со м
00
со о
Изобретение относится к обработке металлов давлением и может быть использовано при прокатке лент.
Цель изобретения - упрощение наст- рорЧки, регулирования и управления процессом прокатки.
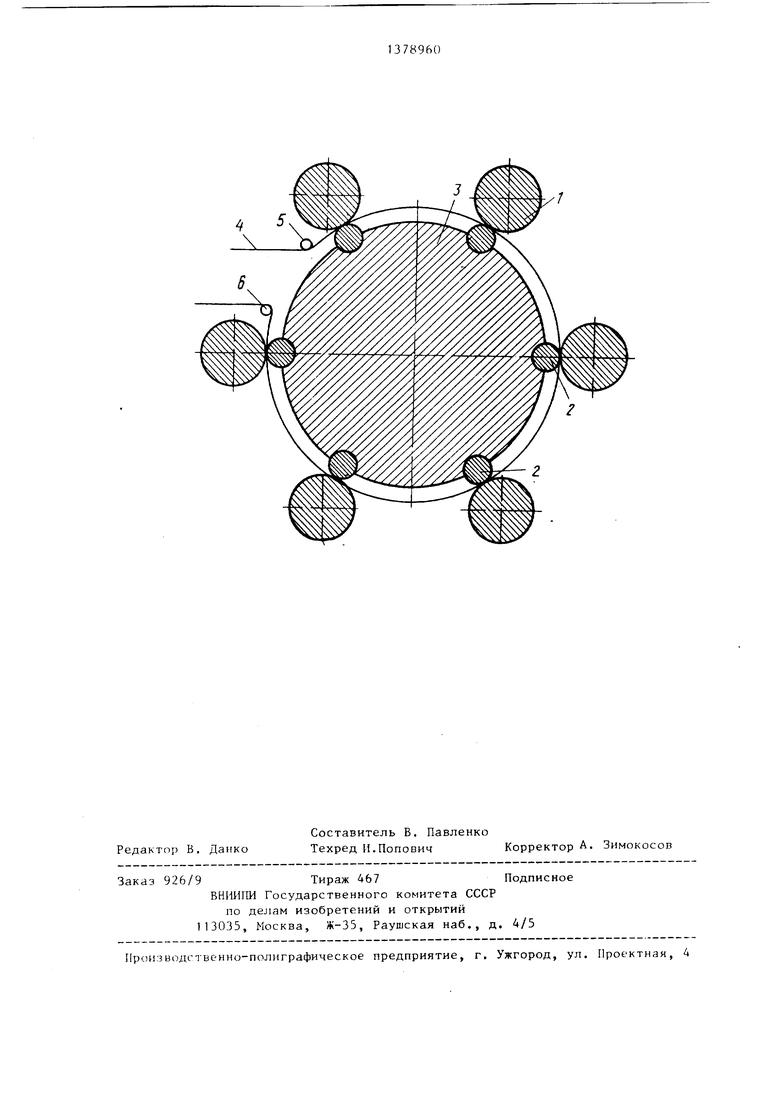
На чертеже показана схема процесса прокатки.
Перед прокаткой устанавливают требуемые начальные зазоры между приводными валками 1 и деформирующими поверхностями 2 центрального деформирующего элемента 3. Заправляют ленту
4 в клеть так, что она охватывает неподвижный элемент. Прокатка ленты осуществляется в нескольких очагах деформации, при этом полоса между ними не соприкасается с элементом 3. Ролики 5 и 6 служат для направления ПО/1ОСЫ в клеть и из клети.
Упрощение процесса регулирования, управления и настройки по сравнению с известным способом заключается в том, что его можно вести последовательно в каждом очаге деформации при входе в него переднего конца полосы. При этом настроечное воздействие в данном очаге деформации влияет на
0
5
са имеет меньшую разнотолщинность и лучшую форму. Складкообразование ленты в стабильных скоростных условиях становится маловероятным.
