00
со
Изобретение относится к машиностроению и может быть использовано ц.ля обработки ферезованием конических отверстий в корпусных: деталях сложной конфигурации.
Цель изобретения - расширение технологических возможностей за счет обработки конических отверстий в деталях, вращение которых создает технологические трудности.
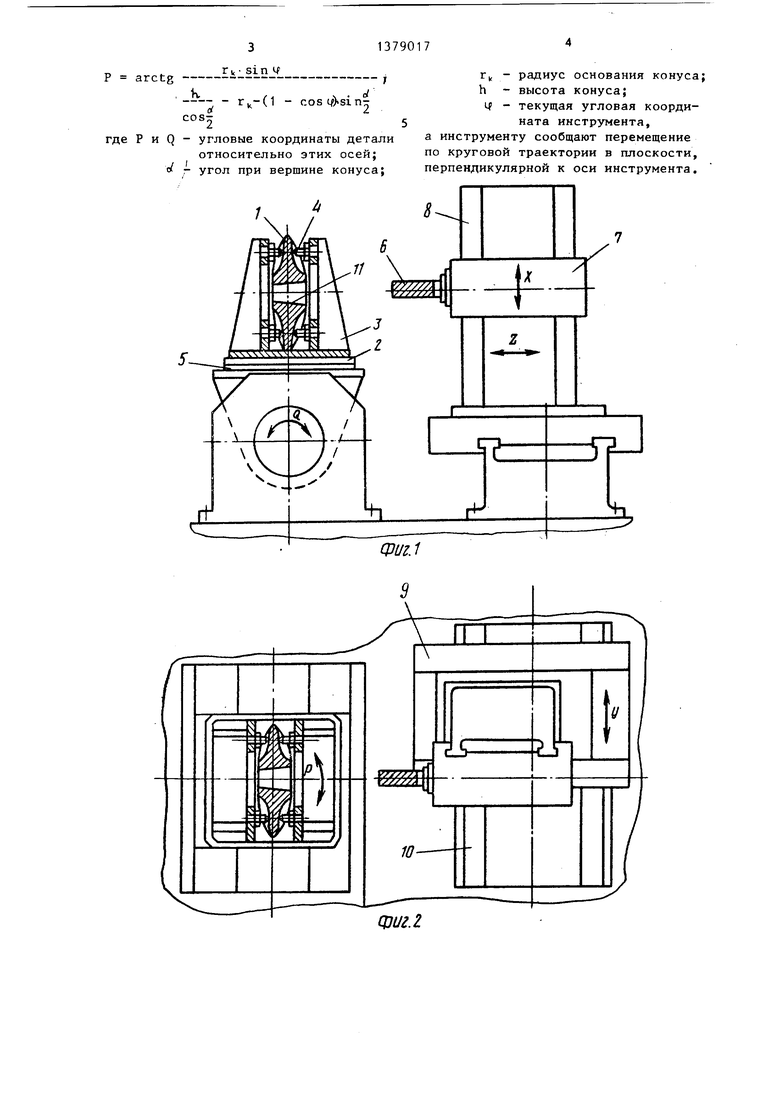
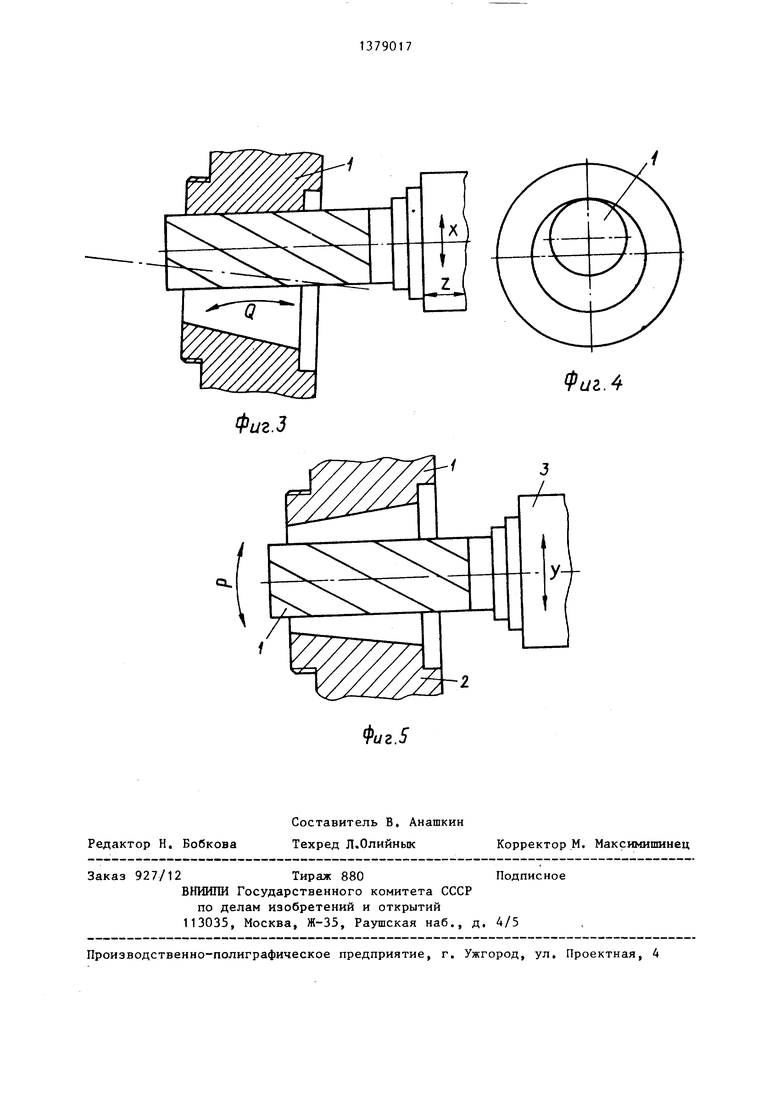
На фиг, 1 изображена схема установки детали, в частности гребного винта, на станке для фрезерования конического отверстия, общий вид; на фиг, 2 - то же, вид сверху; на фиг, 3 - относительное положение фрезы и детали при фрезеровании конического отверстия, общий вид; на фиг, 4 - то же, вид сбоку; на фиг,5
-
то же, вид сверху.
