со
сд
4;:
to
СО
ФигЛ
1
Изобретение относится к сварке, в частности к конструкции устройств для сборки под сварку оребренных панелей, и может быть использовано в судостроении для обжатия обшивок с набором при изготовлении корпусов судов и в других отраслях машиностроения.
Целью изобретения является повышение производительности устройства.
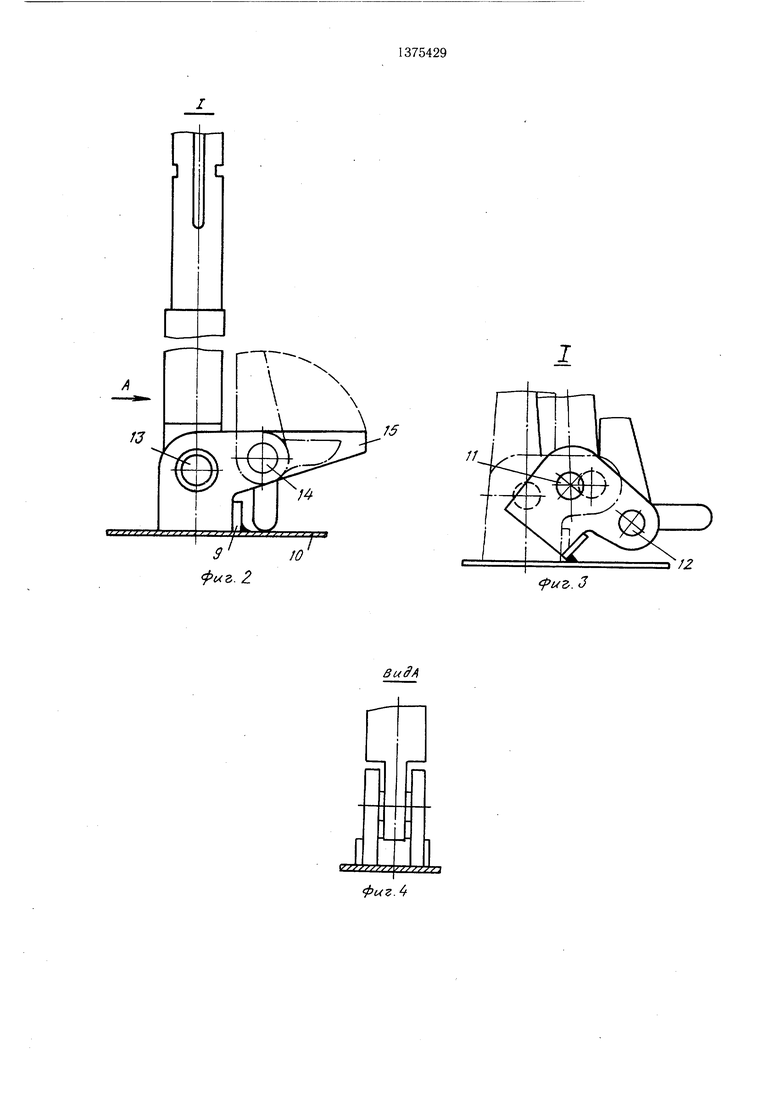
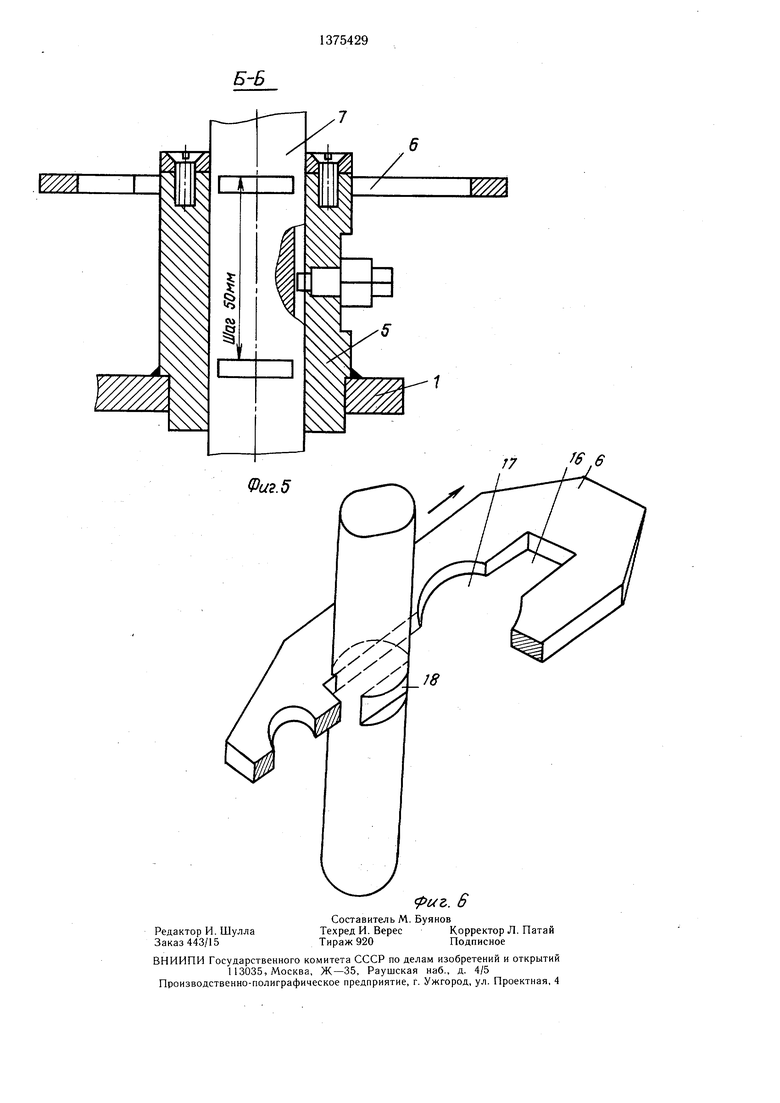
На фиг. 1 представлено предлагаемое устройство, обший вид; на фиг. 2 - узел I на фиг. I; на фиг. 3 - то же, в положении, когда фиксируюш,ая планка отрывается от обшивки; на фиг. 4 - вид А, на фиг, 2; на фиг. 5 - разрез Б-Б на фиг. 1; на фиг. 6 - схема работы зажима траверсы.
Устройство для сборки под сварку оребренных панелей содержит траверсу 1, на которой закреплен прижим 2, содержащий пневмоцилиндр ,3, шток которого заканчивается пятой 4 и смонтированными по ее концам зажимами, выполненными в виде втулок 5 с шайбами 6. Во втулках 5 установлены сменные стержни 7, заканчивающиеся равноплечей Г-образной скобой 8, на которой закреплена планка 9, привариваемая к обшивке 10. В Г-образной скобе выполнено два отверстия 11 и 12.
