрузки материала в мельницу 2 осуществляется включением и отключением питателей 1. Сигналы на включение и отключение питателей 1 подаются с выхода двухпозиционного регулятора 4 на первый вход формирователя 6 последовательности
0 интервалов времени. На второй вход формирователя подаются с генератора 5 строби- рующие импульсы.
С выхода формирователя 6 импульсы, определяющие длительность интервалов работы |а| и простоя Ь питателей 1, подаются
5 на блок 7 алгебраического умножения, реализующий выражения a-b и , и далее на блок 8 алгебраического сложения, определяющий знак разности выражения |a-6i| - - |ai-61. Блок 8 алгебраического сложения в зависимости от разности выражения a-b - вырабатывает сигнал положительной или отрицательной полярности, ко- торый управляет работой реверсивного счетчика 9. Сигнал с реверсивного счетчика 9 поступает на вход преобразователя 10 циф- рового сигнала в аналоговый. Преобразованный сигнал поступает на вход двухпо- зиционного регулятора 4, который воздей- ствует на работу питателей, обеспечивая максимальную производительность рабо ты мельницы.
и простоя питателей исходного материала, вычисляют степень размалываемости по соотношению отрезков времени работы и простоя питателей и корректируют изменение подачи исходного материала в зависимости от вычисленной степени размалываемости.
2. Устройство управления процессом помола в шаровой мельнице, включающее двухпозиционный регулятор, на первый вход которого подключен акустический датчик, отличающееся тем, что, с целью повышения качества управления, оно снабжено формирователем последовательности интервалов времени, генератором стробирующих имСпособ управления и устройство для его пульсов, блоком умножения, блоком алгеб- осуществления позволяет повысить произ-раического сложения, реверсивным счетчиводительность работы мельницы путем авто-ком, преобразователем цифрового сигнала
матического изменения задания работыв аналоговый сигнал, причем выход преобпитателей в зависимости, от размалываемое-разователя цифрового сигнала в аналоговый
сигнал соединен с вторым входом двухпо- 20 зиционного регулятора, а вход через последовательно соединенные реверсивный счетчик, блок алгебраического сложения и блок умножения подключен к выходу формирова-. теля последовательности интервалов врети исходного материала.
Формула изобретения
1. Способ управления процессом помола в шаровой мельнице, включающий изменение подачи исходного материала в зависи-25 мени, первый вход которого соединен с гене- мости от уровня загрузки, отл ичающийсяратором стробирующих импульсов, а второй тем, что, с целью повыщения качества уп-вход - с выходом двухпозиционного регу- равления, измеряют отрезки времени работылятора.
