У///////////////////////////////У/////////А
/ : 5/
3
/
х у-:
/
/////////////////У/////////А
00
СО
со
Х
Фиг.1
8
/
/
Изобретение относится к металлообработке и может быть использовано при закреплении деталей типа гильз.
Цель изобретения -- повышение точности закрепления посредством обеспечения равномерного распределения усилий закрепления.
На фиг. 1 представлена разжимная оправка, продольный разрез; на фиг. 2 - уп- ругодеформируемый элемент в свободном сотовления упругодеформируемого элемента 7 используют полиуретан.
Оправка работает следующим образом.
Путем вворачивания нажимного винта с 6 передают усилие на упругодеформируе- мый элемент 7. При этом в последнем возникают изгибающие усилия, направленные вдоль линий, соединяющих центры 9 перемычек а и ось упругодеформируемого элемента 7. Так как поверхности перемычек а
стоянии; на фиг. 3 сечение А А на фиг. 2. Ю представляют собой винтовую поверхность. Оправка состоит из корпуса 1 с тонко-изгибающие усилия распределяются вдоль
стенной рабочей частью 2, нажимных втулок 3 и 4, опорной втулки 5 и нажимного винта 6, а также упругодеформируемого элемента 7. На поверхности послед- .
него выполнены сквозные прорези 8, расположенные друг от дру|-а, например, на равном расстоянии и образующие между собой в ряду равные перемычки а, смещенные друг от друга вдоль оси упругодеформируемого элемента 7 из условия образования 20 пропорциональна приложенному усилию, винтовой поверхности. Прорези 8 выполненыТаким образом, при посадке на тонкошириною 2 - 3 мм
тонкостенной рабочей части 2 по винтовой линии, причем центры кривизны изгибов перемычек а лежит на винтовой поверхности. В рабочем состоянии поперечный габаритный размер оправки увеличивается за счет общей винтовой деформации прямолинейной тонкостенной рабочей части 2 корпуса 1, причем эта деформация носит равномерный по длине характер, а величина деформации
Величина перемычки а выбирается либо расчетным путем, либо опытным из расчета обеспечения равномерной деформации ослабленного участка поверхности упругоде- формируемого элемента 7 и обеспечения его максимальной площади, взаимодействующей с внутренней поверхностью тонкостенной рабочей части 2 корпуса 1.
Шаг ti винтовой 11ове).ности перемычек а выбирают из расчета, что на (длине) щирине закрепляемой детали винтовая но- верхность делает два полных оборота, что соответствует оптимальному варианту крепления дета.чи на оправке и ее центрированию. В качестве материала для изго30
стенную рабочую часть 2 корпуса 1 детали она оказывается равомерно зажатой по всей длине.
Формула изобретения
Разжимная оправка, в корпусе которой расположены упругодеформируемый элемент, опорная и нажимная втулки, отличающаяся тем, что, с целью повышения точности закрепления, на поверхности упругодеформируемого элемента выполнены сквозные прорези, образующие между собой равные перемычки, смещенные одна относительно другой в осевом направлении из условия образования винтовой поверхности.
товления упругодеформируемого элемента 7 используют полиуретан.
Оправка работает следующим образом.
Путем вворачивания нажимного винта 6 передают усилие на упругодеформируе- мый элемент 7. При этом в последнем возникают изгибающие усилия, направленные вдоль линий, соединяющих центры 9 перемычек а и ось упругодеформируемого элемента 7. Так как поверхности перемычек а
представляют собой винтовую поверхность. изгибающие усилия распределяются вдоль
представляют собой винтовую поверхность. изгибающие усилия распределяются вдоль
пропорциональна приложенному усилию, Таким образом, при посадке на тонкотонкостенной рабочей части 2 по винтовой линии, причем центры кривизны изгибов перемычек а лежит на винтовой поверхности. В рабочем состоянии поперечный габаритный размер оправки увеличивается за счет общей винтовой деформации прямолинейной тонкостенной рабочей части 2 корпуса 1, причем эта деформация носит равномерный по длине характер, а величина деформации
0
стенную рабочую часть 2 корпуса 1 детали она оказывается равомерно зажатой по всей длине.
