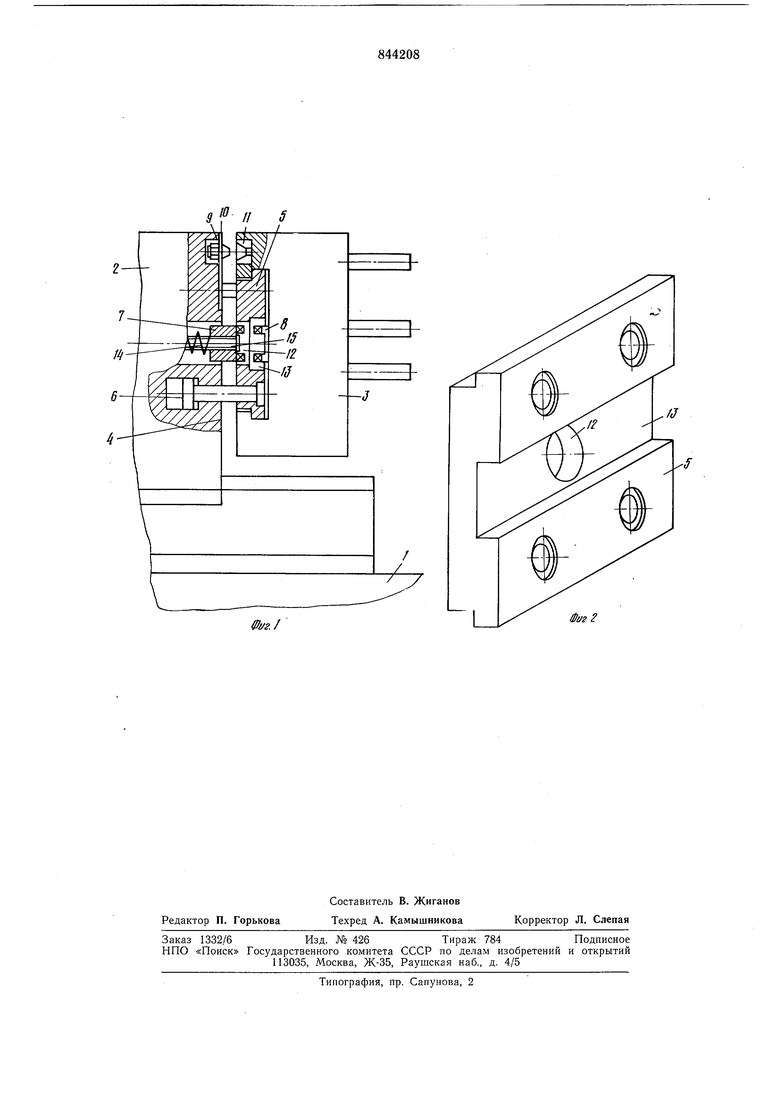
ремещения полумуфты 8 (фиг. 1) при установке коробки 3 на бабке 2. Отверстие 12 и паз 13 совмещены таким образом, что полумуфты 7 и 8 (фиг. 1) при перемещении коробки 3 на бабку 2 устанавливаются друг перед другом. Для обеспечения правильной работы станка (исключения утыкания коробки 3 в фиксаторы 9) ход прпвода- прижима выполнен превышающим величину выступания фиксаторов 9 и высоту зубьев полумуфт 7 и 8.
Станок работает следующим образом. Шпиндельная коробка 3 из магазина (на чертеже не показан) прямолинейным перемещением устанавливается на прижимную планку 5 (фиг. 1) механизма прижима. После срабатывания привода 6 прижима прижимная планка 5 вместе со шпиндельной коробкой 3 перемещается влево (по чертежу) и прижимается к базовой плоскости 4 приводной бабки 2. При этом фиксаторы 9 попадают в фиксирующие втулки 11 шпиндел|5ной коробки 3, производя ее точное фиксирование на приводной бабке 2, и происходит сцепление полумуфт 7 и 8, соединяющих главный привод бабки 2 со шпинделями коробки 3. Для исключения поломок механизма в случае попадания полумуфты 7 и 8 «зуб на зуб служит пружина 14, которая вводит зубья полумуфт в зацепление при начале вращения приводного вала 15.
Таким образом, одним приводом 6 и одним перемещением планки 5 производится прижим, фиксация шпиндельных коробок и включение сцепной муфты. Такое конструктивное исполнение механизмов прижима, фиксации и сцепления муфты главного привода позволяет сократить количество
механизмов в станке, упростить систему управления их работой, снизить трудоемкость их изготовления и повысить надежность работы. Кроме того, сокращается время установки сменяемой коробки на станок, что позволяет увеличить его производительность.
Формула изобретения
Металлорежущий станок с устройством для автоматической смены многошпиндельных инструментальных коробок с базовыми элементами крепления и полумуфтой
сцепления главного движения, перегружаемых при их смене из инструментального магазина в подвижную по направляющим бабку станка, снабженную механизмами фиксации, прижима ее к базовой плоскости,
прижимной планкой и сцепления многошпиндельной коробки с приводом главного движения посредством полумуфты сцепления бабки станка, отличающийся тем, что, с целью упрощения конструкции за счет
осуществления зажима, фиксации и сцепления миогошпиндельной коробки с приводом главного движения от привода ее прижима, прижимная планка механизма прижима выполнена с центральным отверстием
для размещения полумуфты сцепления подвижной бабки станка и со сквозным пазом, совмещенным с центральным отверстием и предназначенным для свободного перемещения полумуфты многошпиндельной коробки при перегрузке последней. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 523784, кл. В 23Q 3/155, 1976.
| название | год | авторы | номер документа |
|---|---|---|---|
| Металлорежущий станок с устройством для автоматической смены многошпиндельных инструментальных коробок | 1985 |
|
SU1238937A1 |
| Металлорежущий станок с устройством для автоматической смены многошпиндельных инструментальных коробок | 1977 |
|
SU659355A1 |
| Металлорежущий станок с устройством для автоматической смены многошпиндельных коробок | 1988 |
|
SU1521552A2 |
| Агрегатный станок с автоматической сменой шпиндельных инструментальных коробок | 1975 |
|
SU602341A1 |
| Агрегатный станок | 1983 |
|
SU1119820A1 |
| Многооперационный станок с автоматической сменой инструмента | 1983 |
|
SU1133799A1 |
| Металлорежущий станок с устройством для автоматической смены многошпиндельных коробок | 1988 |
|
SU1645094A1 |
| Агрегатный станок | 1984 |
|
SU1220716A1 |
| Переналаживаемая автоматическая линия | 1990 |
|
SU1726206A1 |
| Вертикальный многошпиндельный станок | 1990 |
|
SU1722701A1 |