со сд
4
N
О5
Изобретение относится к деревообрабатывающей промышленности, в частности к изготовлению втулок из прессованной древесины.
Цель изобретения - повышение производительности за счет одновременного изготовления нескольких втулок.
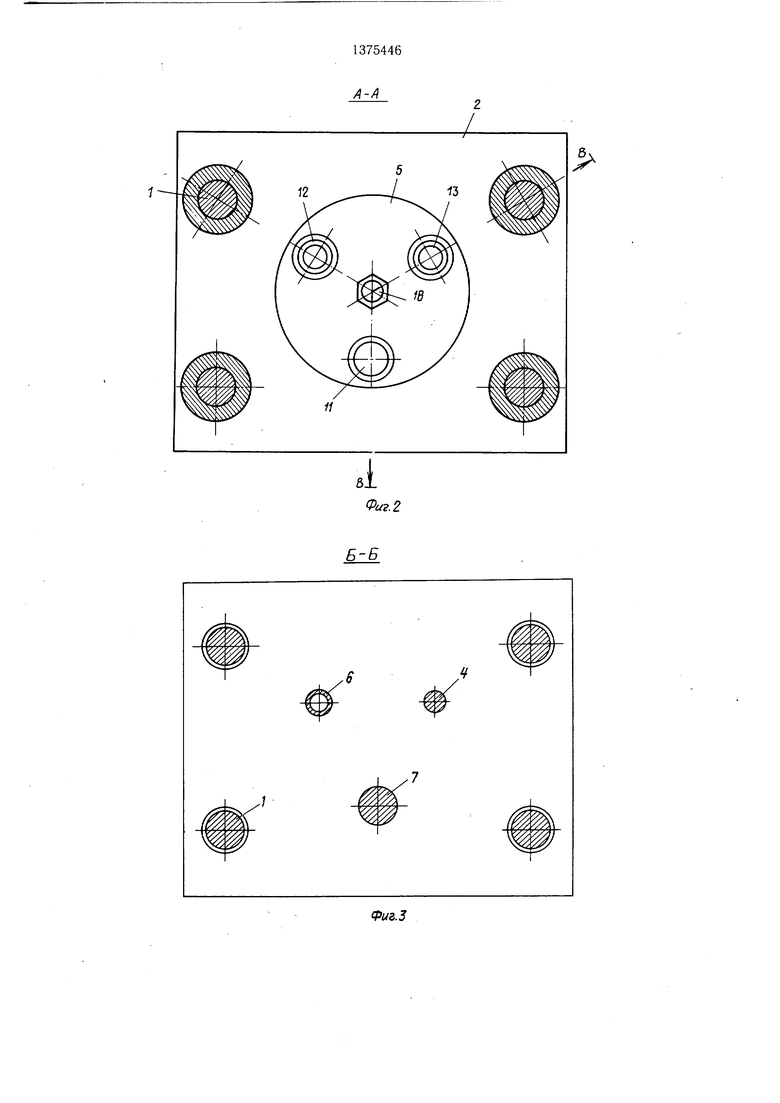
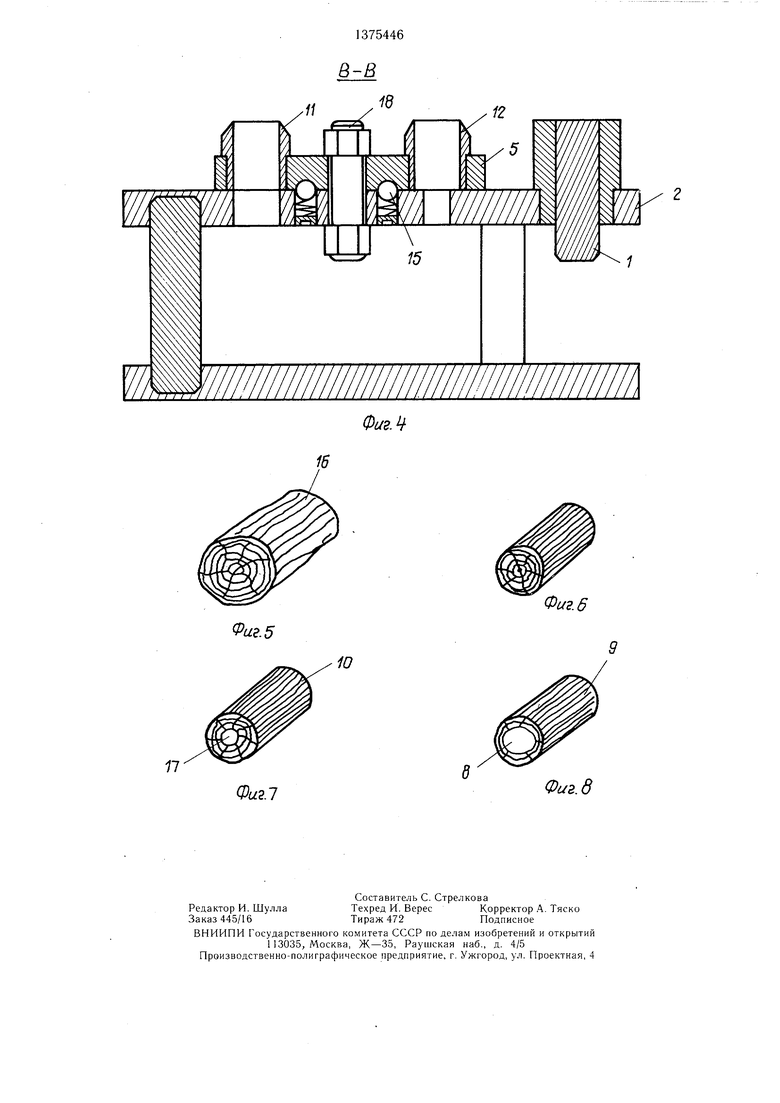
На фиг. 1 изображено устройство для изготовления втулок из древесины, вид спереди; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 1; на фиг. 4 - разрез В-В на фиг. 2; на фиг. 5 - чурак из древесины до обработки; на фиг. 6 - заготовка втулки после обработки ее контура; на фиг. 7 - то же, с отверстием; на фиг. 8 - готовая втулка.
Устройство для изготовления втулок из древесины включает соединенные с по- мош,ью направляющих колонн 1 нижнюю 2 и верхнюю 3 плиты, а также пуансон 4 и матрицу 5, причем верхняя плита 3 снабжена дополнительными пуансонами 6 и 7 соответственно для формирования отверстия 8 втулки 9 и ее контура 10, а матрица 5 - расположенными по кольцу и смонтированными соосно пуансонам 4, 6 и 7 кольцевыми ножевыми обоймами 11 -13, причем основной пуансон 4, а также пуансон 7 для формирования контура 10 втулки 9 выполнены цилиндрическими, а пуансон 6 для формирования отверстия 8 втулки 9 снабжен цилиндрическим долотом 14, при этом матрица 5 выполнена с возможностью поворота в горизонтальной плоскости и снабжена фиксаторами 15 угла ее поворота. Втулку изготавливают из древесного чурака 16. В заготовке втулки сначала формируют промежуточное отверстие 17. Матрица 5 закреплена на нижней плите 2 с помощью подвижной оси 18.
Устройство работает следующим образом.