Осью 13 через отверстие 11 скоба 8 шарнирно соединена со сменным стержнем 7, а осью 14 через отверстие 12 - с откидным упором 15. Регулирование стержней 7 по высоте производится с помощью шайбы 6, имеющей удлиненный вырез, сочетающий прорезь 16 с круглым отверстием 17. Удлиненный вырез входит в ответный паз 18, выполненный в стержне 7. Устройство может быть подвешено на грузоподъемное средство с помощью скобы- подвеса 19 над ребром 20, собираемым с обшивкой 10.
Устройство работает следующим образом.
Устройство захватывается за скобу-под- весу 19 любым грузоподъемным средством и подается к месту работы. С помощью шайбы 6, которая заводится прорезью 16 в паз 18 стержня 7, стержни устанавливаются таким образом, чтобы расстояние между верхней кромкой ребра 20 и пятой 4 (шток пневмоцилиндра 3 в верхнем положении) составляло 30-70 мм.
Планка 9 скобы 8 приваривается к обшивке 10 односторонним швом, а откидно.й упор 15 опускается в нижнее положение до касания с общивкой 10. В верхнюю полость пневмоцилиндра 3 подается воздух, шток с пятой 4 опускается до упора в набор и осуществляется обжатие обшивки 10 с ребром 20, после чего ребро прихватывается к обшивке.
