Предлагаемое техническое решение относится к производству синтетических полимеров, в частности низкоплавких сополиамидов на основе капролактама (КЛ) и соли адипиновой кислоты и гексаметилендиамина (гексаметилендиаммонийадипинат - соль АГ), которые предназначены для получения нетканых материалов (паутинки, клеевой сетки), клеев-расплавов и термоплавких порошков (покрытие термоклеевых прокладочных материалов для швейной промышленности).
Полиамиды представляют собой синтетические термопластичные полимеры конструкционного назначения на основе высокомолекулярных соединений, содержащих в основной цепи амидные группы. Полиамиды обеспечивают работоспособность изделий при повышенных температурах и тепловых нагрузках, обладают высокими электроизоляционными свойствами.
Полиамиды получают поликонденсацией производных многоосновных кислот с диаминами или солей диаминов дикарбоновых кислот, полимеризацией капролактама и др. Их применяют в виде волокон типа капрон, найлон, пленок, клеев, как антикоррозийные материалы для защиты металлов и бетонов, для изготовления искусственной кожи, в медицине для хирургических швов, в глазной хирургии, для искусственных кровеносных сосудов, как заменители костей.
Исключительное положение полиамидов среди других полимеров в значительной степени обусловлено их высокой прочностью и стойкостью к ударным нагрузкам, способностью ориентироваться при холодной вытяжке и химической стойкостью амидной связи.
Основным сырьем для получения наиболее распространенных полиамидов является ε-капролактам NH-C=O(CH2)5.
Более широкое применение в различных отраслях промышленности находят смешанные полиамиды (сополиамиды), которые представляют собой полимеры, получаемые совместной поликонденсацией или полимеризацией двух и более полиамидообразующих мономеров.
В настоящее время известно несколько тысяч представителей класса сополиамидов, однако, лишь немногие из них нашли практическое применение. Для изготовления клеев-расплавов, термоплавких порошков и разделительной нити, а также модифицирующих добавок в медицине наиболее распространены сополиамидные композиции на основе капролактама, солей гексаметилендиамина с адипиновой и себациновой кислотами.
Существует несколько промышленных способов проведения процесса поликонденсации: в расплаве, в растворе и в эмульсии. Метод межфазной поликонденсации находит ограниченное применение для синтеза сополиамидов, а поликонденсация в твердой фазе на сегодняшний момент практически не используется.
Поликонденсацией в расплаве является способ проведения синтеза в отсутствие растворителей при достаточно высокой температуре, обеспечивающей плавление полимера. Система считается однофазной за счет плавления исходных мономеров, промежуточных надмолекулярных структур и образующегося полимера.
В промышленных условиях процесс проводят обычно в диапазоне температур 200-400°С. Высокие температуры накладывают определенные ограничения на выбор исходных мономеров. Длительное нагревание при температурах 200°С и выше приводит к протеканию ряда побочных реакций (декарбоксилирование, окислительная и термоокислительная деструкция). Для их подавления процесс ведут обычно в токе инертного газа (например, азота). Поликонденсация в расплаве дает возможность использовать мономеры с пониженной реакционной способностью, например карбоновые кислоты и их эфиры и т.п..
Известен способ, описанный в патенте США (US №4102871, МПК C08G 69/00, C08G 69/36, 1978), согласно которому для получения сополиамида берут 30 весовых частей ε-капролактама, 40 весовых частей пиперазиновой соли С36 - дикарбоксиловой кислоты, 30 весовых частей пиперазиновой соли адипиновой кислоты и 10 весовых частей воды и вводят в автоклав. Сначала проводят предконденсацию путем нагрева загрузки до 270°С, в течение которой давление поднимается до 20 атмосфер (изб.). Реакционную смесь выдерживают при этой температуре в течение 1 часа и затем понижают давление до атмосферного в течение 2 часов. Реакционную смесь подвергают пост-конденсации путем нагрева в течение еще 2 часов при 270°С в потоке азота. Продукт сушат и гранулируют обычными методами.