Чурак 16 произвольного сечения из древесины высотой, равной высоте заготовки для втулки, устанавливают на ножевую обойму 11 таким образом, чтобы направление волокон совпадало с осью ножевой обоймы 11 и соосного ей дополнительного пуансона 7. При движении верхней плиты 3 вниз пуансон 7 давит на чурак 16 и продавливает его в ножевую обойму 11, образуя технологическую щепу.
После того верхнюю плиту 3 поднимают, а матрицу 5 с ножевыми обоймами 11 -13 поворачивают на угол 120° по окружности под основной пуансон 4 и фиксируют фиксаторами 15. Одновременно на ножевую обойму 11 под пуансон 7 устанавливают следующий чурак 16 и операцию повторяют. Основной пуансон 4, опускаясь, выдавливает в заготовке промежуточное отверстие 17, диаметр которого соответствует диаметру пуансона 4. Образующаяся пробка из древесины падает вниз в приемник (не показан).
Далее пуансон 4 поднимают и ножевую обойму 12 с заготовкой на матрице 5 перемещают еще на угол 120° под дополнительный пуансон 6 и фиксируют фиксатором 15. Одновременно на ножевую обойму 11 под пуансоном 7 устанавливают следующий чурак 16. При опускании верхней плиты 3 пуансоном 6 с помощью долота 14 расширяют отверстие в заготовке до требуемого внутреннего диаметра втулки 9. Образовавшуюся щепу удаляют из рабочей зоны отсосом (не показан). При подъеме верхней плиты 3 пуансон 6 поднимают и ножевую
5 обойму 12, перемещая еще на угол 120°, с заготовкой для втулки 9 возвращают в исходное положение под пуансон 7 и фиксируют фиксатором 15. На ножевую обойму И под пуансоном 7 устанавливают следующий чурак. При опускании верхней плиты 3 пуан0 соном 7 продавливает чурак 16 в ножевую обойму 11. При этом образовавщаяся втулка 9 падает вниз в приемник.
