00
00
со со
Изобретение относится к автоматизации листовой штамповки и может быть использовано при изготовлении из рулонной электротехнической стали пластин магнитопро- волов.
Цель изобретения - расширение технологических возможностей за счет повышения качества укладки и обеспечения возможности автоматизации переналадки.
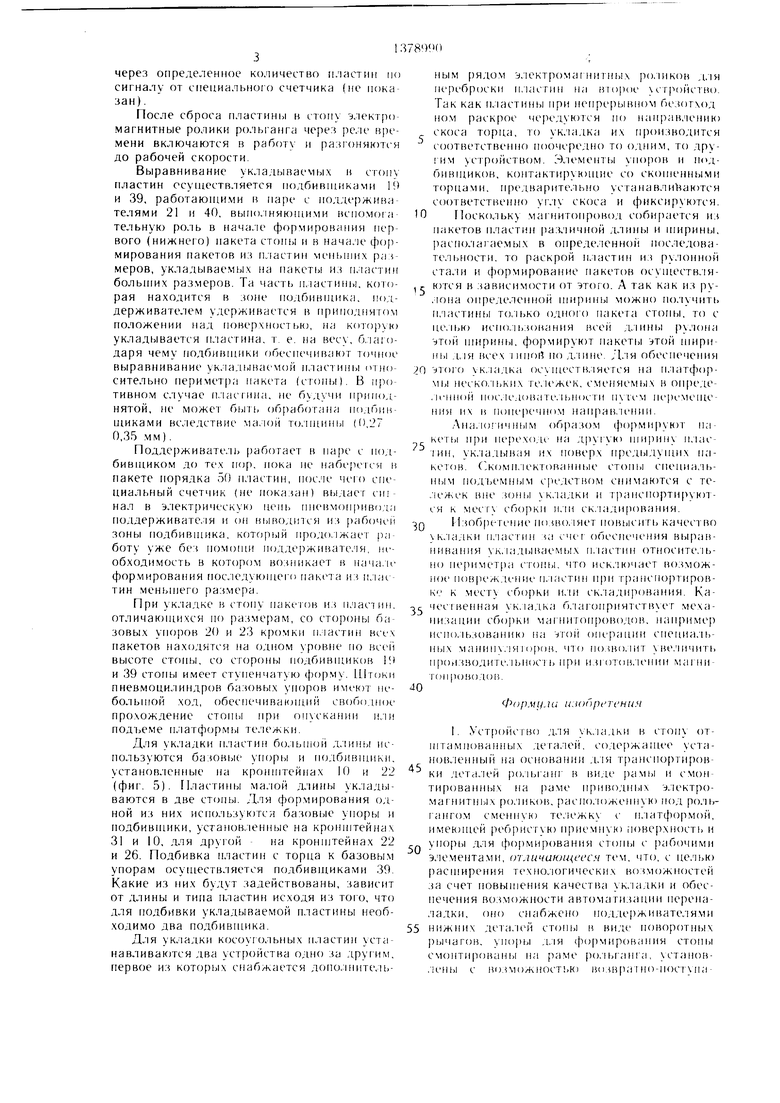
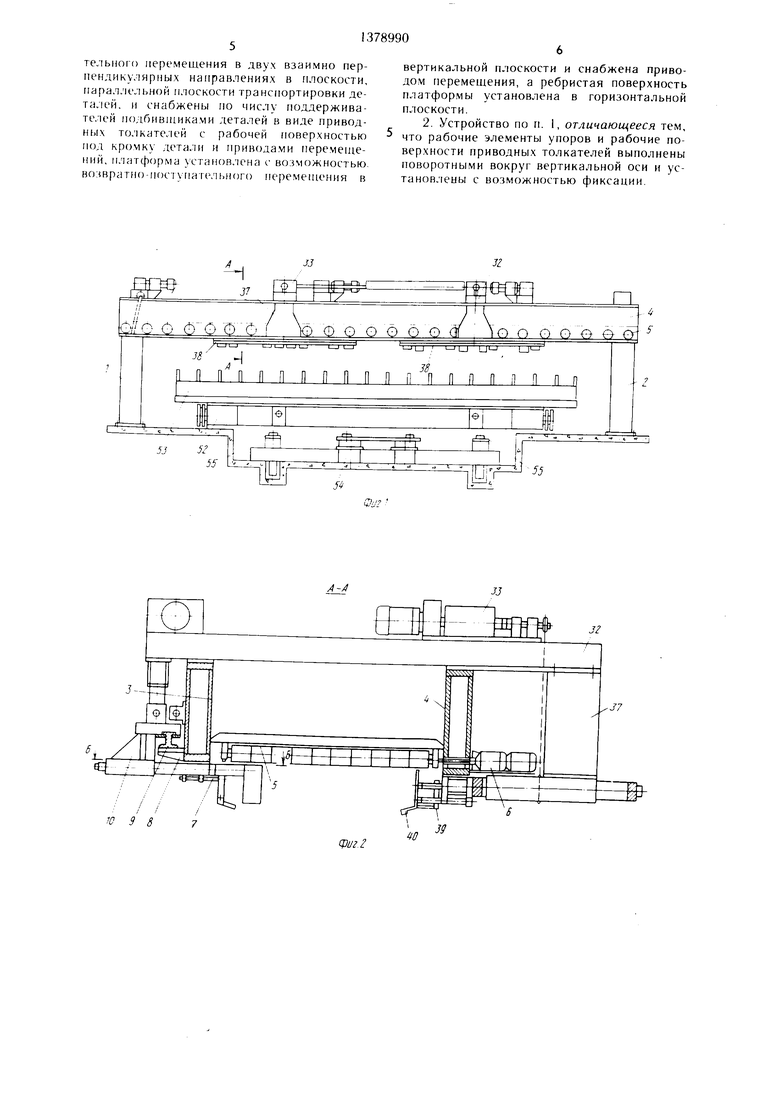
На фиг. 1 изображено устройство для укладки в стопу пластин магнитопровода, вид сбоку: на фиг. 2 - сечение А-А на фиг. I; на фиг. 3 - сечение Б-Б на фиг. 2; на фиг.4 - сечение В-В на фиг. 3; на фиг. 5 - кинематическая схема устройства.
Устройство для укладки в стопу отштампованных деталей, в частности пластин маг- нитопроводов, содержит рольганг для транспортировки пластин к месту укладки, выполненный в виде рамы, состоящей из стоек I и 2, на которых расположены продольные балки 3 и 4, несушие электромагнитные ролики 5, установленные с интервалом и снабженные индивидуальными приводами 6 (фиг. 5).
Для обеспечения ориентированного поло- Кения траиспортируе.мой пластины электромагнитные ролики 5 снабжены базовыми роликами 7 и установлены наклонно относите. ь но оси подачи.
На балке 3, на кронштейнах 8, закреплена направляющая 9, на которой смонтирован крон1птейн 10, подвижный от привода I 1 (фиг. 5) с помошью звездочек 12 и 13, винта 14 и гайки 15. На кронштейне 10 закреплены пневмоцилиндры 16- 18 (фиг. 3), штоки которых соответственно несут подбивш.