///«, fS
О)
ю
ишг.1
Изобретение относится к сварквд а именно к конструкции устройства для сборки под сварку с криволинейными лопатками, и может быть использовано в атомном и знергетичес ком машиностроении.
Целью изобретения является улучшение качества путем повышения точности ориентации лопаток относительно наружной поверхности трубы.
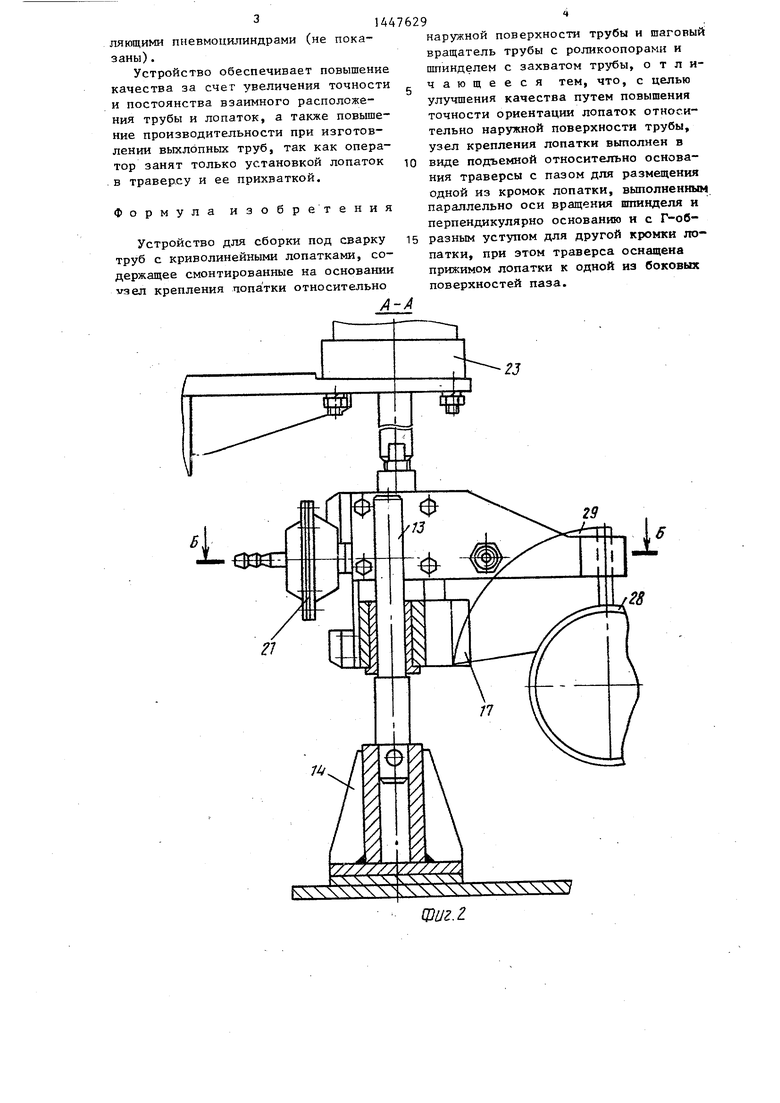
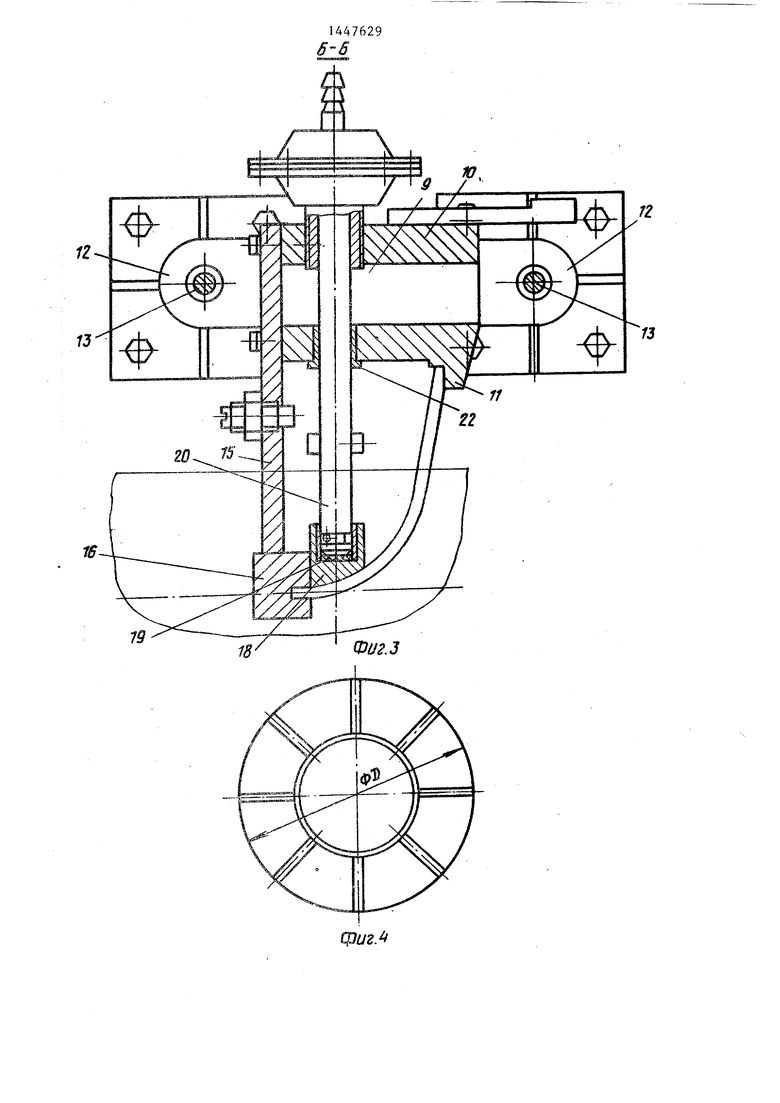
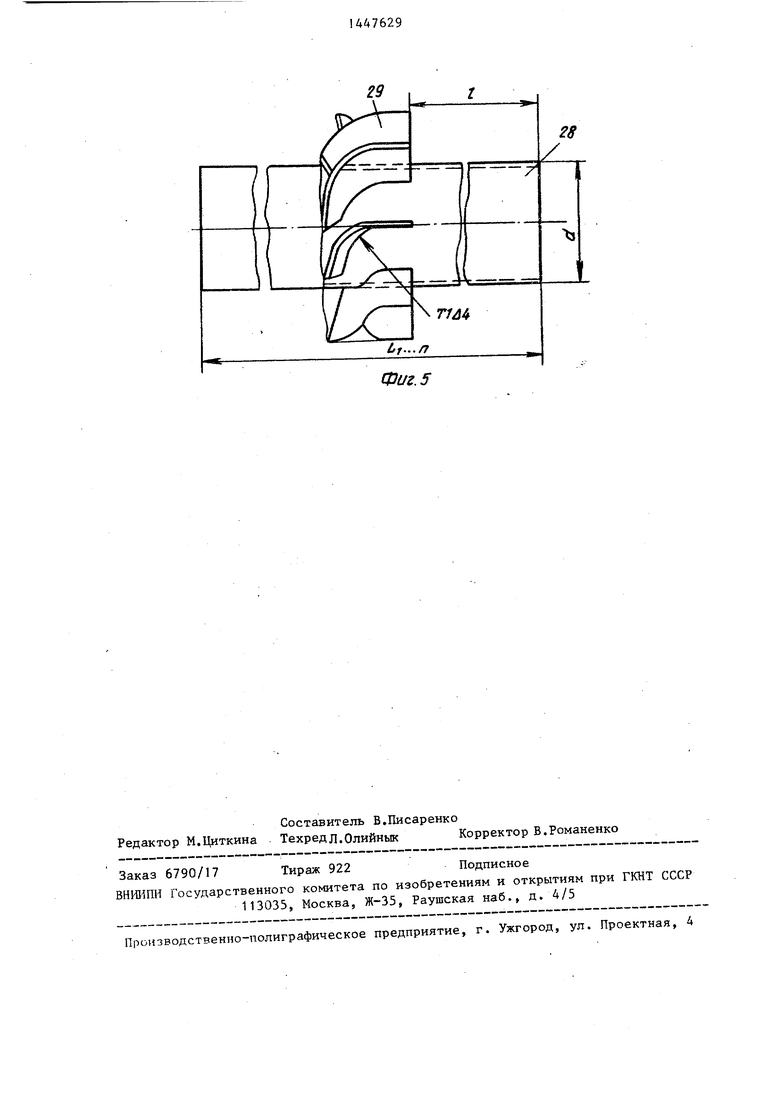
На фиГо показано предлагаемое устройство,.вид спереди на фиг„2 - разрез на фиго1; на фиг„3 разрез Б-Б на фиг.2; на - готовое изделие;на фиг„5 - то же5 вид сбоку.