Таким образом, начиная с четвертого хода прессового устройства, каждый после5 дующий ход позволяет получать готовую втулку из древесины с калиброванными наружным и внутренним диаметрами, у которых отсутствуют эксцентриситет и разно- толщинность стенок.
Использование предлагаемого устройства
0 позволяет повысить производительность за счет одновременного изготовления нескольких втулок и получать их практически без отходов, так как образующаяся технологическая щепа является сырьем для производства древесно-стружечных плит, а дере5 вянные пробки также перерабатываются на технологическую щепу.
Формула изобретения
Устройство для изготовления втулок из , древесины, включающее соединенные с по- - мощью направляющих колонн нижнюю и верхнюю плиты, а также пуансон и матрицу, отличающееся тем, что, с целью повышения производительности за счет одновременного изготовления нескольких втулок, 5 верхняя плита снабжена дополнительными пуансонами для формирования отверстия втулки и ее контура, а матрица - расположенными по кольцу и смонтированными соосно пуансонам, кольцевыми ножевыми обоймами, причем основной, а также пуан- 0 сон для формирования контура втулки выполнены цилиндрическими, а пуансон для формирования отверстия втулки снабжен цилиндрическим долотом, при этом матрица выполнена с возможностью поворота в горизонтальной плоскости и снабжена фиксато5
рами угла ее поворота.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления втулок из древесины | 1987 |
|
SU1493477A1 |
| ПРЕСС ДЛЯ ИЗГОТОВЛЕНИЯ ИЗОЛЯЦИОННЫХ ВТУЛОК К СВАРОЧНЫМ ГОРЕЛКАМ | 1992 |
|
RU2040402C1 |
| Штамп для закрытой осадки заготовок | 1976 |
|
SU650706A1 |
| ШТАМП-АВТОМАТ | 2003 |
|
RU2261153C2 |
| Устройство для холодной штамповки сферических монтажных шайб | 2021 |
|
RU2775242C1 |
| ПЛОДОРЕЗКА СО СМЕННЫМ БЛОКОМ-РЕЗАКОМ "ВИКОСТ" | 2000 |
|
RU2195848C2 |
| Устройство для изготовления изделий с продольными ребрами | 1985 |
|
SU1335353A1 |
| ШТАМП-АВТОМАТ | 2000 |
|
RU2193941C2 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ ДЛИННОМЕРНЫХ ЗАГОТОВОК ИЗ ПОРОШКОВЫХ МАТЕРИАЛОВ | 2006 |
|
RU2324595C2 |
| ШТАМПОВОЧНЫЙ БЛОК С КОМПЛЕКТОМ ШТАМПОВ СО СМЕННЫМИ ПАКЕТАМИ "ВИКОСТ" | 2002 |
|
RU2242353C2 |
Изобретение относится к деревообрабатывающей промышленности. Цель изобретения - повышение производительности за счет одновременного изготовления нескольких втулок. Устройство включает нижнюю 2 и верхнюю 3 плиты, основной пуансон 4 и матрицу 5 и снабжено дополнительными пуансонами 6 и 7 соответственно для формирования отверстия втулки 9 и ее контура. На матрице 5 соосно с пуансонами 4, 6 и 7 смонтированы кольцевые ножевые обоймы 11 -13. Пуансон 6 снабжен долотом 14. Чурак устанавливают на ножевую обойму 11 под пуансон 7 и вырубают контур втулки. Затем матрицу 5 поворачивают на угол 120° и пуансоном 4 вырубают промежуточное от- верстие втулки. Матрицу 5 вновь поворачивают на угол 120° и с помош,ью пуансона 6, имеющего долото 14, формируют окончательно отверстие втулки. Одновременно в устройстве обрабатыва1Ьт три втулки, каждая из которых проходит в один ход устройства различные стадии обработки. 8 ил. е (Л
.
Фи.б
Фиг
12
Физ.
Фиг 6
в
Фиг. в
| Прессованная древесина в народном хозяйстве.-М.: ГОСИНТИ, 1964, с | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Штамп для пробивки отверстий в неметаллическом листовом материале | 1974 |
|
SU636084A1 |
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