Формула изобретения
Разжимная оправка, в корпусе которой расположены упругодеформируемый элемент, опорная и нажимная втулки, отличающаяся тем, что, с целью повышения точности закрепления, на поверхности упругодеформируемого элемента выполнены сквозные прорези, образующие между собой равные перемычки, смещенные одна относительно другой в осевом направлении из условия образования винтовой поверхности.
А-А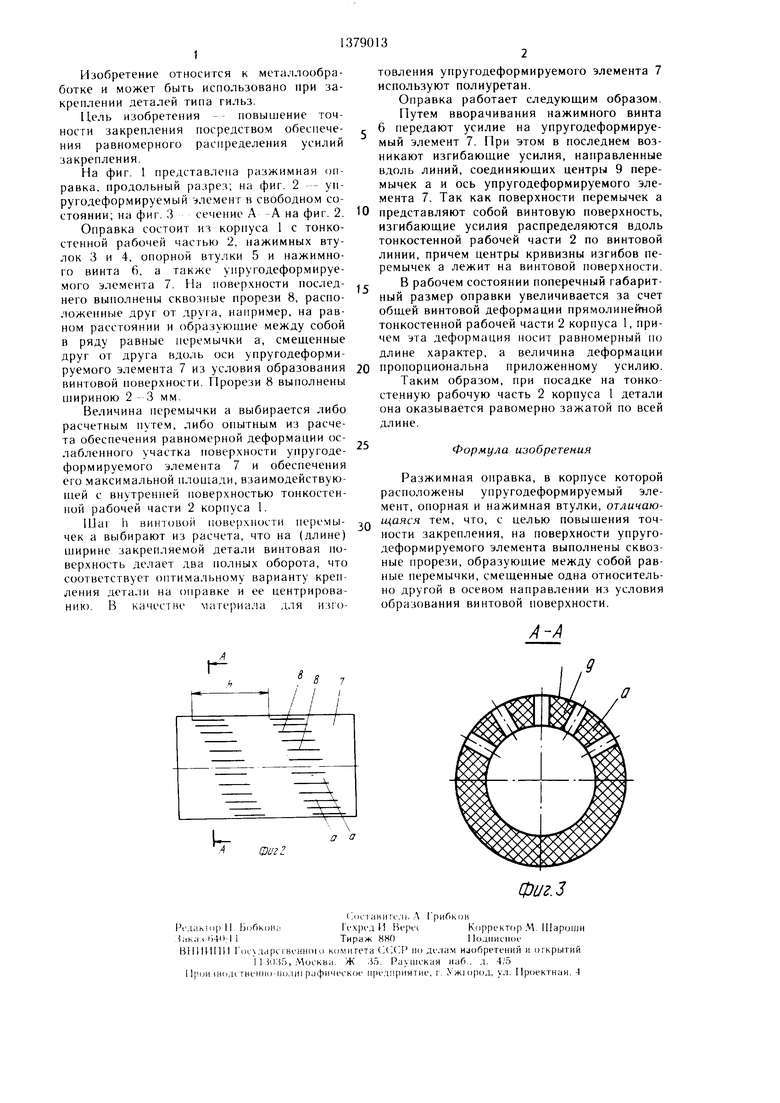
| название | год | авторы | номер документа |
|---|---|---|---|
| Разжимная оправка | 1979 |
|
SU831402A1 |
| Устройство для автоматической подналадки резца | 1972 |
|
SU441110A1 |
| Разжимная оправка | 1989 |
|
SU1627339A1 |
| Устройство для испытания кольцевого образца на растяжение | 1988 |
|
SU1647343A1 |
| Зажимное устройство | 1989 |
|
SU1653906A1 |
| Разжимная оправка | 1986 |
|
SU1313581A1 |
| Устройство для автоматической подналадки резца и его отвода от обработанной поверхности | 1960 |
|
SU132030A1 |
| Устройство для автоматической подналадки резца | 1974 |
|
SU516471A1 |
| Натекатель | 1988 |
|
