АВТОМАТИЧЕСКАЯ ГОРИЗОНТАЛЬНАЯ ВЫСАДОЧНАЯ
МАШИНА ДЛЯ БЕЗОТХОДНОЙ ВЫСАДКИ КОЛЬЦЕВЫХ
ДЕТАЛЕЙ ИЗ ПРУТКА
Заявлено 1 июня 1951 г. за № 446103
в Мннистерство автомобильной и тракторной промышленности СССР Опубликовано в «Бюллетене изобретений Л 11 за 1953 г.
В существующих высадочных машинах для холодной безотходной вЫСадки кольцевых деталей, высадка шляпки и вырубка отверстия, равного диаметру прутка, осуществляется одним цилиндрическим пуансоном, что не обеспечивает возможности высадки кольцевых деталей малой толщины со сравнительно большим отношением наружного диаметра к внутреннему, например, шайб.
В описываемой ниже машине, в отличие от известных, обеспечивается возможность безотходной высадки шайб небольшой толщины. Для этого высадочный штемпель снабжен внутренним самостоятельно подвижным вырубным пуансоном, который кинематически сблокирован с механизмом подачи прутка таким образом, что толкатель этого механизма автоматически отводится назад перед рабочим ходом вырубного пуансона, обеспечивая тем самым свободное выталкивание прутка при вырубке отверстия в предварительно высаженной шляпке.
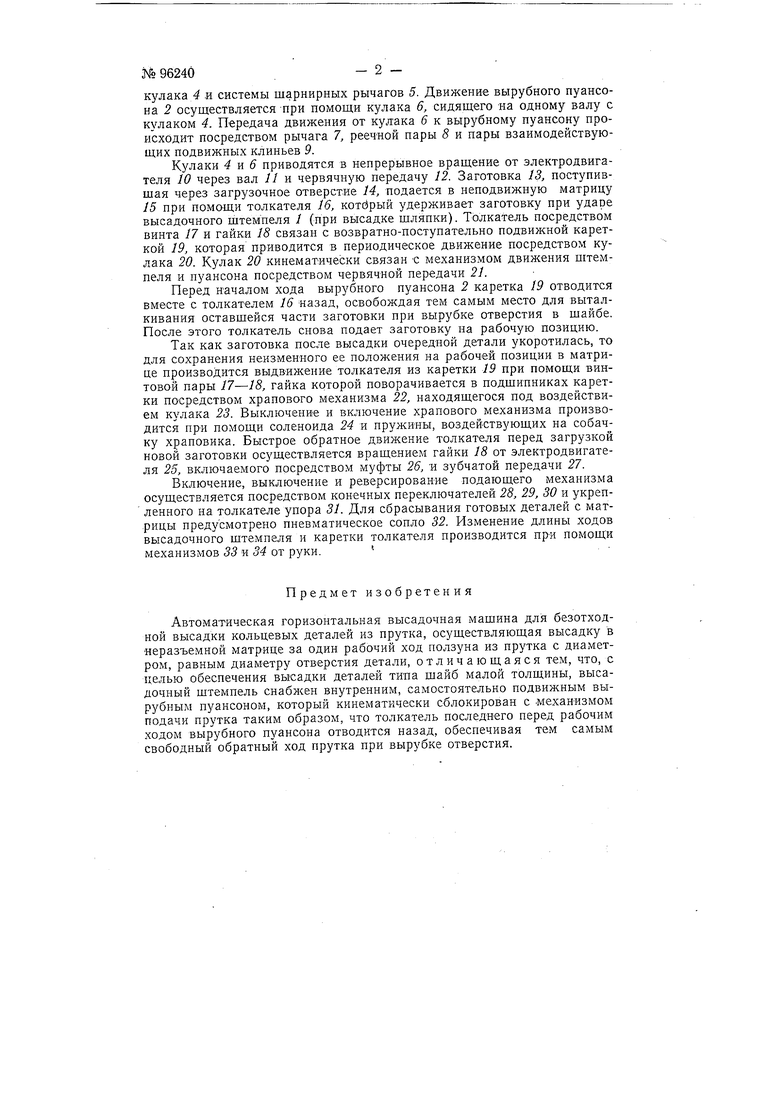