Недостатками метода являются высокая температура и давление, необходимые для синтеза, что предъявляет высокие требования к аппаратурному оформлению и повышает капитальные затраты, а также приводит к снижению выхода целевого продукта за счет смещения равновесия «полимер/мономер» в сторону выхода низкомолекулярных соединений. Суммарное время поликонденсации в жестких условиях составляет 5 часов.
Полиамиды по способу, описываемому в патенте США (US №4396759, МПК C08G 69/00, C08G 69/32, C08G 69/34, 1983), могут быть получены расплавной поликонденсацией исходных мономеров при температурах от 200 до 290°С, преимущественно при 250°С, в инертном газе, причем нагрев ведут 2 часа, а последующую выдержку при этой температуре - 7 часов. В последней фазе реакции накладывают вакуум для отгонки летучих продуктов (деволатилизации), представляющих собой мономеры, воду и другие низкомолекулярные летучие вещества. Реактор оснащен нисходящим конденсатором, мешалкой и термометром. Продолжительность поликонденсации 7 часов и низкий выход реакции за счет высокой температуры поликонденсации делает процесс малоэффективным.
Известен сополиамид для термоклея марки ПА - 6/66 - 3 на основе ε-капролактама в количестве 50 мас. % и гексаметилендиаммонийадипината 50 мас. % (ГОСТ 19459-87. Сополимеры полиамида литьевые. Технические условия). Его получают путем растворения смеси компонентов при температуре 90-95°С с последующей сополимеризацией в автоклаве при температуре 240°С и при давлении до 1,5 МПа в течение 6 час. Затем давление в автоклаве снижают до атмосферного в течение 2,5 ч и проводят дегазацию (деволатилизацию) расплава в течение 3 часов.
Недостатком описанного сополиамида является сравнительно высокая температура плавления получаемого продукта (170-180°С), ограничивающая область его применения в качестве клея, и низкий предел текучести 1,5-1,9 г/10 мин., характеризующий невысокую адгезию термоклеевого сополиамида к материалам. Высокие температура и давление, а также продолжительная основная стадия процесса делают способ малоэффективным.
Для удовлетворения все возрастающих требований, предъявляемых к изделиям из полимерных материалов, требуется расширение ассортимента выпускаемых полимеров. Для этого, в настоящее время, идут по пути не столько за счет разработки новых полимеров, сколько по пути модификации известных, при которой получение полимерных материалов с определенным комплексом свойств может быть связано со структурными изменениями полимера.
Известен сополиамид для термоклея (патент РФ RU №2050378, МПК C08G 69/26, 1995) на основе ε-капролактама, в количестве - 20-57 мас. %, гексаметилендиаммонийадипината (соли АГ) - 5-36 мас. %, гексаметилендиаммонийсебацината (соль СГ) - 5-60 мас. % и модификатора -0,5-15 мас. %, представляющего собой гликоли формулы Н(CH2CH2O)nOH, где n=4-115 с ММ 194-5060, сложные эфиры спиртов и дикарбоновых кислот формулы:

где R1 - радикал алифитической или ароматической дикарбоновой кислоты с числом атомов углерода 4-8; R2 - радикал спирта с числом атомов углерода 4-8, новолачные фенолформальдегидные смолы с молекулярной массой (ММ) 600-1000 или их смеси. Данные сополиамиды характеризуются температурой плавления 120-137°С и достаточно высоким индексом расплава от 4 до 140 г/10 мин. Недостатком данного сополиамида является высокая жесткость клеевых соединений, из-за применения модификаторов, способных к дополнительному нежелательному сшиванию структуры полимеров. Кроме того, данный сополиамид представляет собой многокомпонентную систему, что значительно усложняет аппаратурное оформление технологии получения сополиамида и делает ее неэффективной.
