Изобретение относится к обработке металлов давлением, в частности к оборудованию для изготовления и расклепки штырей в платах.
Известно устройство для изготовления и расклепки штырей в платах, содержащее размещенные в корпусе вал- j ковый механизм подачи проволоки, нижний высадочный пуансон, кинематически связанный с кулачковым валом при помощи рычагов, верхние и нижние подпружиненные установочные толкатели . : Недостаток данного устройства - вся подвижная часть привода с верхним пуансоном в процессе длительной работы изнашивается, ослабляется, нарушается соосность в результате ухуд- шается качество и надежность изделий.
Цель изобретения - повышение надежности и качества изделий.
Указанная цель достигается тем, что устройство снабжено втулкой с резьбовой наружной поверхностью, установленной на корпусе с возможностью осевого перемещения и подпружиненной относительно корпуса в осевом направлении. Средство регулирования хода верхнего толкателя выпол-. нено. в виде гайки, установленной на резьбе втулки с возможностью взаимодействия с торцав верхнего толкателя, верхний высадочный пуансон неподвижно закреплен в корпусе, а свободный ко- нец двуплечего рычага установлен с возможностью взаимодействия с торцом втулки.
СП
Такая кинематическая связь узлов и деталей позволяет увеличить срок | службы устройства и обеспечить стабильность расклепки штырей в платах.
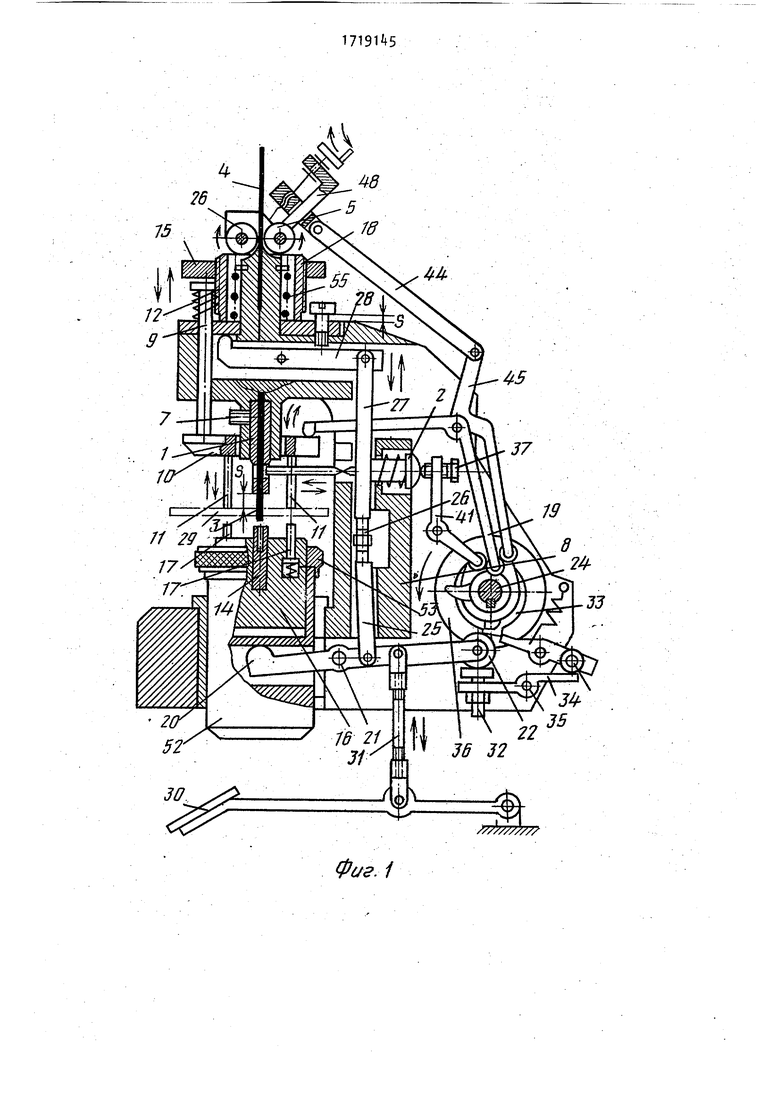
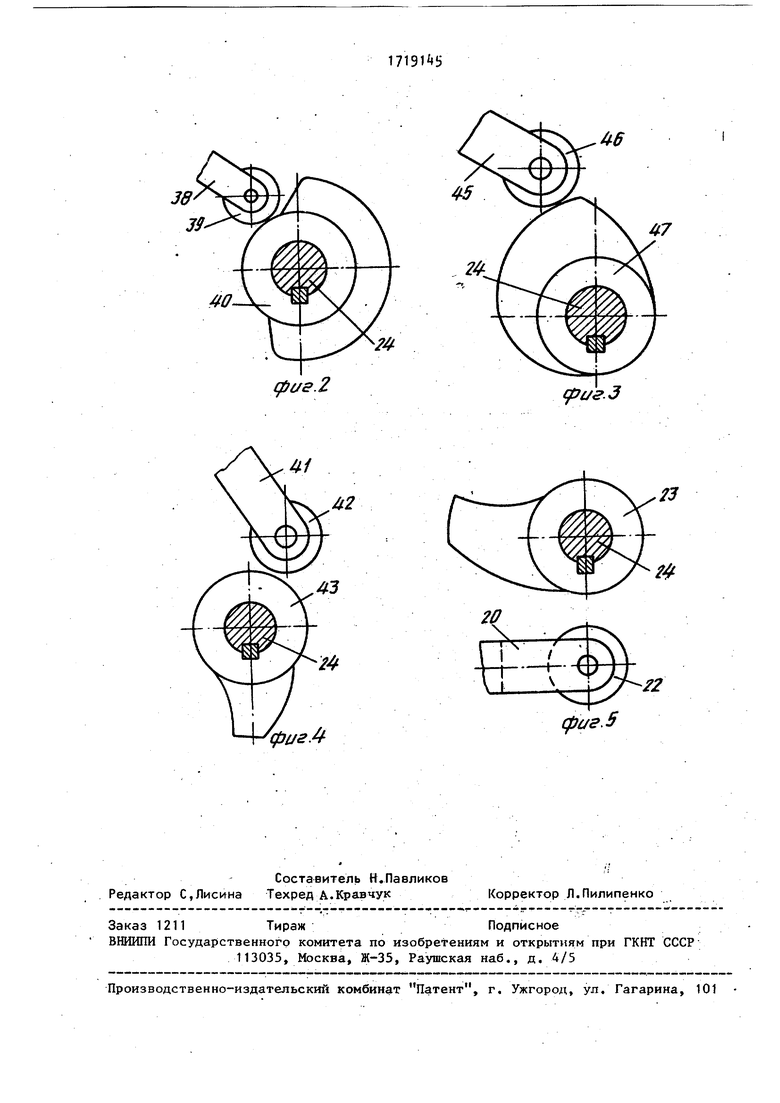
На фиг.1 представлена кинематическая схема устройства; на фиг.2 - 5 - исходные положения кулачков на кулачковом валу.
Устройство содержит верхний отрезной высадочный пуансон 1, в котором имеет возможность перемещаться подпружиненный нож 2 и отрезать заготовку - штырь 3 из проволоки k круглого или квадратного сечения, подаваемый храповым валковым механизмом 5. Верхний отрезной высадочный пуансон установлен в корпусе станка 8 и закреплен винтом 7. Корпус станка выполнен в виде жесткой скобы.
На корпусе установлена втулка 18 с возможностью осевого перемещения и подпружиненная относительно корпуса в осевом направлении.
Гайка 15 установлена на резьбе втулки.
Регулировка хода верхнего толкателя 11 относительно неподвижного пуансона 1 осуществляется с возможностью взаимодействия с торцом штока толкателя при действии свободного конца двуплечего рычага 28 на торец втулки 18 в момент прессования.
Нижний шток установлен в пиноли 52, усилие расклепки регулируется регулировочной гайкой 53.