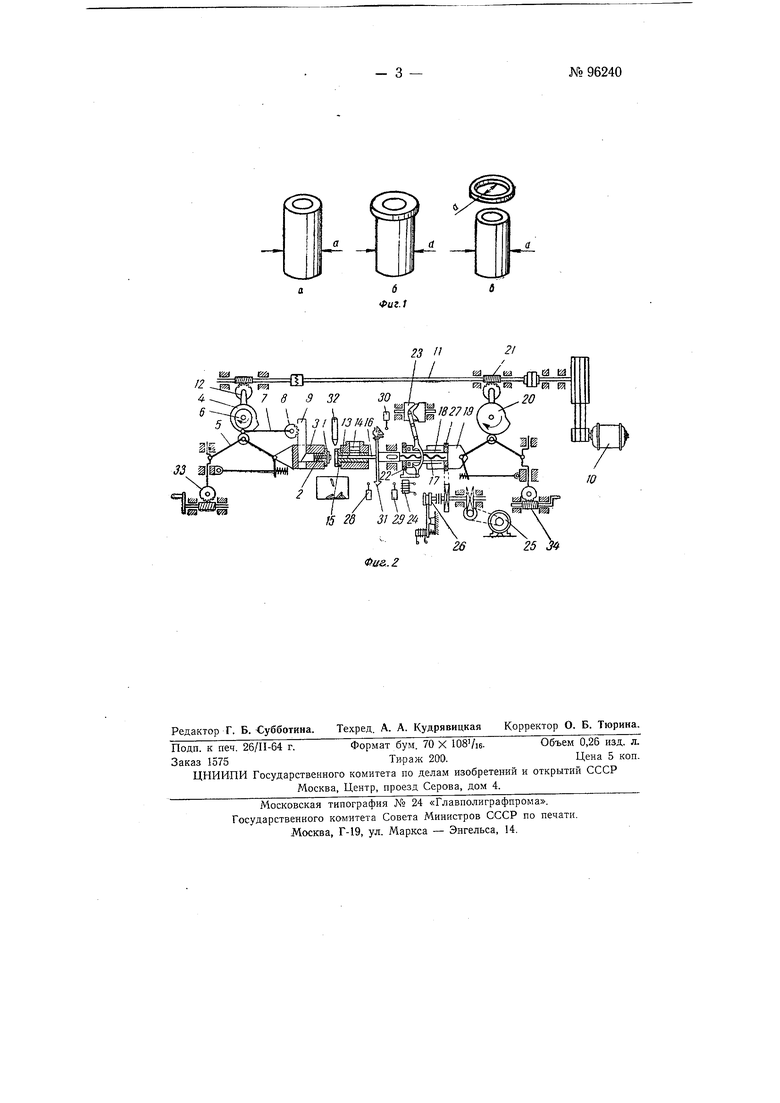
На фиг. 1 изображена заготовка в трех последовательных стадиях в процессе ее обработки (а - заготовка перед высадкой; б - заготовка после высадки шляпки; в - шайба и остаток заготовки); на фиг. 2 - кинематическая схема машины.
Высадка шайб на описываемой машине осуществляется из цилиндрической заготовки (прутка), диаметр (d), которой должен быть равен диаметру отверстия в шайбе (фиг. 1). Высадку осуществляют за две операции: высадку шляпки при помощи удара основного штемпеля / (фиг. 2) и вырубку отверстия с одновременным выталкиванием назад оставшейся части заготовки посредством движения вырубного пуансона 2, помещенного внутри основного штемпеля.
Основной высадочный штемпель / установлен на ползуне 5. приводимом в периодическое возвратно-поступательное движение посредством
3. д. Левин
№ 96240- 2 кулака 4 и системы шарнирных рычагов 5. Движение вырубного пуансона 2 осуществляется -при помощи кулака 6, сидящего яа одному валу с кулаком 4. Передача движения от кулака 6 к вырубному пуансону происходит посредством рычага 7, реечной пары 8 и пары взаимодействующих подвижных клиньев 9.
