00
Од со
Изобретение относится к неразрушающему контролю и может быть использовано для контроля дефектов контактной точечной сварки, например, непровара.
Цель изобретения - повьппение чувствительности контроля за счет.специального размещения токовьк и потенциальных электродов на контролируемом Изделии
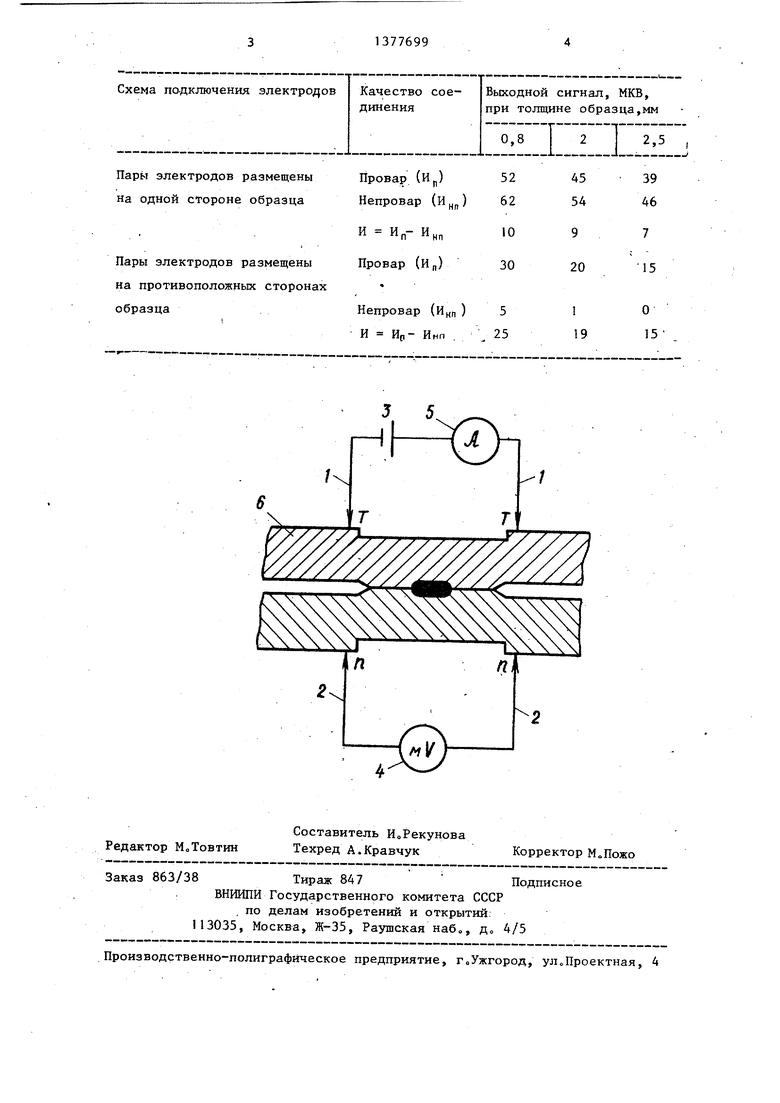
На чертеже показана схема размещения электродов на изделии
Схема включает две пары 1 и 2 электродов, одна из которых 1 подклю- чена к источнику 3 постоянного тока, а другая 2 - к измерителю разности потенциалов, например, гальванометру 4, в цепь источника 3 тока включен амперметр 5 для определения величины постоянного тока
Способ осуществляется следунлцим образом.
. Включают источник 3 постоянного тока,величину 3 которого устанавлива ют в зависимости от толщины и свойств материала из соотношения I KS, где К - коэффициент, характеризующий свойства материала; S - толщина изделия с С помощью клещевого приспособле- ния (не показано) устанавливают пару
5электродов, подключенную к источнику 3 (токовые электроды) на одной стороне изделия 6, а другую пару 2 (потенциальные электроды) - на противоположную сторону изделия 6, Расстояние между электродами в парах 1 и 2 : выбирают равным номинальному диаметру ядра сварного соединения для заданной толщины изделия 6 По изделию
6пропускают электрический ток, и с помощью гальванометра 4 определяется величина разности потенциалов в зоне контроля. Полученную величину сравнивают с разностью потенциалов, измеренной на эталонном изделии. Линии тока при указанном расположении электродов проходят параллельно плоскости соединения, и в случае непровара проводимость верхнего листа изделия по сравне.нию с областью контактирования, т.е. областью непровара,будет во мно го раз выше, вследствие чего проникновение тока в нижний лист практически не проходит, гальванометр 4 в этом случае показьшает о, что свидетельствует о непроваре деталей.
л
5 0
5 0
Q
с
5
0
Примере Исследовались образцы, изготовленные из стали 08КП толщиной 0,8; 2; 2,5 мм и имеющие каждый два соединения, полученные контактной точечной сваркой, одно - с гаран- тированнь1м номинальным проваром, а другое - с гарантированным полным непроваром. Замер разности потенциалов проводился при размещении обеих пар 1,2 электродов с одной стороны образца и при их размещении с противоположных сторон образца В качестве источника тока и измерителя разности потенциалов использовался микроомметр , оснащенный щупами специальной конструкции, обеспечивающими необходимое расстояние между электродами в парах. Рабочий ток задавался согласно соотношению I KS, К 2,5. Данные измерений приведены в таблице. /
Как видно из таблицы, в случае полного непровара при размещении пар 1,2 электродов на противоположных сторонах образца величина выходного сигнала близка.к нулю, в то время как при одностороннем размещении пар электродов наблюдается максимальный выходной сигнал, при этом величина этого сигнала в 1,5 - 2,5 раза превосходит сигнал от провара, что свидетельствует о высокой чувствительности контроля.