Движение пиноли вверх осуществляется при помощи двуплечего рычага 2Ц установленного на оси 21 через ролик 22 кулачка 23 кулачкового вала 24, а движение втулки и, следовательно, верхнего толкателя осуществляется от двуплечего рычага 28,одно плечо которого упирается во втулку 18 с гайкой 15, а второе плечо связано через тяги 25,27 и муфту 26, с помощью которой устанавливается согласование движения втулки при первоначальной настройке станка. Плата обозначена позицией 29.
Начало включения устройства осуществляется при помощи педали 30, тяги 31, двуплечего рычага 20, который правым плечом имеет возможность нажимать через ролик 22 на регулировочный болт 32, с помощью которого регулируется время срабатывания обгонной муфты 33, рычага 34, установленного на оси 35, причем -свободный коЧ
19145
10
15
20
30
35
40
45
50
55
нец рычага 34 имеет возможность удерживать обгонную муфту, установленную на кулачковом валу. Обгонная муфта
соединяет кулачковый вал с маховиком 36. Электродвигатель позицией не обозначен.
Величина хода подпружиненного ножа регулируется при помощи упорного винта 37. Отрезание заготовки осуществляется при помощи двуплечего рычага 41, кулачка 43. Подача проволоки осуществляется храповым валковым механизмом при помощи рычага 44, двуплечего рычага 45, ролика 46t кулачка 47.. Подача заготовки требуемой длины осуществляется за счет изменения угла поворота роликов храпового валкового механизма при помощи винтового регулирующего устройства 48.
Устройство работает следующим об- разом.
Включают- электродвигатель, от него 25 передача идет на маховик 36. Плату 29 насаживают на заготовку 3 движе - нием снизу вверх до упора -в верхний толкатель 11. Нажимают на педаль 30 и через тягу 31, рычаг 20 подводят пиноль 18 с нижним штоком 16 и нижним высадочным пуансоном 14 до упора подпружиненных толкателей 17 в плату 29,
При этом заготовка 3 заходит в отверстие нижнего высадочного пуансона 14. При дальнейшем нажатии на педаль 30 ролик 22. поворачивает рычаг 34 вокруг оси 35 и включает обгонную муфту 33, т.е. включает кулачковый механизм. В период удара кулачком 23 по ролику 22 двуплечий рычаг 20, смещаясь вокруг оси 21- через тягу 25, муфту 26t тягу 27 и рычаг 28, воздействует на втулку 18 с регулировочной гайкой 15. Перемещаясь в верх втулка с гайкой сжимают пружину . 55.
Шток 9 прижимаясь к гайке под действием пружины 12, смещается в верх вместе с толкателем на заданную величину хода обсадки. В процессе расклепки подпружиненный нож 2 находится в зоне верхнего обрезного высадочного пуансона 1, являясь упором для заготовки штыря 3. По окончании расклепки подпружиненный нож 2 освобождает отверстие в верхнем отрезном высадочном пуансоне 1 для подачи следующей заготовки штыря. Подача.
проволоки храповым валковым механизм мом производится от кулачка 7- через ролик k( двуплечего рычага 45 и рычаг 44, причем винтовым регулировочным устройством 48 вручную. Задается длина заготовки штыря от 5 до 23 мм.
Отрезание штыря производится от кулаака 40 через ролик 39 двуплечего рычага 38, который упорным винтом 37 ;в торец подпружиненного ножа 2, - ко- т.орый, перемещаясь в верхнем отрезно высадочном пуансоне 1, отрезает за- |готовку - штырь 3.
j Выталкивание платы 29. производит |ся от кулачка 43 через ролик 42 двуплечего рычага 41, который своим левым концом нажимает .на плиту 10, с верхним толкателем 11 и последний снимает, плату 29 со штыря 3. Цикл повторяется.
, Придание верхнему толкателю допол {иительной функции, как смещениеt относительно неподвижного пуансона на величину хода обсадки материала в момент спрессовки с верхней стороны платы обеспечивает стабильное качество расклепки штырей в платах.