Приме р. Ленту из стали 08кп толщиной 0,5 мм, шириной 100 мм прокатывали в клети, имеющей шесть очагов деформации. Диаметр рабочих валков 100 мм гДиаметр деформирующей поверхности неподвижного элемента 40 мм. Суммарное обжатие составляло 80%. Обжатия по очагам деформации 18,00; 19,51; 24,24; 28,00; 27,78 и 23,07%. Скорость выхода металла из последнего очага деформации 1 м/с. Натяжения поддерживались равными 0,1-0,15 в долях предела текучести.
t
Использование предлагаемого способа позволяет значительно стабилизировать процесс прокатки, что способствует повышению качества производимой ленты.
Формула изобретения
Способ прокатки лент, включающий одновременную деформацию полосы в
| название | год | авторы | номер документа |
|---|---|---|---|
| Клеть для прокатки полосы | 1989 |
|
SU1643129A1 |
| СТАН ХОЛОДНОЙ ПРОКАТКИ ПОЛОС | 2007 |
|
RU2351414C1 |
| СПОСОБ ГОРЯЧЕЙ МНОГОПРОХОДНОЙ ПРОКАТКИ РЕССОРНЫХ ПОЛОС | 2013 |
|
RU2532186C1 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ ТОНКИХ ПОЛОС НА ШИРОКОПОЛОСНОМ СТАНЕ | 2014 |
|
RU2578328C2 |
| Способ прокатки полос на непрерывном прокатном стане | 1989 |
|
SU1650287A1 |
| СПОСОБ ХОЛОДНОЙ ПРОКАТКИ УГЛЕРОДИСТОЙ ПОЛОСОВОЙ СТАЛИ И СТАН ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2354465C1 |
| Способ прокатки полос и стан для прокатки полос | 1985 |
|
SU1321491A1 |
| Способ прокатки полосы на многоклетьевом стане с неподвижными деформирующими элементами | 1988 |
|
SU1556776A1 |
| УНИВЕРСАЛЬНЫЙ СТАН ПЛЮЩИЛЬНО-ВОЛОЧИЛЬНО-ПРОКАТНЫЙ | 2001 |
|
RU2242301C2 |
| ПРОКАТНАЯ КЛЕТЬ | 1998 |
|
RU2138346C1 |
Изобретение относится к обработке металлов давлением и может быть использовано при прокатке лент.Цель изобретения - упрощение настройки, регулирования и управления процессом прокатки. Согласно изобретению,прокатку ленты осуществляют в нескольких очагах деформации, которые образованы неподвижным центральным деформирующим элементом и расположенными вокруг него приводными роликами. При этом лента прокатывается с охватом центрального элемента и между очагами деформации не соприкасается с ним. Упрощение процесса регулирования, управления и настройки заключается в том, что его можно вести последовательно в каждом очаге деформации. При этом настроечное воздействие в данном очаге деформации влияет на соседний только через натяжение полосы. 1 ил. (Л
предыдущий только через натяжение по-зо нескольких очагах деформации между
общим центральным деформирующим эле ментом и расположенными вокруг него приводными валками, с охватом центрального деформирующего элемента, отличающийся тем, что, целью упрощения настройки, регулиро вания и управления процессом прокат ки, прокатку осуществляют при непод вижном центральном элементе в отсут ствие контакта полосы с этим элемен том между очагами деформации.
лосы.
Процесс установившейся прокатки по предлагаемому способу отличается стабильностью, большей эффективностью возможных регулирую1цих воздействий, так как отсутствует вредное взаимодействие параметров всех очагов деформации через центральный деформирующий элемент, характерное для известного способа. В результате качество производимого проката повьш1ается - полонескольких очагах деформации между
общим центральным деформирующим элементом и расположенными вокруг него приводными валками, с охватом центрального деформирующего элемента, отличающийся тем, что, с целью упрощения настройки, регулирования и управления процессом прокатки, прокатку осуществляют при неподвижном центральном элементе в отсутствие контакта полосы с этим элементом между очагами деформации.
| Способ получения на волокне оливково-зеленой окраски путем образования никелевого лака азокрасителя | 1920 |
|
SU57A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| 1972 |
|
SU414007A1 | |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