Кулаки 4 и 6 приводятся в непрерывное вращение от электродвигателя 10 через вал //и червячную передачу 12. Заготовка 13, поступившая через загрузочное отверстие 14, подается в неподвижную матрицу 15 при помощи толкателя 16, который удерживает заготовку при ударе высадочного штемпеля / (при высадке шляпки). Толкатель посредством винта 17 и гайки 18 связан с возвратно-поступательно подвижной кареткой 19, которая приводится в периодическое движение посредством кулака 20. Кулак 20 кинематически связан с механизмом движения штемпеля и пуансона посредством червячной передачи 21.
Перед началом хода вырубного пуансона 2 каретка 19 отводится вместе с толкателем 16 назад, освобождая тем самым место для выталкивания оставщейся части заготовки при вырубке отверстия в шайбе. После этого толкатель снова подает заготовку на рабочую позицию.
Так как заготовка после высадки очередной детали укоротилась, то для сохранения неизменного ее положения на рабочей позиции в матрице производится выдвинсение толкателя из каретки 19 при помощи винтовой пары 17-18, гайка которой поворачивается в подщипниках каретки посредством храпового механизма 22, находящегося под воздействием кулака 23. Выключение и включение храпового механизма производится при помощи соленоида 24 и пружины, воздействующих на собачку храповика. Быстрое обратное движение толкателя перед загрузкой новой заготовки осуществляется вращением гайки 18 от электродвигателя 25, включаемого посредством муфты 26, и зубчатой передачи 27.
Включение, выключение и реверсирование подающего механизма осуществляется посредством конечных переключателей 28, 29, 30 и укрепленного на толкателе упора 31. Для сбрасывания готовых деталей с матрицы предусмотрено пневматическое сопло 32. Изменение длины ходов высадочного щтемпеля и каретки толкателя производится пря помощи механизмов 53 и 34 от руки.
Предмет изобретения
Автоматическая горизонтальная высадочная машина для безотходной высадки кольцевых деталей из прутка, осуществляющая высадку в неразъемной матрице за один рабочий ход ползуна из прутка с диаметром, равным диаметру отверстия детали, отличающаяся тем, что, с целью обеспечения высадки деталей ткпа щайб малой толщины, высадочный штемпель снабжен внутренним, самостоятельно подвижным вырубным пуансоном, который кинематически сблокирован с механизмом подачи прутка таким образом, что толкатель последнего перед рабочим ходом вырубного пуансона отводится назад, обеспечивая тем самым свободный обратный ход прутка при вырубке отверстия.
| название | год | авторы | номер документа |
|---|---|---|---|
| Холодновысадочный автомат | 1978 |
|
SU710740A1 |
| Способ изготовления полупустотелых и пустотелых заклепок из проволоки | 1961 |
|
SU147903A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКИХ КОНТАКТОВ Л1ЕТОДОМ ХОЛОДНОЙ СВАРКИ | 1971 |
|
SU419343A1 |
| Холодновысадочный автомат | 1984 |
|
SU1281330A1 |
| Гвоздильный автомат | 1981 |
|
SU988432A1 |
| Гвоздильный автомат | 1982 |
|
SU1121085A1 |
| Обжимной автомат | 1986 |
|
SU1378998A1 |
| АВТОМАТ ГОРЯЧЕВЫСАДОЧНЬШ ДЛЯ ИЗГОТОВЛЕНИЯ ФАСОННЫХ ДЕТАЛЕЙ, НАПРИМЕР ГАЕК | 1965 |
|
SU176476A1 |
| Одноударный холодновысадочный автомат | 1980 |
|
SU984602A1 |
| АВТОМАТ ДЛЯ ДВУСТОРОННЕЙ ВЫСАДКИ ДЕТАЛЕЙ СТЕРЖНЕВОГО ТИПА | 1971 |
|
SU307841A1 |
33