Формула изобретения
Способ неразрушающего контроля качества, точечных сварных соединений, заключающийся.в том, что на поверхности контролируемого изделия симметрично относительно центра сварного соединения размещают две пары - электродов, пропускают через одну из них постоянный ток, а с помощью другой пары измеряют разность потенциалов, по которой определяют качество сварного соединения, отличающийся тем, что, с целью повыше- : HKfi чувствительности контроля, пары электродов размещают с противоположных сторон контролируемого изделия, а расстояние между электродами в парах выбирают равным номинальному диаметру ядра сварного соединения для заданной толщины изделия.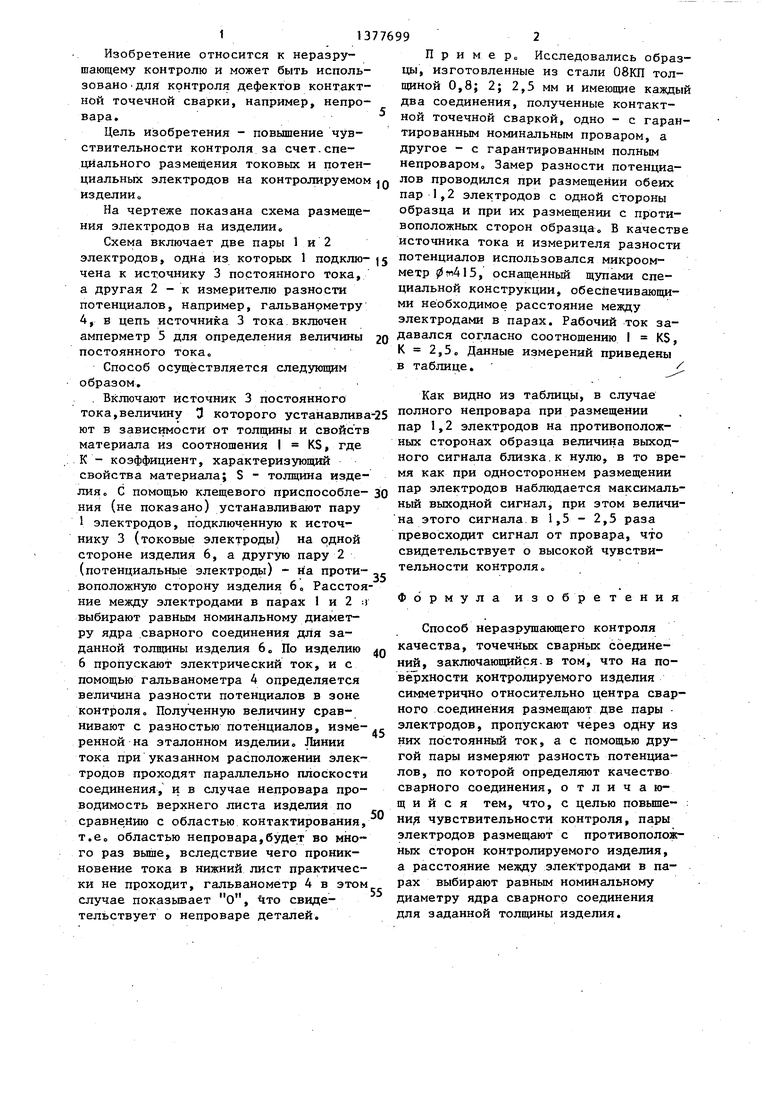
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРОКЛАДКА ДЛЯ ТОЧЕЧНОЙ И РОЛИКОВОЙ СВАРКИ АЛЮМИНИЕВО-МАГНИЕВЫХ СПЛАВОВ | 1970 |
|
SU261602A1 |
| Способ регулирования глубины проплавления при дуговой автоматической сварке | 2019 |
|
RU2735847C1 |
| Способ контроля качества соединения в процессе контактной сварки | 1979 |
|
SU791493A1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ПЛОЩАДИ ПРОПЛАВЛЕНИЯ ОСНОВНОГО МЕТАЛЛА ПРИ ДУГОВОЙ СВАРКЕ | 2018 |
|
RU2704676C1 |
| Контрольный образец для магнитографической дефектоскопии | 1989 |
|
SU1677602A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВЫСОКОПРОЧНЫХ ШТАМПОСВАРНЫХ ДОНЬЕВ | 2009 |
|
RU2415741C1 |
| Термоорерыватель для контроля процесса контактной точечной сварки | 1956 |
|
SU111573A1 |
| Способ неразрушающего контроля качества точечных электросварных соединений немагнитных металлов | 1974 |
|
SU735987A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБРАЗЦОВ ДЛЯ НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ | 2007 |
|
RU2346268C1 |
| СПОСОБ КОНТРОЛЯ КОНТАКТНО-ТОЧЕЧНЫХ СВАРНЫХ СОЕДИНЕНИЙ | 2001 |
|
RU2196668C1 |
Изобретение относится к неразрушающему контролю и может быть использовано для контроля дефектов контакт- ньй точечной сварки, например непровара . Цель изобретения - повышение чувствительности контроля. Для достижения этой цели две пары электродов, одна из которых служит для подвода тока к изделию, а другая - для измерения разности потенциалов в зоне контроля, располагают с противоположных сторон изделия, при этом линии тока проводят параллельно плоскости соединения и в случае непровара проводимость верхнего листа изделия по сравнению с областью непровара будет .во много раз вьше, вследствие чего проникновения тока в нижний лист изделия практически не происходит н измеритель разности потенциалов в этом случае покажет ноль. 1 ил., 1 табл.
| Брайнин ЭоИ | |||
| Контроль элементов электрических машин и аппаратов элек- | |||
| тропотенциальным методом.-М.; Энергия | |||
| Способ получения фтористых солей | 1914 |
|
SU1980A1 |