При такой кинематической схеме в процессе оформления штырей плата прижимается нижними подпружиненны- ми толкателями к верхнему толкателю, который остается жестким в момент
ормула изобретения
и
Устройство для изготовления расклепки штырей в платах, содержащее корпус с размещенным в нем валковым механизмом подачи проволоки, соосно смонтированные верхний и нижний высадочные пуансоны, при этом последний размещен на ползуне, установленном в корпусе с возможностью осевого перемещения и кинематически связанном с приводным кулачковым валом, двуплечий рычаг, один конец которого также кинематически связан с приводным кулачковым валом, верхние толкатели, смонтированные на подвижно смонтированной плите, кинематически связанной с приводным кулачковым валом, нижние подпружиненные толкатели, установленные на ползуне, отрезной механизм, средствр регулирования хода верхнего толкателя, о т л и ч а ю щ е е- е я тем, что, с целью повышения
5 надежности и качества, оно снабжено втулкой с резьбовой наружной поверхностью, установленной на корпусе с возможностью осевого перемещения и . подпружиненной относительно корпуса в
0 осевом направлении, средство регулирования хода верхнего толкателя выполнено в виде гайки, установленной на резьбе втулки с возможностью взаимодействия с торцом верхнего толка5
0

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления и расклепки штырей в платах | 1983 |
|
SU1152691A1 |
| УСТРОЙСТВО для АРМИРОВАНИЯ ПЛАТ И КОРПУСОВ ЭЛЕКТРОННЫХ ПРИБОРОВ ПРОВОЛОЧНЫМИ ВЫВОДАМИ | 1972 |
|
SU329695A1 |
| Устройство для изготовления и расклепки деталей типа штифтов | 1977 |
|
SU689766A1 |
| Устройство для изготовления и запрессовки проволочных штырей в монтажные платы | 1981 |
|
SU996008A1 |
| АВТОМАТ ГОРЯЧЕВЫСАДОЧНЬШ ДЛЯ ИЗГОТОВЛЕНИЯ ФАСОННЫХ ДЕТАЛЕЙ, НАПРИМЕР ГАЕК | 1965 |
|
SU176476A1 |
| АВТОМАТ ДЛЯ ДВУСТОРОННЕЙ ВЫСАДКИ ДЕТАЛЕЙ СТЕРЖНЕВОГО ТИПА | 1971 |
|
SU307841A1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ГВОЗДЕЙ | 1992 |
|
RU2019351C1 |
| Холодновысадочный автомат | 1984 |
|
SU1281330A1 |
| Холодновысадочный автомат | 1978 |
|
SU710740A1 |
| ОТРЕЗНАЯ ГОЛОВКА К СТАНКУ С ДИСТАНЦИОННЫМ УПРАВЛЕНИЕМ | 1998 |
|
RU2149737C1 |
Изобретение относится к обработке металлов давлением, в частности к устройствам для изготовления и расклепки штырей в платах. Цель - повышение надежности и качества.- Уст-: ройство содержит отрезной высадочный пуансон, неподвижно установленный в корпусе. На последнем установлена .также1 подпружиненная втулка. Нижний высадочный пуансон смонтирован на нижнем штоке, установленном в пиноли, привод которого осуществляется от двуплечего рычага. При включении электродвигателя вращение передается на маховик.. Плату насаживают j на заклепочную заготовку до упора в толкатели. Посредством педали подводят нижний шток с пуансоном до Соприкосновения платы с толкателями, При дальнейшем нажатии на педаль вклю- Maefcfl: обгонная муфта. При этом шток смещается вверх вместе с толкателем на заданную величину хода обжимки, j 5 ил . .. i
установки и смещается вместе с платой 35 теля верхний высадочный пуансон нена величину хода при опрессовке. i Испытания устройства показали стабильное оформление расклепки штырей в плате, что повышает надежность и качество изделий.
подвижно закреплен в корпусе, а свободный конец двуплечего рычага установлен с возможностью взаимодействия с торцом втулки.
26
15
Фиг. 1
45
///////////
фЈ/г.2
41
24
фцг.4
46
W
(pi/г.З
&
22
фиг. 5
| Устройство для изготовления и расклепки штырей в платах | 1983 |
|
SU1152691A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
