(/.
С
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕЛКОРАЗМЕРНОГО РЕЖУЩЕГО ИНСТРУМЕНТА ИЗ БЫСТРОРЕЖУЩЕЙ СТАЛИ | 2006 |
|
RU2315675C1 |
| СПОСОБ ОБРАБОТКИ ПОВЕРХНОСТЕЙ МЕТАЛЛИЧЕСКИХ ДЕТАЛЕЙ | 2002 |
|
RU2209852C1 |
| СПОСОБ УПРОЧНЕНИЯ ИЗДЕЛИЙ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2078835C1 |
| Способ изготовления изделий с фасонной полостью | 1989 |
|
SU1668004A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ В УСЛОВИЯХ РЕЗОНАНСНЫХ КОЛЕБАНИЙ СТРУКТУРНЫХ ЧАСТИЦ МАТЕРИАЛА | 2002 |
|
RU2246378C2 |
| Способ нанесения твердого антифрикционного покрытия | 2023 |
|
RU2806680C1 |
| СПОСОБ ПОЛУЧЕНИЯ СОПОЛИАМИДОВ | 2020 |
|
RU2767395C1 |
| Способ изготовления строительных изделий | 1990 |
|
SU1776664A1 |
| СПОСОБ СВАРКИ ТРЕНИЕМ С ПЕРЕМЕШИВАНИЕМ С УЛЬТРАЗВУКОВЫМ ВОЗДЕЙСТВИЕМ | 2015 |
|
RU2616313C1 |
| Способ вакуумного замораживания тофу | 2023 |
|
RU2816139C1 |
Изобретение относится к металлургии, конкретнее к термообработке металлов, к обработке в глубоком холоде режущего инструмента. Цель изобретения - снижение длительности обработки инструмента в жидких газах и смесях, расхода охлаждающей среды при одновременном достижении повышения износостойкости инструмента. Способ термообработки представляет собой обработку в глубоком холоде инструмента путем ударного погружения его в жидкую среду с одновременным воздействием на жидкую среду ультразвуковой энергии с диапааоном частот колебаний 15-22 кГц и удельной их интенсивностью в пределах 0,9 - 1,3 кВт/кг массы инструмента. 1 табл.
со
со со го
Со
Изобретение относится к металлурии, а именно к термообработке в глуоком холоде режущего инструмента, в астности к методам его охлаждения ри ударном погружении в жидкий хладгент „
Цель изобретения - снижение длиельности процесса и расхода охлаждаюей средьь10
Для оценки воздействия частоты, интенсивности и объекта наложения ультразвуковых колебаний на производительность истоимость (т.е. продолжительность обработки и расход хладагента) 15 предлагаемого способа термообработки режущего инструмента сопоставительным испытаниям подвергают партии сверл и фрез из сталей разных.марокс
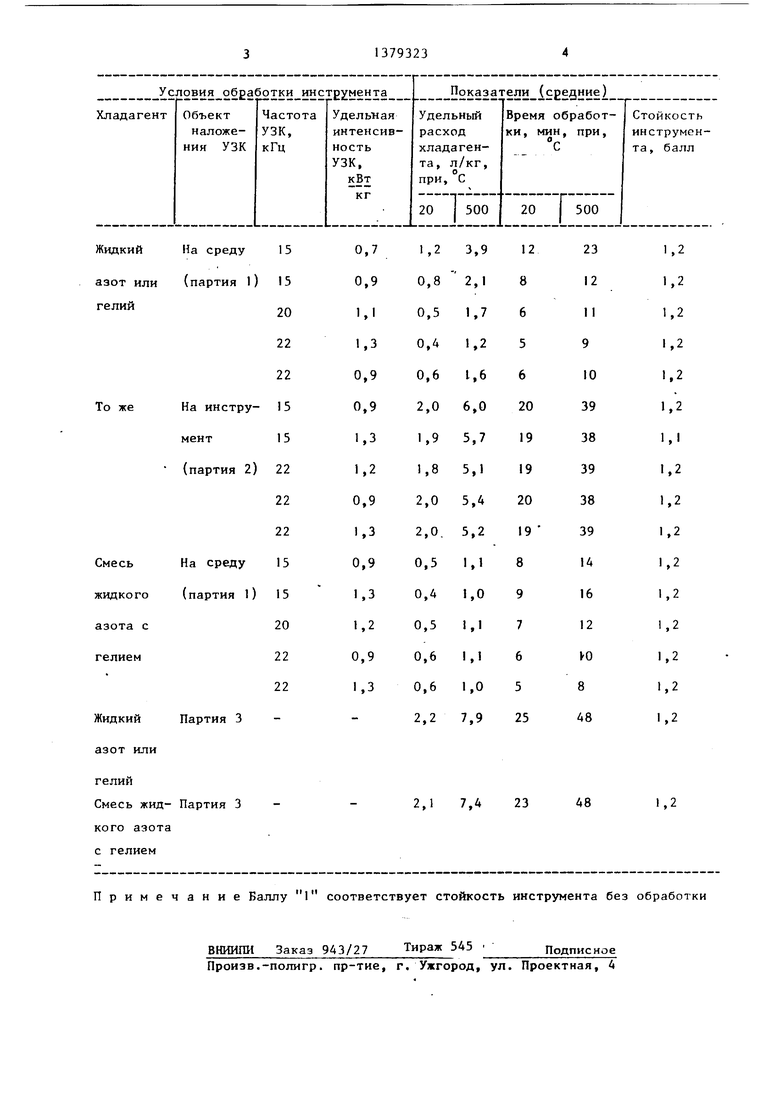