В патенте Российской Федерации (RU №2270225, МПК C08G 69/16, 2004) как наиболее близком по технической сущности и достигаемому эффекту к заявленному техническому решению, и взятом нами за прототип, описан состав сополиамида для термоклея с пониженной температурой плавления и высокой адгезией к текстильным материалам на основе ε-капролактама, гексаметилендиаммонийадипината (соли АГ) и модификатора. Согласно описания к известному патенту, способ получения сополиамидов включает: стадию (1) - смешение реагентов и расплавление смеси с нагревом ее до 80÷100°С, при этом в состав реагентов входят: ε-капролактам - 50÷60%, гексаметилендиаммонийадипинат (соль АГ) - 40÷50%, модификатор - 0,5÷2,0% и дистиллированная вода - 5÷15%, взятых от суммарной массы реагентов; стадию (2) - нагрев полученной на стадии (1) смеси до расплавления и поликонденсацию в расплаве при температуре 260°С, причем обе стадии проводят при перемешивании в среде азота. В известном техническом решении в качестве модификатора используют сополимер акрилового соединения.
Проведение синтеза при повышенном давлении азота позволяет получить сополиамиды с наименьшей степенью кристалличности, что обеспечивает в условиях известного технического решения понижение температуры плавления сополиамида.
Наряду с удовлетворительными потребительскими характеристиками получаемого полимера, известный способ его получения обладает рядом недостатков, делающих технологию малоэффективной, что затрудняет ее широкое внедрение в промышленность.
К числу недостатков следует отнести:
- высокую продолжительность (5 часов и более) основной стадии процесса, стадии поликонденсации, как и у всех других аналогов, перечисленных выше. Высокая продолжительность основной стадии требует более объемного оборудования и приводит к увеличению эксплуатационных расходов на производство, что делает его неэффективным.
- повышенную температуру синтеза (260°С), которая приводит к снижению выхода целевого продукта, вследствие высокого содержания в конечном продукте легколетучих компонентов (мономеров, олигомеров и пр.), которые необходимо в дальнейшем удалять, обычно, с помощью экстракции водой. Для таких технологий характерна высокая ресурсоемкость, связанная с использованием высокотемпературных теплоносителей и большого количества расходуемой воды при экстракции. При уменьшении температуры синтеза для смещения равновесия в сторону снижения выхода низкомолекулярных соединений, в условиях известной технологии, наблюдается повышение вязкости расплава и существенное снижение скорости достижения требуемого равновесия, что приводит к еще большему увеличению продолжительности стадии синтеза. Для достижения необходимого уровня степени полимеризации путем сдвига амидного равновесия в сторону образования высокомолекулярного полимера необходимо удалять реакционную воду, для чего требуются дополнительные стадии со своими затратами.
- неудовлетворительную гомогенизацию и длительность выравнивания концентраций реагирующвеществ в объеме вязкого расплава в обычных автоклавах, используемых для поликонденсации, для чего требуется дополнительное время, при этом общее время процесса поликонденсации увеличивается, а степень превращения или выход реакции, оказывается достаточно низким и не превышает обычно 65÷70%.
Таким образом, задачей предложенного технического решения является устранение указанных выше недостатков и разработка нового эффективного способа, обеспечивающего высокую производительность по целевому продукту путем сокращения продолжительности синтеза, а также высокий выход реакции путем смещения равновесия в сторону образования полимера и улучшения гомогенизации расплава.