и простоя питателей исходного материала, вычисляют степень размалываемости по соотношению отрезков времени работы и простоя питателей и корректируют изменение подачи исходного материала в зависимости от вычисленной степени размалываемости.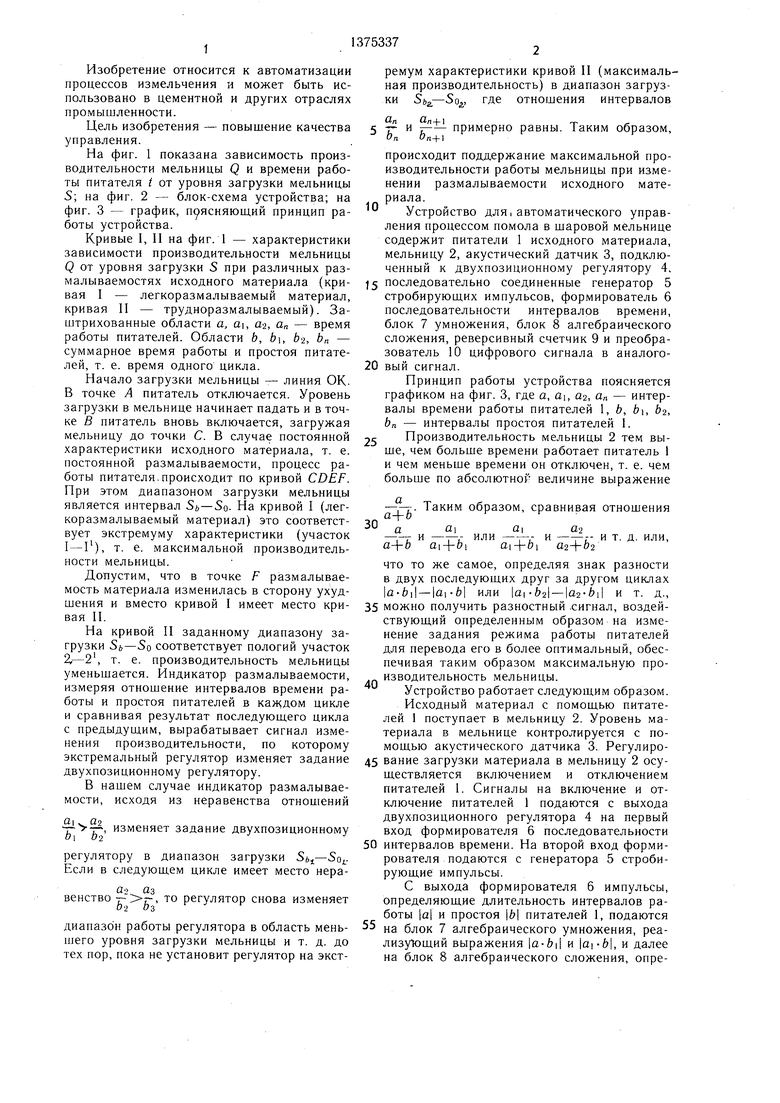
| название | год | авторы | номер документа |
|---|---|---|---|
| Система автоматического регулирования загрузки мельницы | 1981 |
|
SU1007729A1 |
| Способ автоматического регулирования загрузки шаровой барабанной мельницы | 1983 |
|
SU1132979A2 |
| Система автоматического управления процессом измельчения в шаровой барабанной вентилируемой мельнице | 1983 |
|
SU1105227A1 |
| Система автоматического регулирования загрузки мельницы | 1982 |
|
SU1255207A1 |
| Способ автоматического регулирования загрузки шаровой барабанной мельницы | 1981 |
|
SU1036371A1 |
| Система автоматического управления технологической линией обогащения | 1978 |
|
SU751426A1 |
| Способ управления загрузкой мельницы многокомпонентной шихтой | 1977 |
|
SU737010A1 |
| Самонастраивающаяся система автоматического управления процессом мокрого измельчения | 1981 |
|
SU1018106A1 |
| Система автоматического управления измельчительным комплексом | 1983 |
|
SU1146084A1 |
| Способ управления загрузкой шаровой мельницы | 1972 |
|
SU444556A1 |
Изобретение относится к автоматизации процессов измельчения, может быть использовано в цементной и других отраслях промышленности и позволяет повысить качество управления. Для достижения этой цели изменяют подачу исходного материала в зависимости от уровня загрузки, измеряют отрезки времени работы и простоя питателей исходного материала, вычисляют степень размалываемости по соотношению отрезков времени работы и простоя питателей и корректируют изменение подачи исходного материала в зависимости от вычисленной степени размалываемости. Устройство, реализующее способ, содержит питатели 1 исходного материала, мельницу 2, акустический датчик 3, двухпозиционный регулятор 4, последовательно соединенные генератор 5 стробируюших импульсов, формирователь 6 последовательности интервалов времени, блок 7 умножения, блок 8 алгебраического сложения, реверсивный счетчик 9, преобразователь 10 цифрового сигнала в аналоговый сигнал. 2 с. п. ф-лы, 3 ил. 1 (Л о:) СП СО со 
ffSA/
5fi/ s 01 S Фиг. 1
ч
5r
| Способ управления загрузкой шаровой мельницы | 1972 |
|
SU444556A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Гельфанд Я | |||
| Е | |||
| и др | |||
| Автоматическое регулирование процессов дробления и помола в промышленности строительных материалов.-М.: Изд-во литературы по строительству, 1969, с | |||
| Огнетушитель | 0 |
|
SU91A1 |