Устройство содержит основание 1. на котором установлен шаговый вращатель трубы со шпинделем 2., снабжен- ный захватом 3 трубы по внутреннему диаметру. Шпиндель 2 выполнен с фик- сирзпощи№-1 гнездами 4з соответствующими числу привариваем;; лопаток, взаимодействующими- с фиксатором 5, для угловой ориентации трубы в момент сборки и приварки лопатки,,
Для опоры трубы на основании установлены роликоопоры 6, На основании 1 смонтирован узел 7 крепления лопатки относительно нар гксной поверхности трубь. Узел 7 содержит корпус 8 с траверсой 9 на которой ус тановлены две параллельные стенки 10, И, расположенные параллельно оси эращения изделия в траверсе выполнены проушины 12, посредством которых корпус 8 установлен с возможностью возвратко поступательно1- о перемещения по двум вертикальным направляющим ISj жестко закрепопенным н основании посредством кронштейнов 14 Торцы стенок О и П траверсы 9 жест ко связаны с планкой 15s закрепленной перпендикулярио оси вращения шпинделя 2о На конце планки 15 ко закреплена бобышка 16 с пй,зом для размещения, одной из кромок лопаткио Паз выполнен параллельно оси вращения шпинделя 2 и перпендикулярно основанию 1 о Траверса 9 выполнена с Г-образным уступом i 7 для другой кромки лопатки
На траверсе 9 нежд,у бобыь кой 16 и Г-образным уст упом 1 установлен прижим 18 лопатки к одной из боковых поверхностей паза. Прижим 18 шарнир- но через амортизатор 19 связан со штоком 20 пневмодиафрагмь 21, Шток 20 размещен параллельно ппанке 1Ь и
0
0
Э
0
5
0
5
0
вмонтирован в стенки траверсы 9 посредством направляющей втулки 22. Приводы ос уществляются посредством силовых цилиндров: перемещение траверсы 9 обеспечивает пневмоцилиндр 23, вращение трубы - пневмоцилиндр 24, перемещение фиксатора пневмоцилиндр 25, захват 3 связан с пневмоцилиндром 26. Стенд снабжен пультом управления 27.
Устройство работает следукщим образом.
Один конец трубы 28 надевается на птиндель 2, а другой укладьщается на роликоопоры 6, С помощью захвата 3,, управляемого с пульта управления 27 5 труба 28 по внутреннему диаметру зажимается, шпиндель 2 фиксируется, а траверса 9 располагается над трубой 28. Затем траверса 9 по направляющим 13 от пневмоцилиндра 23 опускается в нижнее положение, в нее вставляется лопатка 29, при этом одна кро1-1ка лопатки 29 помещается в паз бобышки 16, другая кромка лопатки 29 устанавливается в Г-образный уступ 17, а нижний торец лопатки 29 опирается на трубу 28, Затем сраба- тьшает пневмодиафрагма 21 и ее шток 205 воздействуя на прижим 18, зажимает лопатку 29 в траверсе 9, окончательно ориентируя ее на трубе 28. После этого производится прихватка лопатки 29 к трубе 28, По окончании прихватки последовательно срабатьша- FOT пневмодиафрагма 21 и отводится прижим 18 от лопатки 29. С небольшой задержкой срабатывает пневмоцилиндр 23. поднимая траверсу 9, по достижении траверсой 9 исходного положения подается следующая команда Срабатывает пневмоцилиндр 25 фиксатора, извлекается фиксатор 5 из гнезда, после его выхода начинается поворот шпинделя 2 с закрепленной на нем трубой 28, При повороте щпин- деля 2 на заданньй угол фиксатор 5. подготавливается к фиксированию еле- , дующего положения с последующим повторением описанных операций о