Указанная задача решается тем, что предложен новый способ получения сополиамидов, включающий: стадию (1) - смешение реагентов и расплавление смеси с нагревом ее до 80÷100°С, при этом в состав реагентов входят: ε-капролактам (ɛ-КЛ) - 50÷60%, гексаметилендиаммонийадипинат (соль АГ) - 40÷50%, модификатор - 0,5÷2,0% и дистиллированная вода - 5÷15%, взятых от общей массы ɛ-КЛ и соли АГ; стадию (2) - нагрев полученного на стадии (1) расплава до 170°С и поликонденсацию в расплаве, причем обе стадии проводят при перемешивании в среде азота, отличающийся тем, что в качестве модификатора используют полиметилсилоксановую жидкость, при этом в стадии (2) на расплав накладывают колебания ультразвуковой частоты с интенсивностью I2=(12÷30)⋅104 Вт/м2 и удельной мощностью Wуд.2=(25÷60)⋅103 Вт/м3, при этом в стадии (1) на смесь накладывают колебания ультразвуковой частоты с интенсивностью I1=(1÷2)I2 и удельной мощностью Wуд.1=(1÷2) Wуд.2. причем:
- в качестве полиметилсилоксановой жидкости используют полиметилсилоксан марки ПМС-200 с массовой долей 0,75÷1,0% от общей массы ɛ-КЛ и соли АГ;
- частота ультразвуковых колебаний f=20÷100 кГц;
Существо предложенного технического решения поясняется на следующих примерах.
Пример 1 (контрольный).
В качестве исходных реагентов были использованы:
- ε-капролактам по ГОСТ 7850-86;
- соль АГ по ТУ 6-03-418-80;
- полиметилсилоксан марки ПМС-200 по ГОСТ 13032-77, в качестве модифицирующей добавки;
- вода дистиллированная, в качестве катализатора реакции поликонденсации, а также для более равномерного перемешивания исходных реагентов и предотвращения окисления реакционной смеси.
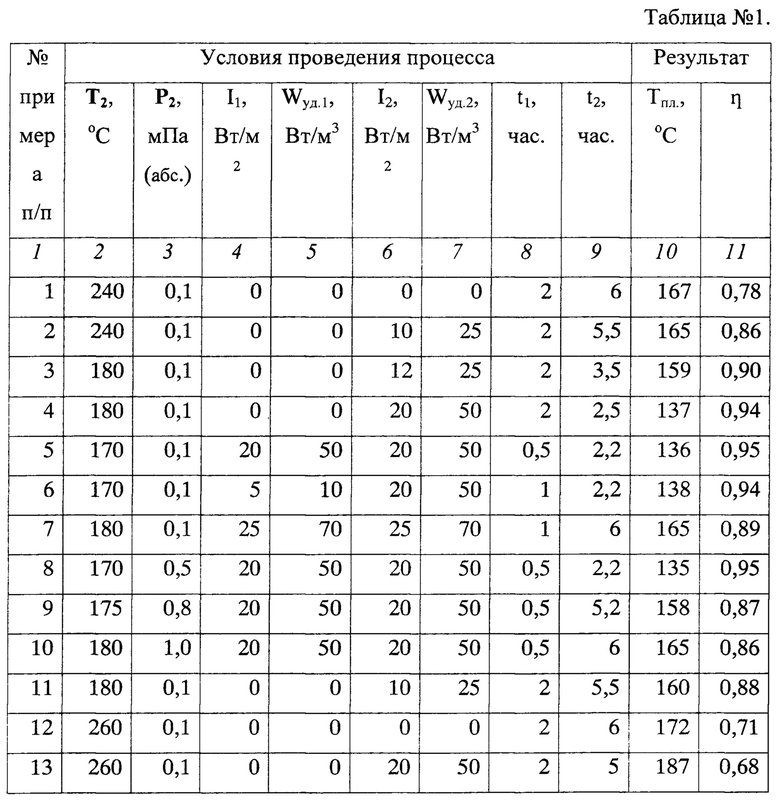
Реакционную смесь общим весом 10 кг при соотношении компонентов: ε-капролактам - 60%, соль АГ - 40%, ПМС-200-1% от общей массы ɛ-КЛ и соли АГ загружали в реактор с рубашкой обогрева и мешалкой, после чего добавляли дистиллированную воду, из расчета 10% от общей массы ɛ-КЛ и соли АГ. Расплавление реакционной смеси проводили при температуре T1=100°С при постоянном перемешивании под азотом в течение времени t1. По окончании расплавления температуру в аппарате повышали до Т2 и проводили синтез полимера в течение времени t2 при постоянном перемешивании в токе азота. По окончании синтеза жидкий сополиамид (СПА) азотом вытесняли из реактора через фильеру в ванну с дистиллированной водой при температуре 18-20°С в виде струек полимера, которые затвердевали. Полученную жилку рубили на рубильном станке на отрезки длиной 2-3 мм. Полученную крошку экстрагировали водой с целью удаления низкомолекулярной фракции полимера.