ик 19, воздействующий на кромку укладывае.мой пластины, базовый упор 20 и поддерживатель 21 нижних пластин формируемого пакета для обеспечения подбивки к упорам начальных пластин пакета. В конце балки 3 жестко закреплен кронштейн 22, на которо.м установлены два пнев.моцилиндра (не показаны), аналогичные пневмоцилиндру 17. На П1токе одного из цилиндров размешен задний базовый упор 23 (фиг. 5), на штоке другого цилиндра - боковой базовый упор аналогичный упору 20, установленному на кронштейне К).
Для укладки косоугольных пластин контактирующие с торцами пластины элементы переднего подбивщика 19 и заднего базо- вог о упора 23 выполнены поворотными (фиг. 3), с возможностью фиксации в тре- буемо.м положении.
На передвижной от привода 24 (фиг. 5) ра.ме 25 смонтирован кронштейн 26 с воз.мож- ностью возвратно-поступательного пере.ме- от пневмоцилиндра 27 по направ- ляющи.м 28 перпендикулярно оси устройства. На кронштейне 26 так же, как на кронщтей- не 10, размещены базовый упор, подбивщик и поддерживатель нижних пластин формируемых пакетов такой же конструкции. На передвижной от привода 29 раме 30 смонтирован кронштейн 31, установленный, 5 как и кронщтейн 26, от такого же пневмоцилиндра и по таким же направляющим с возможностью возвратно-поступательного перемещения перпендикуляно оси устройства. На кронштейне 31 установлены такие же
,. базовые упоры, как на кронштейне 22.