SU1566155A1 |
| Увеличитель сцепного веса тягача тракторного поезда | 1987 |
|
SU1439018A1 |
Изобретение относится к области металлообработки и может быть использовано при закреплении деталей тина гильз. Цель изобретения - повышение точности закрепления посредством обеспечения равномерного распределения усилий закрепления. В корпусе 1 с тонкостенной рабочей частью 2 установлены нажимные втулки 3, 4, опорная втулка 5, нажимной винт 6 и упругодеформи- руемый элемент 7. На поверхности упруго- деформируемого элемента 7 выполнены сквозные прорези 8, расположенные друг от друга на равном расстоянии и образующие между собой равные перемычки а, смещенные друг относительно друга вдоль оси упругодефор- мируемого элемента 7 из условия образования винтовой поверхности. При вворачивании нажимного винта 6 в упругодеформи- руемом элементе 7 возникают деформации, разжимающие рабочую часть 2 оправки и закрепляющие деталь. 3 ил. (О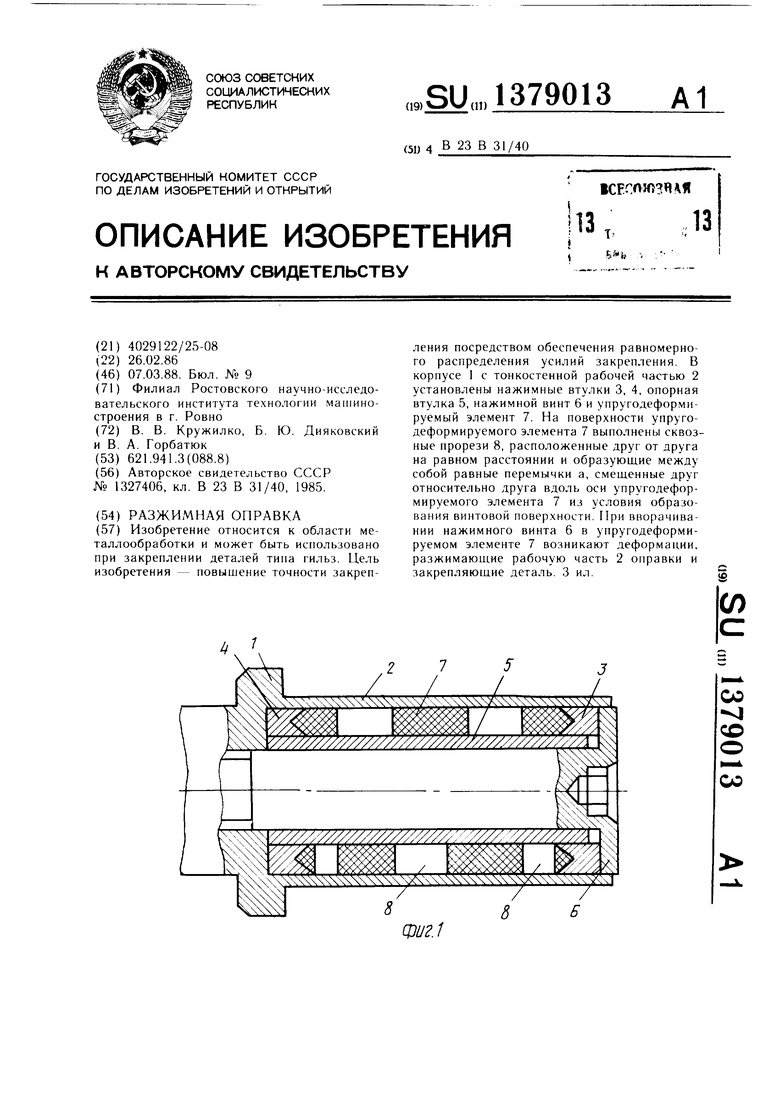
Фи21
а
| Авторское свидетельство СССР № 1327406, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
