:&
со
Од Од
Изобретение относится к термической обработке стали и может быть использовано в черной металлургии и машиностроении при изготовлении лонже- ронов рам транспортных машин,
Цель изобретения - улучшение качества лонжеронов путем увеличения прочности и ударной вязкости стали, а также удешевления процесса путем увеличе ния числа резов до поломки пуансона при холодной вырубке.
Сущность изобретения заключается в следующем,
При ускоренном охлаждении проката непосредственно после окончания прокатки его структура и свойства (и в особенности их стабильность) определяются не только параметрами охлаждения но и устойчивостью и состоянием такой структуры исходного аустенита. Известно, что даже для стали одного химического состава различная продолжительность последеформационной паузы приводит к разной степени рекристаллизации деформированного аустенита, а следовательно, и наследовании при охлаждении раз(1ой субструктуры аусте- .нита:И, кроме того, за счет изменения размеров аустенитных зерен меня- ется устойчивость аустенита. После- деформационная пауза продолжительностью 10-20 с обеспечивает стабилизацию исходной аустенитной структуры, а следовательно, структуры и свойств проката после термической обработки. Если ускоренное охлаждение начинают менее чем через 10 с после окончания прокатки, то аустенитная структура не успевает стабилизиро- ваться из-за протекания более ранних стадий рекристаллизации - снижается стабильность свойств в готовом прокате. Продолжительность последеформационной паузы более 20 с нежелатель- на, так как снижается производительность процесса, а также возникает опасность преждевременного вьщеления доэвтектоидного феррита, что снижает комплекс эксплуатационных свойств.
Ускоренное охлаждение из аустенит- ного состояния со скоростью АО-УО С/с до температуры на 20-40 0 выше MH с последующей выдержкой в течение 130- 160 с приводит к образованию в верхнем интервале температур 750-600 С для большинства лонжеронных конструк- ционньк сталей 65-75% феррита и перлита, а при выдержке 15-25% нижнего
бейнита. Кроме того, при такой частичной закалке на нижний бейнит в стали остается достаточно высокое количество остаточного аустенита (до 10%), что является результатом внутреннего перераспределения углерода в процессе бейнитного превращения.
Изотермический распад переохлажденного аустенита при температуре на 20-40 С выше Мц приводит к образованию структуры нижнего бейнита, которая характеризуется формированием в каждом зерне курдюмовско-заксовского переплетения «з -кристаллов с равномерно распределенной в них карбидной фазой, что по сравнению со структурой верхнего бейнита (в известном способе) обозначает после отпуска сочетание одновременно более высокой прочности и пластичности стали. Значительное количество остаточного аустенита (до 10%), равномерно распределенного в бейнитной матрице, не только значительно (по сравнению со структурой в известном способе) повышает обрабатываемость при холодном раскрое лонжеронной полосы, но и при последующем отпуске за счет распада на высокодисперсную феррито-карбидную смесь повышает вязкость металла.
Если ускоренное охлаждение приостанавливают при температуре, более чем на превышающей Мц, то уменьшается количество остаточного аустенита, ухудшается обрабатываемость при холодном раскрое. Кроме того, образуется субструктура бейнита менее устойчивая против отпуска, что приводит к снижению прочности. Если ускоренное охлаждение прерывают при температуре, менее чем на 20°С превышающей М(, то для обеспечения завершения бейнитного превращения требуется значительное увеличение продолжительности выдержки, кроме того, часть аустенита может превратиться в мартенсит, что ухудшает обрабатываемость полосы при холодном раскрое
Выдержка продолжительностью менее 130 с не обеспечивает полное завершение бейнитного превращения, что приводит к образованию мартенсита в структуре стали и ухудшает обрабатываемость при холодном раскрое. Увеличение продолжительности выдержки более 160 с не приводит к структурным изменениям, но увеличивает продолжительность процесса.
Пример. На металлургическом заводе согласно предлагаемому способу) прокатали партию полос размерами 8(7)х400х6000 мм из стали 19ХГС (температура начала мартенситного превращения для стали 19ХГС , бейнит- ного 590 С). После выхода из чистовой клети с температурой 950-970°С полосы выдерживали на рольганге в течение 5, ю 10, 20, 25 с и охлаждали в душирующей установке со скоростью до температуры 410, 420, 440, 450 С. Сразу после выдачи из душирующей установки полосы выдерживали в термостате в те- 15 чение 120-170 с с последующим охлаждением до комнатной температуры.