Q После прихватки ребра 20 к обшивке 10 для отрыва Г-образной скобы 8 с фиксирующей планкой 9 откидной упор 15 переводится в верхнее положение (штрихпункти.р- ный контур на фиг. 2). Усилием пневмоцилиндра 3 создается упор пяты 4 в ребро 20,
5 в результате Г-образная скоба 8 опрокидывается, и ось отверстия 11 совмещается с плоскостью сварного шва. Сварной шов скалывается и планка 9 отсоединяется от обшивки 10. Выпускается воздух из пневмоцилиндра 3, щток с пятой 4 возвращает- ся в исходное положение. Устройство перемещается на новое место работы.
Формула изобретения
5 1. Устройство для сборки под сварку оребренных панелей, содержащее два опорных стержня, траверсу с прижимом, установленную на опорных стержнях с возможностью продольного перемещения, зажимы, размещенные на концах траверсы, и
0 фиксирующие планки, шарнирно связанные с концами опорных стержней, отличающееся тем, что, с целью повышения производительности устройства, оно снабжено двумя Г-образными скобами и откидными упорами, откидные упоры шарнирно связаны с одним
5 из плеч соответствующей Г-образной скобы, а фиксирующие планки связаны с концами опорных стержней через другие плечи Г-об- разных скоб.
Q 2. Устройство по п. 1, отличающееся тем, что зажимы выполнены в виде цилиндрических втулок и шайб с удлиненными вырезами, указанные шайбы установлены на втулках с возможностью перемещения в ответных пазах, выполненных в опорных стерж5 нях.
фиг. 2.
I
Л
fuz. 3
| название | год | авторы | номер документа |
|---|---|---|---|
| Стенд для сборки под сварку | 1991 |
|
SU1784429A1 |
| Установка для сборки и сварки продольных стыков цилиндрических изделий | 1978 |
|
SU747671A1 |
| Способ изготовления корпуса судна из блоков и устройство (его варианты) для его осуществления | 1982 |
|
SU1058824A1 |
| Стенд для сборки под сварку метал-лОКОНСТРуКций | 1978 |
|
SU795833A1 |
| Устройство для сборки и сварки изделий | 1986 |
|
SU1395444A1 |
| СПОСОБ ЛАЗЕРНОЙ СВАРКИ РЕБРИСТЫХ ПАНЕЛЕЙ | 2015 |
|
RU2605032C1 |
| Устройство для сборки под сварку труб с криволинейными лопатками | 1987 |
|
SU1447629A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ЛИНЕЙНОЙ СВАРКИ ПЛОСКОЙ ТОНКОЛИСТОВОЙ ОРЕБРЕННОЙ ПАНЕЛИ | 2014 |
|
RU2567936C1 |
| 1 ЬС^СОЮЗНАП | 1973 |
|
SU380743A1 |
| ЖЁСТКАЯ КРЕСТОВИНА ДЛЯ СТРЕЛОК И ГЛУХИХ ПЕРЕСЕЧЕНИЙ | 1998 |
|
RU2225470C2 |
Изобретение относится к сварке, в частности к устройствам для сборки под сварку оребренных панелей, и может найти применение в судостроении и других отраслях машиностроения при изготовлении оребренных конструкций. Целью изобретения является повышение производительности устройства. Для этого устройство содержит траверсу 1, на которой закреплен прижим 2 с пневмоцилиндром 3, шток которого заканчивается пятой 4. На концах траверсы 1 смонтированы зажимы 5 с шайбами 6, в которых установлены стержни 7, заканчивающиеся равноплечей Г-образной скобой 8 с планкой 9, привариваемой к обшивке. Устройство может быть подвешено с помош,ью скобы 19 на любое грузоподъемное средство. С по- мошью шайбы 6 стержни 7 устанавливаются так, чтобы расстояние между верхней кромкой набора 20 и пятой 4 было заданным. После прихватки набора к обшивке откидной упор переводится в верхнее положение. Сварной шов скалывается и планка скобы отсоединяется от обшивки. 1 з.п. ф-лы, 6 ил. (Л
фигЛ
(иг. 6
| Устройство для сборки продольно-поперечного набора с обшивкой корпуса судна | 1982 |
|
SU1057363A1 |
| Способ приготовления сернистого красителя защитного цвета | 1915 |
|
SU63A1 |
| Устройство для обжатия набора корпуса судна с обшивкой | 1982 |
|
SU1068326A1 |
| Способ приготовления сернистого красителя защитного цвета | 1915 |
|
SU63A1 |
