Од
сл
Од О)
00
Изобретение относится к черной металлургии и может быть использовано при термообработке элементов конструкций, в частности лонжеронов рам транспортных машин.
Цель изобретения - повышение вязкости материала лонжеронов и их конструктивной прочности.
Способ осуществляется следуюш:им образом.
На металлургическом заводе про- катьшают партию полос размерами 8х400к 6000 ммиз стали 1 9ХГС (температура начала бейнитного превращения для стали 19ХГС .. 590 С) .
Температура конца прокатки составляет 950°С. После выхода из чистовой клети полосы охлаждают в дзлширующей установке со средней скоростью 70, 75, 90°С/с до 580-630°С, Сразу после выхода из душирующей установки полосы перемещаются в термостате в течение 15-35 с, а затем опять принудительно охлаждаются до комнатной температуры.
На автомобильном заводе на прессе усилием 6000т проводят холодную вырубку контура лонжеронной заготовки и пробивку отверстий. Затем листы нагревают в прокатной газовой печи до 540-630°С и производят формовку лонжеронов. Готовые лонжероны охлаждают на воздухе. Из лонжеронов собирают рамы, которые испытьтают при циклических нагрузках на стенде.
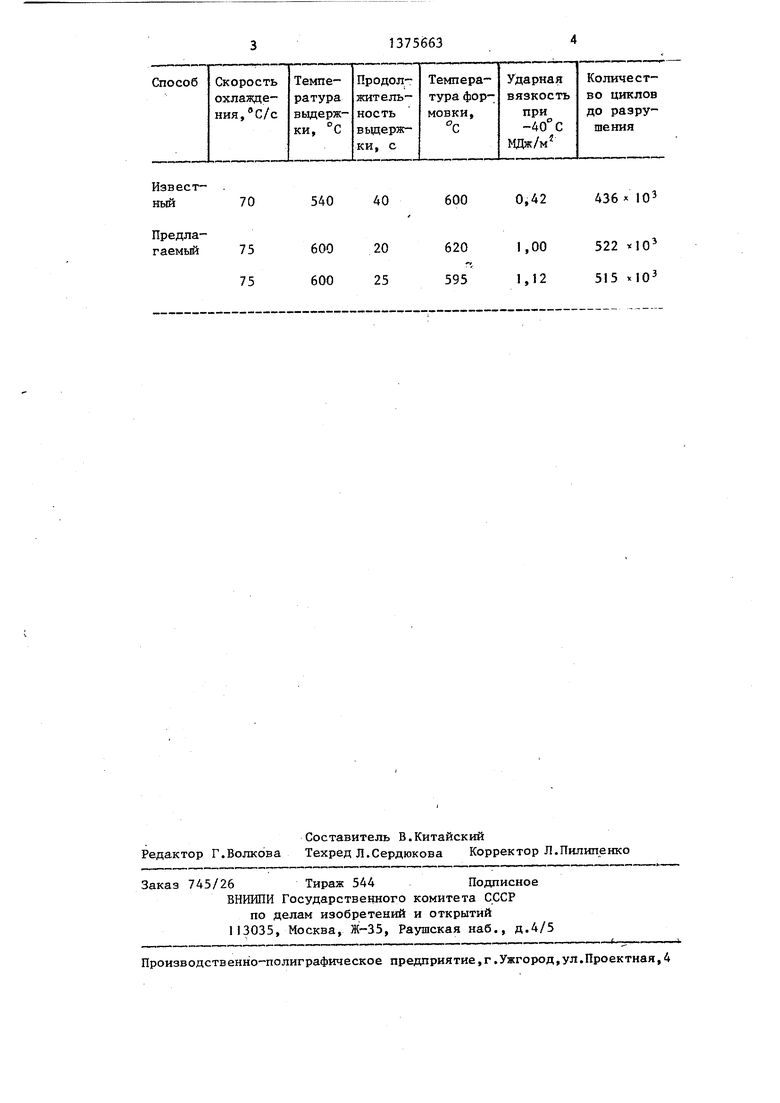
Режимы обработки, а также результаты испытаний лонжеронов представлены в таблице.