Часть полос сразу после выхода из чистовой клети охлаждали в душирующей установке со скоростью до 20
540 и, выдерживали в термостате в течение 40 с с последующим охлаждением до комнатной температуры (известный способ).
На автомобильном заводе на прессе усилием 6000 т производили холодную вырубку лонжеронной заготовки и пробивку отверстий. Затем заготовки нагревали в проходной газовой печи до и производили формовку лонжеронов. До и после формовки от опытньп; лонжеронов отбирали пробы для исследования микроструктуры и механических свойств лонжеронов. Технологичность при холодной вырубке определяли количеством резов до поломки пуансона.
Режимы обработки, а также результаты исследований металла опытных лонжеронов представлены в таблице.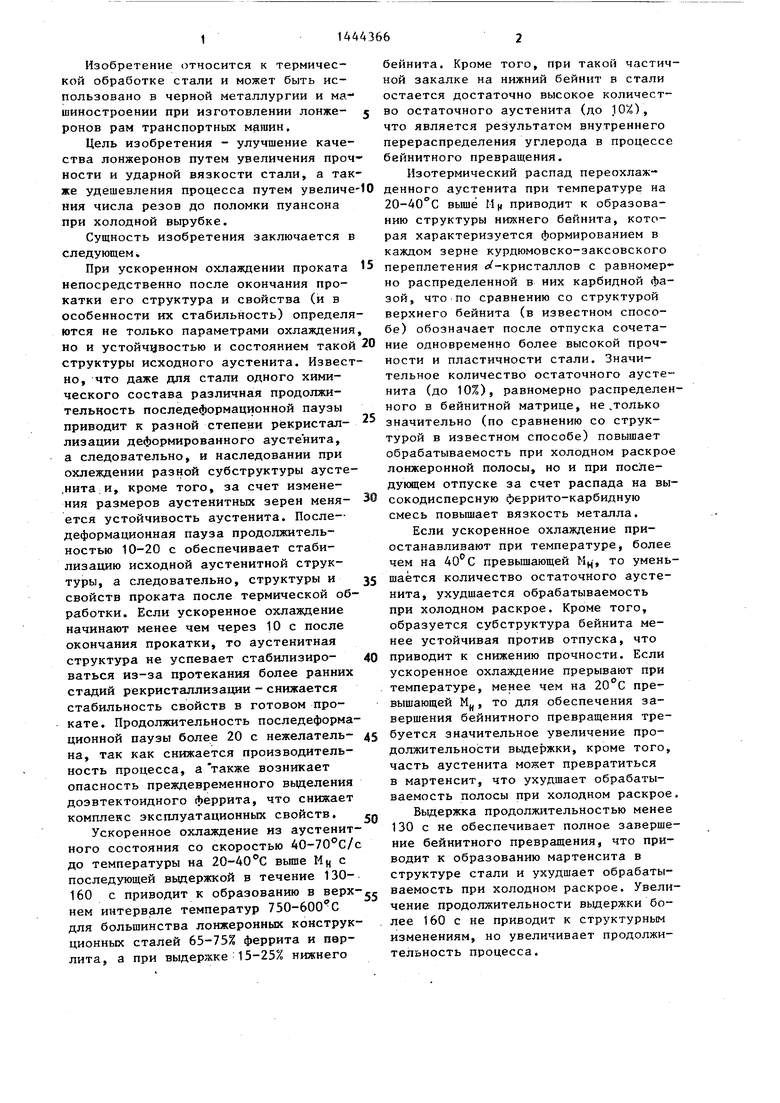
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления лонжеронов рам транспортных машин | 1987 |
|
SU1433991A1 |
| Способ изготовления лонжеронов рам грузовых автомобилей | 1986 |
|
SU1375663A1 |
| Способ сфероидизирующей термической обработки стали | 1986 |
|
SU1463774A1 |
| ВЫСОКОПРОЧНЫЙ СТАЛЬНОЙ ЛИСТ И ВЫСОКОПРОЧНЫЙ ГАЛЬВАНИЗИРОВАННЫЙ СТАЛЬНОЙ ЛИСТ, ПРЕВОСХОДНЫЕ ПО ФОРМУЕМОСТИ, И СПОСОБЫ ИХ ИЗГОТОВЛЕНИЯ | 2012 |
|
RU2557862C1 |
| ВЫСОКОПРОЧНАЯ ЛИСТОВАЯ СТАЛЬ, ИМЕЮЩАЯ НИЗКОЕ ОТНОШЕНИЕ ПРЕДЕЛА ТЕКУЧЕСТИ К ПРЕДЕЛУ ПРОЧНОСТИ, ПРЕВОСХОДНАЯ С ТОЧКИ ЗРЕНИЯ УСТОЙЧИВОСТИ К ПОСЛЕДЕФОРМАЦИОННОМУ СТАРЕНИЮ, СПОСОБ ЕЕ ПРОИЗВОДСТВА И ИЗГОТАВЛИВАЕМАЯ ИЗ НЕЕ ВЫСОКОПРОЧНАЯ СВАРНАЯ СТАЛЬНАЯ ТРУБА | 2013 |
|
RU2623562C2 |
| Способ изготовления проката | 1981 |
|
SU1006509A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗ ЛЕГИРОВАННОЙ СТАЛИ ВЫСОКОПРОЧНЫХ КРЕПЕЖНЫХ ИЗДЕЛИЙ КЛАССА ПРОЧНОСТИ 14.9 МЕТОДОМ ХОЛОДНОЙ ОБЪЕМНОЙ ШТАМПОВКИ | 2022 |
|
RU2802486C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗ ЛЕГИРОВАННОЙ СТАЛИ ВЫСОКОПРОЧНЫХ КРЕПЕЖНЫХ ИЗДЕЛИЙ | 2022 |
|
RU2805689C1 |
| ВЫСОКОПРОЧНАЯ ЛИСТОВАЯ СТАЛЬ, ИМЕЮЩАЯ НИЗКОЕ ОТНОШЕНИЕ ПРЕДЕЛА ТЕКУЧЕСТИ К ПРЕДЕЛУ ПРОЧНОСТИ, ПРЕВОСХОДНАЯ С ТОЧКИ ЗРЕНИЯ УСТОЙЧИВОСТИ К ПОСЛЕДЕФОРМАЦИОННОМУ СТАРЕНИЮ, СПОСОБ ЕЕ ПРОИЗВОДСТВА И ИЗГОТАВЛИВАЕМАЯ ИЗ НЕЕ ВЫСОКОПРОЧНАЯ СВАРНАЯ СТАЛЬНАЯ ТРУБА | 2013 |
|
RU2623551C2 |
| Способ термической обработки изделий из конструкционных сталей | 1989 |