салась с конической поверхностью отверстия по этим направляющим. Необходимый для этого закон движения:
Q - arctg .
Р arctg
10
X г, (1 - cosv);
Гфр 31П1/,
15
20
где й
Гк h
г фр
V
угол при вершине конуса;
радиус основания конуса;
высота конуса;
радиус фрезы;
текущая угловая координата
фрезы, связанная с временем
t соотношением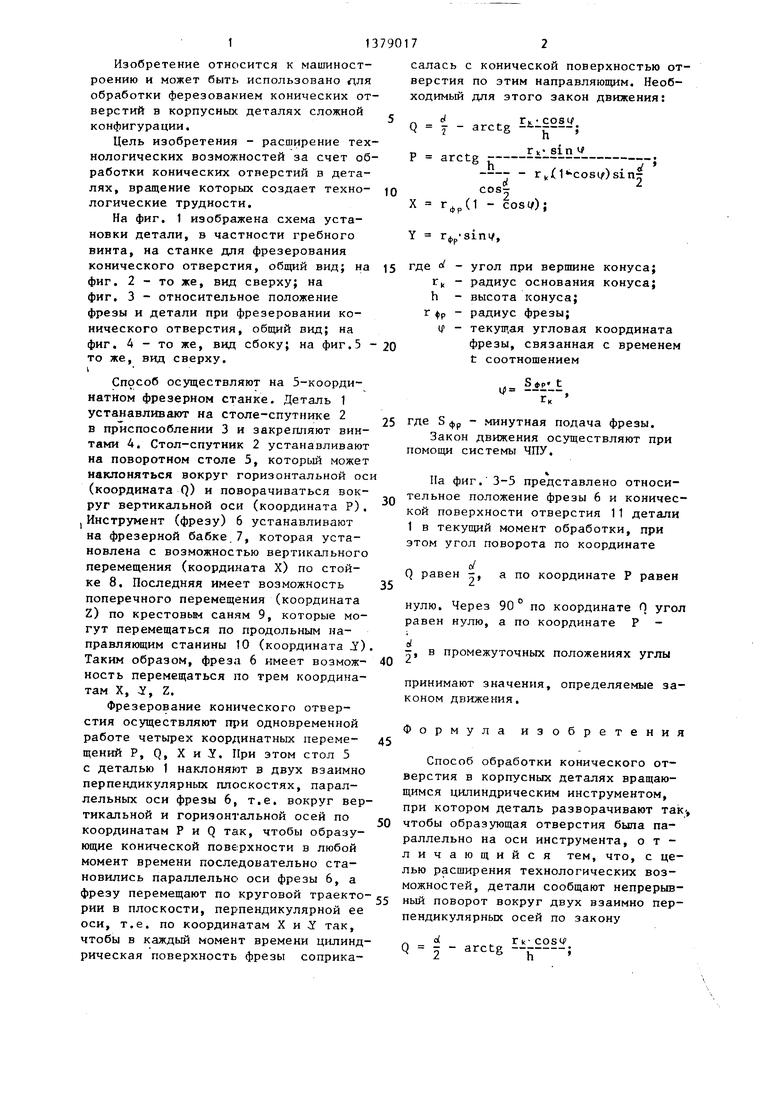
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ нарезания резьбы фрезерованием на станках с ЧПУ | 1986 |
|
SU1389954A1 |
| ВЕРТИКАЛЬНЫЙ ШЛИФОВАЛЬНЫЙ СТАНОК С ЧПУ | 1988 |
|
RU2111845C1 |
| СПОСОБ НАРЕЗАНИЯ ВИНТОВЫХ КАНАВОК С ПЕРЕМЕННЫМ ШАГОМ НА ФРЕЗЕРНОМ СТАНКЕ С ЧПУ | 2016 |
|
RU2621200C1 |
| СПОСОБ ОБРАБОТКИ КОНИЧЕСКОЙ ПОВЕРХНОСТИ ДЕТАЛИ | 1992 |
|
RU2071395C1 |
| Способ нарезания конических колес на станках с ЧПУ | 1989 |
|
SU1720815A1 |
| СПОСОБ ФРЕЗЕРОВАНИЯ МНОГОГРАННЫХ ОТВЕРСТИЙ | 1991 |
|
RU2009788C1 |
| СПОСОБ ОБРАБОТКИ ЗУБЬЕВ ЗУБЧАТЫХ КОЛЕС ДИСКОВЫМ ЛЕЗВИЙНЫМ ИНСТРУМЕНТОМ | 2018 |
|
RU2677553C1 |
| ФРЕЗЕРНЫЙ СТАНОК С ЧПУ | 2013 |
|
RU2572111C2 |
| Способ обработки сложных поверхностей | 1986 |
|
SU1393548A1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ДЕТАЛЕЙ НА ФРЕЗЕРНОМ СТАНКЕ С ЧПУ | 2013 |
|
RU2571553C2 |
Изобретение относится к области станкостроения и может быть использовано для фрезерования конических отверстий в корпусных деталях сложной конфигурации. Целью изобретения является расширение технологических возможностей за счет обработки конических отверстий в деталях, вращение которых создает технологические трудности. Детали сообщают непрерьгеный поворот вокруг двух взаимно перпенди- кулярных осей по закону Q (о/. 2) -arctg( i/ h); Р arctg т к V . cos((V 2} - г ( 1 -cosi;)sin(c( : 2)1} , где Р и Q - угловые координаты детали относительно этих осей) е( - угол при вершине конуса, г - радиус основания конуса h - высота конуса, . ip - текущая угловая координата фрезы. Фрезе сообщают перемещение по круговой траектории в плоскости, перпендикулярной оси инструмента. При зтом в любой момент времени образующие конической поверхности последовательно устанавливаются параллельно оси фрезы. 5 ил. е (Л
Способ осуществляют на 5-коорди- натном фрезерном станке. Деталь 1 устанавливают на столе-спутнике 2 в приспособлении 3 и закрепляют винтами Д. Стол-спутник 2 устанавливают на поворотном столе 5, который может наклоняться вокруг горизонтальной ос (координата Q) и поворачиваться вокруг вертикальной оси (координата Р). I Инструмент (фрезу) 6 устанавливают на фрезерной бабке. 7, которая установлена с возможностью вертикального перемещения (координата X) по стойке 8, Последняя имеет возможность поперечного перемещения (координата Z) по крестовьм саням 9, которые могут перемещаться по продольным направляющим станины 10 (координата JY) Таким образом, фреза 6 имеет возможность перемещаться по трем координатам X, У, Z,