Как следует из анализа данных в таблице при охлаждении со скоростью 75°С/с до 600°С и изотермической выдержке продолжительностью 20 с, хороший комплекс свойств получен при формовке лонжерона при 620°С. При увеличении продолжительности вьщерж- ки до 25 с и снижении температуры формовки до 595°С (т.е. 5°С на 1 с вьщержки) требуемый комплекс свойств сохраняется.
При изменении продолжительности изотермической выдержки от 20 до 30 с количество квазиэвтектоида в стали
изменяется от 60 до 75%, а количество бейнита от 40 до 25%. Для получения оптимальных свойств сталь со структурой 60% квазизвтектоида и 40% бейнита следует формовать (отпускать)
при , а со структурой 75% квазиэвтектоида и 25% бейнита - при 550°С, т.е. при изменении продолжительности вьщержки на 1 с, температуру формовки (отпуска) следует изменять на 5-7°С.
При изменении температуры формовки более чем на 5-7°С не происходит в требуемой степени отпуска бейнита, в результате снижается ударная вязкость, увеличивается вероятность образования трещин при формовке. Если температуру формовки изменяют менее чем на , то из-за повьшенньк температур снижаются прочностные свойства и конструктивная прочность из-
делия,
Формула изобретения
1.Способ изготовления лонжеронов рам грузовых автомобилей, включающий
горячую прокатку низколегированной полосовой стали, охлаждение с регламентированной скоростью до температуры превращения с последующей изотер-
мической выдержкой, холодную, вырубку и формообразование при темпера-туре отпуска, отличающийся тем, что, с целью повышения вязкости материала лонжеронов и их конструктивной прочности, охлаждение с регла- .ментированной скоростью ведут при температуре на 5-10°С выше температуры начала бейнитного превращения, а продолжительность изотермической
вьщержки устанавливают 20-30 с.
2.Способ ПОП.1, отличающийся тем, что формообразование проводят при 550-620°С, причем при увеличении изотермической выдержки
на каждую секунду снижают температуру формообразования на 5-7° С.
70
75 75
540
600 600
600 620
595
0,42
1,00 1,12
436X 10
522 40 515 х10
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления лонжеронов рам транспортных машин | 1987 |
|
SU1433991A1 |
| Способ изготовления лонжеронов рам транспортных машин | 1987 |
|
SU1444366A1 |
| Способ изготовления лонжеронов рам грузовых автомобилей | 1985 |
|
SU1280028A1 |
| Лонжерон рамы грузового автомобиля | 1986 |
|
SU1390247A1 |
| СПОСОБ ПРОИЗВОДСТВА ГОРЯЧЕКАТАНОЙ ВЫСОКОПРОЧНОЙ ЛИСТОВОЙ СТАЛИ | 1992 |
|
RU2006505C1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ КОНСТРУКЦИОННЫХ СТАЛЕЙ | 2007 |
|
RU2348701C2 |
| Способ термической обработки поковок | 1979 |
|
SU885295A1 |
| СПОСОБ ПРОИЗВОДСТВА НИЗКОЛЕГИРОВАННОГО ХЛАДОСТОЙКОГО СВАРИВАЕМОГО ЛИСТОВОГО ПРОКАТА | 2018 |
|
RU2690398C1 |
| ПРОФИЛИРОВАННЫЙ ПРОКАТ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1997 |
|
RU2136767C1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ИЗДЕЛИЙ | 2004 |
|
RU2256705C1 |
Изобретение относится к черной металлургии и может быть использовано при термообработке элементов конструкций, в частности лонжеронов рам транспортных машин. Цель - повышение вязкости материала лонжеронов и их конструктивной прочности. После горячей прокатки низколегированной полосовой стали проводят охлаждение со скоростью 70-90 С/с до температуры на 5-10°С выше температуры начала бейнитного превращения, выдерживают при этой температуре 20-3Ос и охлаждают до комнатной температуры. Затем проводят холодную вырубку заготовки, нагревают под отпуск до 550-620 С и при этой температуре осуществляют формообразование лонжерона. При увеличении времени изотермической выдержки в предлагаемых пределах на каждую секунду температуру отпуска и формообразования снижают на . I з.п. ф-лы, 1 табл. I (Л
| Способ изготовления лонжеронов рам грузовых автомобилей | 1985 |
|
SU1280028A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