На поперечной балке 32 смонтирован привод 33, который через звездочки 34 посредством винтов 35 по направляющим 36, закрепленным в корпусе 37, неподвижным относительно продольных балок 3 и 4, необхо5 ДИМ для перемещения рам 38, несущих под- бивщики 39 и поддерживатели 40 нижних пластин, установленные на штоках пневмо- цилиндров. Для перемещения второй рамы 38 дополнительно установлены шестерни 41 и 42, а также вал 43.
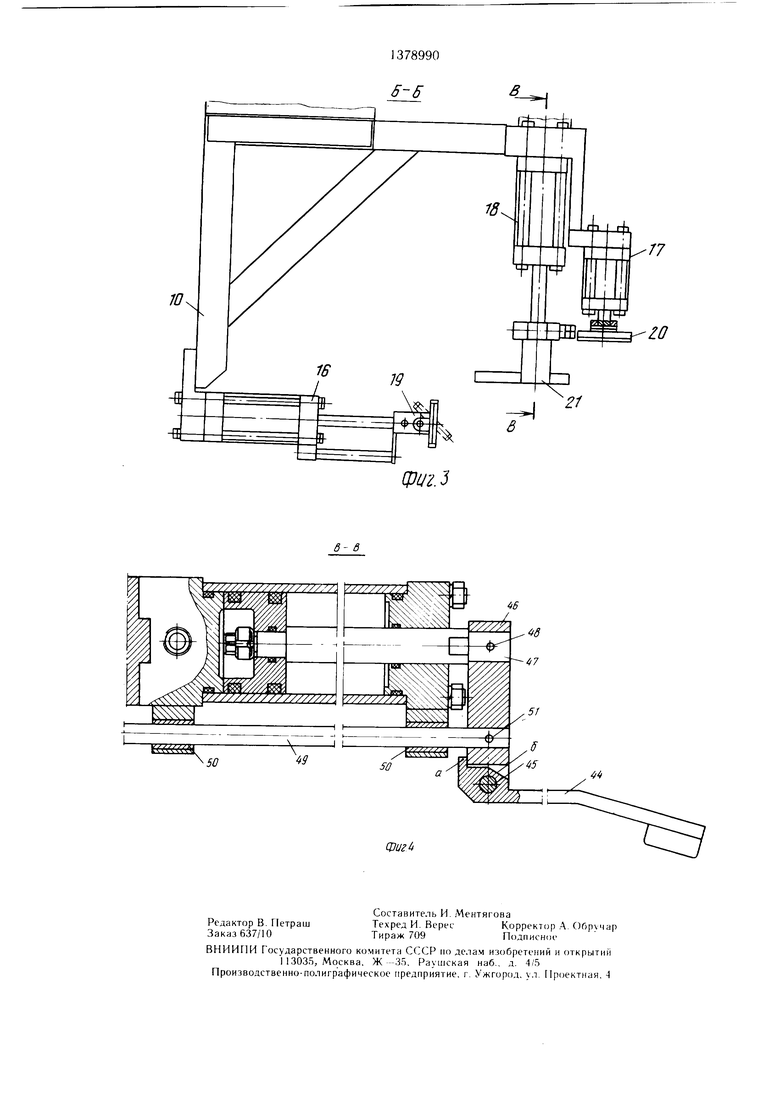
Поддерживатели 21 и 40 выполнены конструктивно одинаково и состоят из рычага 44 (фиг. 4), свободно поворачивающегося вокруг оси 45, закрепленной в планке 46. На рычаге 44 имеется выступ а, ограничиваю5 П1ИЙ поворот рычага под действием собственного веса, и скос б, дающий возможность поворачиваться рычагу в вертикальной плоскости. Планка 46 закреплена на штоке 47 гшевмоцилиндра с помощью штифта 48. Для фиксации поворота штока 47 служит
0 штанга 49, подвижно установленная во втулках 50 и жестко связанная с планкой 46 посредством штифта 51. Для накопления пластин в стопы, транспортировки стоп из рабочей зоны устройство снабжено с.менными тележками 52 (фиг. 1) с ребристой платфор5 мой 53, установленной с возможностью вертикального перемещения под упорами с помошью привода 54 и подвижных штанг 55. Устройство работает следующим образом.
- Электромагнитные ролики 5 рольганга транспортируют из зоны раскроя пластину в зону укладки, ограниченную базовыми упорами 20 и 23 и подбивщиками 19 и 39 (фиг. 5). В зону ук тадки пластика подходит со скоростью, снижающейся равнозамедлен5 но с 6,0 до 0,6 м/с. Снижение скорости ществляется по сигналу датчика (не показан), расположенного на пути движения пластины перед зОной укладки.