Фрезерование конического отверстия осуществляют П1)И одновременной работе четырех координатных перемещений Р, Q, X и У, При этом стол 5 с деталью 1 наклоняют в двух взаимно перпендикулярных плоскостях, параллельных оси фрезы 6, т,е, вокруг вертикальной и горизонтальной осей по координатам Р и Q так, чтобы образующие конической поверхности в любой момент времени последовательно становились параллельно оси фрезы 6, а фрезу перемещают по круговой траектории в плоскости, перпендикулярной ее оси, т.е. по координатам X и так, чтобы в каждый момент времени цилиндрическая поверхность фрезы соприка1
5фр t
где S фр - минутная подача фрезы.
Закон движения осуществляют при помощи системы ЧПУ,
%
Па фиг. 3-5 представлено относительное положение фрезы 6 и конической поверхности отверстия 11 детали 1 в текущий момент обработки, при этом угол поворота по координате
Q равен -, а по координате Р равен
нулю. Через 90° по координате О угол равен нулю, а по координате Р -, в промежуточных положениях углы 40
принимают значения, определяемые законом движения.
Формула изобретения
Способ обработки конического отверстия в корпусных деталях вращающимся цилиндрическим инструментом, при котором деталь разворачивают так-,
чтобы образующая отверстия быпа параллельно на оси инструмента, отличающийся тем, что, с целью расширения технологических возможностей, детали сообщают непрерывный поворот вокруг двух взаимно перпендикулярных осей по закону
а(Tk- COSl
Q 2 - arctg -;
Р arctg
гk- sin Ч
jТу - радиус основания конуса;
h - высота конуса; if - текущая угловая координата инструмента, где Р и Q - угловые координаты детали а инструменту сообщают перемещение
относительно этих осей; г угол при вершине конуса;
- (1 - cosi/ sincf
COS25
W i
по круговой траектории в плоскости, перпендикулярной к оси инструмента.
h - высота конуса; if - текущая угловая координата инструмента, а инструменту сообщают перемещение
по круговой траектории в плоскости, перпендикулярной к оси инструмента.
X
Ф1/г.
фиг. 2
Фиг.З
Фиг.4
Фиг.5
| Терган B.C | |||
| Шлифование на кругло- шлифовальных станках | |||
| - М.: Высшая школа, 1977, с | |||
| Фальцовая черепица | 0 |
|
SU75A1 |
| Способ изготовления звездочек для французской бороны-катка | 1922 |
|
SU46A1 |