При этом инструмент партии 1 обра- 20 батывают путем ударного погружения с температуры 20 - 500°С в жидкий хладагент (азот, гелий и их смеси) с наложением на него ультразвука с частотой 15-22 кГц и интенсивностью 25 0,9 - 1,3 кВт на каждый килограмм веса инструмента о Инструмент партии 2 обрабатывают в тех же условиях при наложении ультразвука на инструмент Инструмент партии 3 обрабатьгаают со- 30 гласно известному способу о В процессе проведения опытов расход хладагента оценивают путем измерения его объема, а продолжительность охлаждения устанавливают по моменту прекращения 35 интенсивного кипения,, Испытания стойкости обработанного инструмента всех партий осуществляют на стандартном оборудовании и при одинаковых режимах резания о40
Влияние способа обработки на показатели процесса приведены в таблице.
Проведенными опытами установлен эффект, заключающийся в дискретном 45 (скачкообразном) изменении продолжительности процесса и расходе хладагента в условиях обработки режущего инструмента холодом с одновременнь1м наложением ультразвука, что резко повышает производительность термообработки и снижает ее стойкость При этом отмеченный эффект проявляется лишь в определенном диапазоне частот и интенсивности ультразвука, а также условий его наложения. Так как отсутствуют исследования в этом направлении, то можно заключить, что этот эффект связан с благоприятным воздействием ультразвуковых колебаний на процесс разрушения паровой рубашки во время протекания пузырькового кипения, характерного для условий резкого охлаждения При этом указанный процесс разрушения паровой рубашки интенсифицируется (в скачкообразной форме) вследствие резкого изменения энергии поверхностного натжения на границе хладагент-металл, что имеет место при наложении на среду ультразвука определенной частоты и интенсивности о
Наложение ультразвука на инструмент (партии 2) не дает положительного эффекта.
Предлагаемый способ в отличие от известного.позволяет в 2 - 4 раза сократить продолжительность обработки и расход хладагента, обеспечив пр этом приемлемую стойкость инструмента чем и достигается повышение произбр- дительности и снижение стоимости обработки
Формула изобретения
Способ термической обработки инструмента, включающий обработку холодо ударным погружением в охлаждающую среду с одновременным воздействием ультразвука, отличающийся тем, что, с целью снижения длительности процесса и расхода охлаждающей среды, обработку холодом осуществляют с наложением на среду ультразвука с частотой колебаний 15-22 кГц и их интенсивностью 0,9 - 1,3 кВт на каждый килограмм веса обрабатываемого инструмента.
| Способ термической обработки инструмента | 1972 |
|
SU485161A1 |