В зоне укладки на пути движения пластины расположен второй датчик (не пока0 зан), по сигналу которого электромагниты роликов в момент наименьщей их скорости отключаются и отпускают пластину, которая свободно падает в стопу на платформе 53 тележки 52 и выравнивается подбивщиками 19 и 39. Высота падения пластины поддерживается порядка 100 мм. Постоянство высоты падения пластины выдерживается за счет автоматически опускающейся платформы 53
3
через определенное количестЕю п.члстин но сигналу от специального счетчика (не показан) .
После сброса нластины в стопу электромагнитные ролики рольганга через реле яре- мени включаются в работу и разгоняются до рабочей скорости.
Выравнивание укладыЕ ае 1ЫХ в стопу пластин осуп1ествляется подбивпшкамп 19 и 39, работаюн1ими в паре с поддержпва- телями 21 и 40, выпо,1няю1пими Bciiovioia тельную роль в начале формирования первого (нижнег о) пакета стоШ) и в начале формирования пакетов из пластин меньших размеров, укладываемых на пакеть из п;1астпи больптх размеров. Та часть пласти1и 1, которая находится в зоне подбивпижа, иод- держивателем удерживается в при11од |ято 1 положении над поверхностью, )ia которую укладывается п:1астина, т. е. на вес, 6.iaro- даря чему подбивп1пки обеспечивают точное выравнивание ук, 1адьпи1смой пластины пт)(о- сительно неримет()а пакета (стопыI. В противном случае п.ласгппа, не будучи приподнятой, не может быгь об)аботапа подбп - П1иками вследствие ма.юй то, 11цины (0.27 0,35 мм).
Поддерживате.т) )аботает в па)е с под- бивщиком до тех пор, пока пе паберегси и пакете порядка 50 пластин, после чею специальный счетчик ()ie показан) выдает cni- пал в э.чектрическую пепь ппевмоп)пвода гюддерживате,1я и он (илводтся из )абочсй зоны подбивпажа, котг)рый продо.1жает ра боту уже без noMoinn поддержпвате.чя, ие- об.ходимость в котором возникает в иача,1с фор.мирования последую1пего пакета из n;iat тин меньп1его размера.
При ук.чадке и стопу пакетов из пластин. отличающихся по разме)ам, со стороны базовых упоров 20 и 23 кромки пластин всех пакетов паходятся па одном ур(.)вне по вс(ч1 высоте CTfiiibi, со сгороны подбивпижов 1) и 39 стопы имеет ступенчатую фор.му. LLlTcjKn пиевмоцилиндров базовых упоров имеют пс- больнюй .ход, обеспечиваклпий свободное прохождение CTOIII I при опхскаппп и.пи гичатформы тележки.
Для укладки пластин бо;1ыиой д,тины используются базов1 1( и подбивщикп, установленные па крон1птейпа.х 10 и 22 (фиг. 5). Пластины ма,той д.чины ук,:1ады- ваются в две стопы. Для фор.мирования одной из них используются базов1)1е упоры и подбивп1ики, устаповленные на крони1тейнах 31 и 10, для другой на кронн1тейнах 22 и 26. Подбивка пластин с торна к базовым упорам осуществляется подбивпхиками 39. Какие из них будут задействованы, зависит от длины и типа пластин исходя из тогч.), что для подбивки укладываемой пластины необходимо два подбивпажа.
Для укладки косоугольных пластин устанавливаются два устройства одпо за друг им, первое из кото)ьгх снабжается допо.чпитель378990
15
5
ным рядом электромагнитных р(),1иков для переброски нластпп па второе устройство. Так как п,1астины при пепре)ывпом безогход но.м раскрое черед ются по направлению скоса торца, то ук, 1адка их производится соответственно поочередно то одним, то другим устройством. Элементы уноров и нод- бивпижов, контактирчк)П1пе со скон1енными торнами, предварите, 1ьно устанавливаются соответственно углу скоса и фиксир К)тся. 10 Поскольку .магнитонровод соби|)ается из пакетов пластин различной длины и нгирины, 1)аспола1 ае.мых в опреде,генной последова- те,пьпостп, то раскрой пластин из ру,тонной ста,ти и формирование пакетов осугнествля- ются в .зависимости от этого. А так как из рулона определенной нгиринг г можно по, |учить пластин)Г TO. ibKO одного паке га стопы, то с 1ге,Н)Ю пспо, |ьзования Bceir д,1ИН1) ру,ч()на этой 1ггпри(гы, формируют пакеты этой гппри- для всех nirrof по д.тппе. Д,тя обеспечепия этого ук.тадка ос гпеств,:1яегся па ггпатфор- 1Ы песко.тг,кггх ге,1ежек, сменяемых и он|)еде- .тгпной нос,гсдовате,Г1)1гости перемещения их и поперс чпом паправ.тс нпп.