|
SU1715867A1 |
Изобретение относится к области термической обработки стали и может быть использовано в черной металлур-. гии и машиностроении при изготовлении лонжеронов рам транспортных мр- шин. Цель изобретения - улучшение качества лонжеронов путем увеличения прочности и ударной вязкости стали, а также удешевление процесса путем увеличения числа резов до поломки пуансона при холодной вырубке. Сущность изобретения заключается в том, что в известном способе, включающем нагрев заготовки до температур аусте- низации, горячую прокатку полосы, охлаждение после прокатки со скоростью 40-70 град/с до заданной температуры, вьщержку при этой температуре, холодную вырубку и формообраэо- вание при температуре отпуска 580- § , охлаждение начинают через 10- 20 с после окончания прокатки до Мн 
Исследования показали, что изготовление автомобильных лонжеронов предлагаемым способом по сравнению с известньм позволяет на 12-15% повысить прочностные характеристики проката при увеличении ударной вязкости металла при отрицательных температурах в 2 раза, -а также значительно повысить обрабатываемость металла при холодном раскрое.
Формула изобретения
Способ изготовления лонжеронов рам транспортных машин преимущественно из низколегированной полосовой стали, включающий нагрев заготовки до температур аустенитизации, горячую прокатку полосы, охлаждение после прокатки со скоростью 40 - 70 град/с до заданной температуры, выдержку при этой температуре.
5 14443666
холодную вырубку и формообразованиешевления процесса путем увеличения
nprf температуре отпуска 580-620 С,числа резов до поломки пуансона при
отличающийся тем, что,холодной вырубке, охлаждение проводят
с целью улучшения качества лонжеро- через 10 - 20 с после окончания пронов путем увеличения прочности икатки до Мн (20-40) с а выдержку
ударной вязкости стали, а также уде-осуществляют в течение 130-160 с.
| Стародубов К.Ф., Лещенко А.К., Левченко Г.В | |||
| и др | |||
| Сталь, 1981, № 7, с | |||
| Устройство для сортировки каменного угля | 1921 |
|
SU61A1 |
| Способ изготовления лонжеронов рам грузовых автомобилей | 1985 |
|
SU1280028A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