Работа механизмов устройства сблокирована и осуществляется по заданной программе с помощью команд, поступающих от датчиков и конечных выключателей, взаимодействующих с со- ответствзпощими упорами и воспринимаемых пкевмораспреяелителями, управКЧ.ЧЧУ
тг.г
23
16
п
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сборки и сварки изделий | 1986 |
|
SU1395444A1 |
| УСТРОЙСТВО ДЛЯ БЕЗОТХОДНОЙ ТЕРМИЧЕСКОЙ РЕЗКИ ЗАГОТОВОК ИЗ ТРУБ | 1991 |
|
RU2071399C1 |
| Стенд для сборки и сварки трубчатых изделий с лопатками | 1988 |
|
SU1593866A1 |
| 1 ЬС^СОЮЗНАП | 1973 |
|
SU380743A1 |
| Устройство для сборки под сварку оребренных панелей | 1986 |
|
SU1375429A1 |
| Установка для сварки цилиндрических изделий | 1984 |
|
SU1479254A1 |
| Вращатель для сборки под сварку труб и трубных узлов | 1980 |
|
SU903037A1 |
| Поточная линия для изготовления металлоконструкций | 1980 |
|
SU961911A1 |
| Поточная линия для сборки и сварки металлоконструкций | 1980 |
|
SU939174A1 |
| Установка для сборки и сварки продольных стыков цилиндрических изделий | 1978 |
|
SU747671A1 |
Изобретение относится к сварке, а именно к конструкции устройства для сборки под сварку труб с криволинейными лопатками. Цель - повышение качества. Устройство содержит смонтированные на основании 1 узел 7 крепления лопатки относительно наружной поверхности трубы и шаговый вращатель трубы с роликоопорами 6 и шпинделем 2 с захватом 3 трубы. Узел крепления лопатки выполнен в виде подъемной траверсы с пазом для размещения одной из кромок лопатки. Паз вьшолнен параллельно оси вращения шпинделя 2 и перпендикулярно основа- нию 1. Траверса вьшолнена с Г-образ- Hbw уступом для другой кромки лопатки и оснащена прижимом лопатки к одной из боковых поверхностей пази. В паз траверсы оператором вставляется одна кромка лопатки, другая кромка лопатки упирается в Г-образный уступ траверсы. Прижимом осуществляется фиксация лопатки относительно одной КЗ боковых поверхностей паза. Затем траверса с лопаткой опускается. Происходит прижим лопатки к наружной поверхности трубы, что обеспечивает повьшение точности ориентации лопатки. Далее производится прихватка и сварка лопатки с трубой. Аналогично производится сборка последующих лопаток с трубой. 6 ил. (Л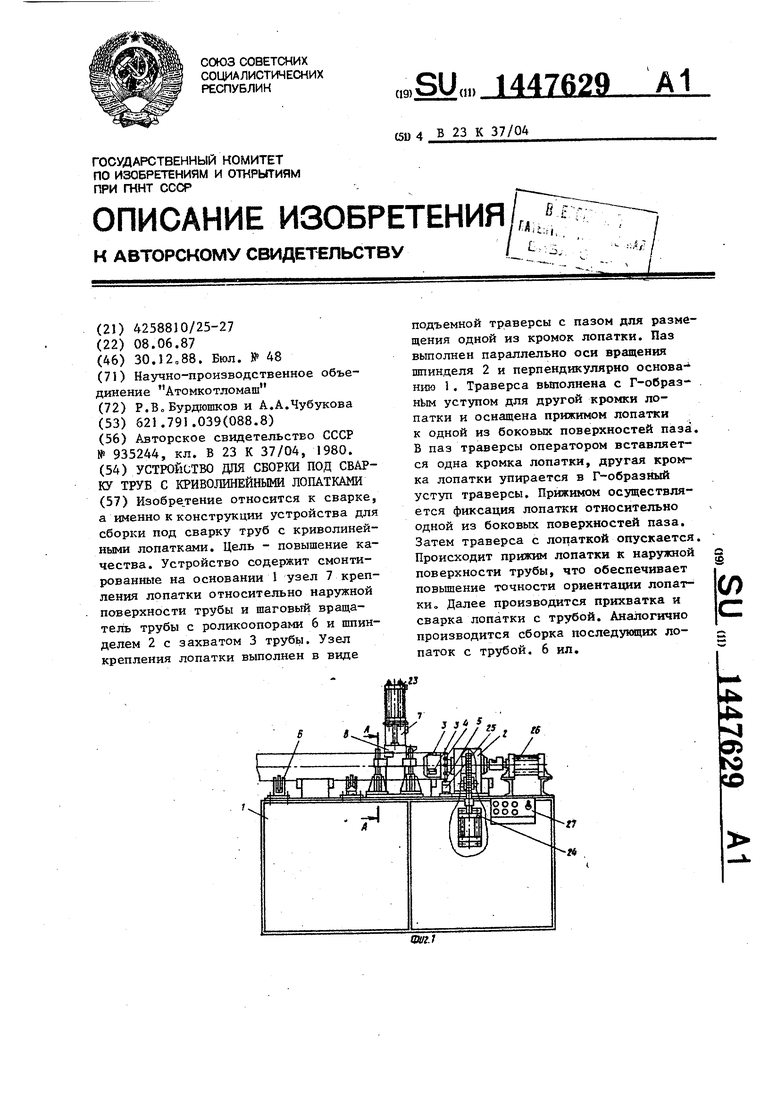
Фиг.
28
Фиг. 5
| Устройство для сборки под сварку дугообразных деталей с цилиндрическим изделием | 1980 |
|
SU935244A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