Лпа.гог ПЧНГ1ГМ образом (jiociMniiyKJT па- кет1,1 при не)еходе па ) игпрпги n,iac- гин, ук,-|адывая их гговер.х ггредг гчунигх пакетов, (жомп.гектованные стопг г спеппаль- Н1)1м подьемнг гм с|н дстги)м спимаются с те- . К жек вне .)Г к, гадки и транспортирунп- ся к месг сборки 1г,ги ск. гади)овагния. .JQ Пзоб|)егепие по.во,гяет noiibrcnri) качесп во к, гадки п. гастгггг за счег обеспечения выраг - ниваггггя укладьнкк мьгх п.гастин относите,1Ь- гго не)имет)а i Torn,i, что иск, гючает возможное .тепие п,1астин при транспортировке к месту сборки и,ги ск, гадирования. Качественная укладка б,та1члгриятств ег меха- ни.запии сборки маггпггогг)ов()дов, на11риме) исгг(),1ьзованию па этогг операпии спепиа, н)ГХ манипу. 1Я: о)ов. что 11о.во,гит увеличить .зводите,тьность ггрп изготов.тении магниТ ОПрОВОДОГ. 0
Формула ii:i npt TeHU.4
I. Устройство д,тя ук.тадки в стону от- гптамггованггьгх дета,те11. соде)жап1ее уста- нов,генньн1 на основании д,гя т)анспортп)ов- ки дета,тей ю.тьгаггг в виде рам1)Г и смон- тированн1 гх на |1а.ме |грги одных э,гектро- магнитнг х ро,тиков, рас1го,тожегн1 ю ггод ролЕ.- rairroM смсЕгнук) тележкх с гглатформой, пмеюгпей ребрггстую прпемпую пове)хностГ) и угго)Е)1 для фо)мирования стогн, с рабочими э, ге.мента.ми, (плишающееся тем, что, с не,тьк) рас1Е ирения техно.тогическп.х возможностей за счет Еювыпгения качества ук,тадки и обес- ггечения возможности автоматпзапии перепа- .чадкп, оно снабжено п()дде)живателя.ми 5 ПИЖ1ГИХ дета,т( стогг| к виде иоворотнЕ гх рг 1чагов, )ы д.тя (}ю)мирования стоггы смонтпрован1 1 па раме ро,тЕ,ганга, хстанов- , 1енГ)1 с В1).шожностью Bo.irifia г (го-ностлтга5
5
0
тельного перемещения в двух взаимно перпендикулярных направлениях в плоскости, парал.чельной плоскости транспортировки деталей, и снабжены по числу поддержива- телей подбившиками деталей в виде приводных толкателей с рабочей поверхностью под кромку детали и приводами перемещений, платформа установлена с возможностью, во.чвратпо-пс)сту 1ате/11 н()г() перемеп1епия в
вертикальной плоскости и снабжена приводом перемещения, а ребристая поверхность платформы установлена в горизонтальной плоскости.
2. Устройство по п. 1, отличающееся тем, что рабочие элементы упоров и рабочие поверхности приводных толкателей выполнены поворотными вокруг вертикальной оси и установлены с возможностью фиксации.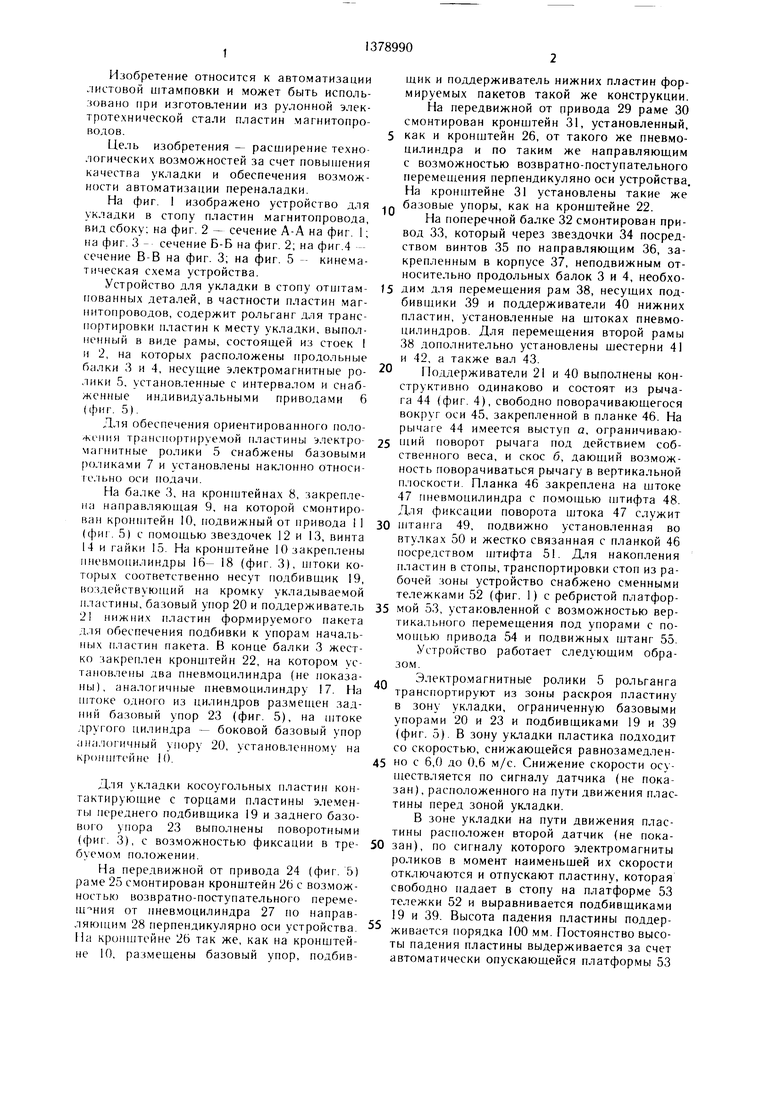
| название | год | авторы | номер документа |
|---|---|---|---|
| АВТОМАТИЧЕСКИЙ УКЛАДЧИК СТАЛЬНЫХ ХОЛОДНОГНУТЫХ ПРОФИЛЕЙ ТИПА П И С | 2024 |
|
RU2828529C1 |
| Агрегат для резки листового проката | 1982 |
|
SU1046043A1 |
| Автомат для сборки пакетов магнитопроводов электрических машин | 1988 |
|
SU1534645A1 |
| Способ отделения верхнего листа от стопы и подачи его в зону обработки и устройство для его осуществления | 1986 |
|
SU1375388A1 |
| Устройство для укладки изделий в тару | 1982 |
|
SU1154150A1 |
| Устройство для поддержки листа при резке на ножницах | 1980 |
|
SU893422A1 |
| Устройство для поштучной подачи листа из пакета | 1989 |
|
SU1831400A3 |
| Автоматическое загрузочное устройство | 1984 |
|
SU1220783A1 |
| Автоматический укладчик листов полированной жести в стопуза дрессировочным станом | 1954 |
|
SU98976A1 |
| Станок для правки пластин | 1989 |
|
SU1706761A1 |
Изобретение относится к средствам автоматизации листовой шта.мповки и может быть использовано при из1-отовлении из рулонной электротехнической ста.чи пластин магнитопроводов. Целью изобретения является расширение технологических возможностей за счет повышения качества укладки и обеспечения возможности автоматизации нереналадки. Электромагнитные ролики 5 транспортируют из зоны штамновки деталь пластину в зону ук.падки, ограниченную унорами 20 и 23 и гюдбивпшка- ми 19 и 39. Электромагниты роликов от- к.чючаются и отпускают пластину, которая падает в стопу и выравнивается подбивщи- ками 19 и 39, работающими в паре с под- .черживателями 21 и 40 для формирования нижней части стопы из-за малой толщины ук- .ладываемых нластин, Находянгаяся в зоне подбившика часть пластины удерживается юддерживателем в нринодпятом положении над поверхностью, на которую ук.чадывают- ся пластины. Бла1 одаря зтому обеспечивается точное выравнивание последних относительно периметра стопы. I з. п, ф-лы, 5 ил. S (Л
Х-/
7/7 .
ю
6-5
21
CpUl3
6
в
Фиг
| Entwurl zur Programm gesteuerten Schragschnittanfage | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