У полученного таким образом СПА определяли температуру плавления Тпл. по методу, изложенному в [ГОСТ 21553-76 Пластмассы. Метод определения температуры плавления]. Выход реакции η определяли как коэффициент, характеризующий полноту протекания химической реакции, который численно равен отношению массы реально полученного сополиамида к его массе, которая может быть получена по стехиометрическим расчетам (по уравнению реакции).
Условия проведения процесса (температура Т2 и давление Р2, интенсивность УЗ-излучения на стадиях (1) и (2), I1 и I2, удельная мощность на стадиях (1) и (2), Wуд.1 и Wуд.2, продолжительность стадий (1) и (2), t1 и t2, а также полученный результат (температура плавления сополимера Тпл. и выход реакции η), приведены в таблице №1.
Пример 2.
Образцы СПА для испытаний подготавливали так же, как и в Примере 1, за исключением того, что в стадии (2) на расплав накладывали колебания ультразвуковой частоты (f=22 кГц) с интенсивностью I2=10 Вт/см2 и удельной мощностью Wуд.2=25 кВт/м3. На стадии подготовки реакционной смеси, стадии (1), УЗ не использовали (I1=0 Вт/см2 и Wуд.1=0 кВт/м3).
Для наложения УЗ-колебаний на жидкую фазу был использован ультразвуковой аппарат серии «Волна-Т», модель УЗТА-1/22-ОРв-2, используемый для высоких температур и давлений (производитель: ООО «Центр ультразвуковых технологий», Россия)
Пример 3.
Образцы СПА для испытаний подготавливали так же, как и в Примере 2, за исключением того, что в стадии (2) на расплав накладывали колебания ультразвуковой частоты с интенсивностью I2=12 Вт/см2 и удельной мощностью Wуд.2=25 кВт/м3. На стадии подготовки реакционной смеси, стадии (1), УЗ не использовали (I1=0 Вт/см2 и Wуд.1=0 кВт/м3).
Пример 4.
Образцы СПА для испытаний подготавливали так же, как и в Примере 2, за исключением того, что в стадии (2) на расплав накладывали колебания ультразвуковой частоты с интенсивностью I2=20 Вт/см2 и удельной мощностью Wуд.2=50 кВт/м3. На стадии подготовки реакционной смеси, стадии (1), УЗ не использовали (I1=0 Вт/см2 и Wуд.1=0 кВт/м3).
Пример 5.
Образцы СПА для испытаний подготавливали так же, как и в Примере 4, за исключением того, что в стадии подготовки реакционной смеси, стадии (1), УЗ использовали со следующими энергетическими характеристиками: I1=20 Вт/см2 и Wуд.1=50 кВт/м3).
Пример 6.
Образцы СПА для испытаний подготавливали так же, как и в Примере 5, за исключением того, что в стадии подготовки реакционной смеси, стадии (1), УЗ использовали со следующими энергетическими характеристиками: I1=5 Вт/см2 и Wуд.1=10 кВт/м3).
Пример 7.
Образцы СПА для испытаний подготавливали так же, как и в Примере 5, за исключением того, что в стадии подготовки реакционной смеси, стадии (1), УЗ использовали со следующими энергетическими характеристиками: I1=25 Вт/см2 и Wуд.1=70 кВт/м3), причем на стадии (2) использовали УЗ с такими же удельными характеристиками, как и на стадии (1).
Пример 8.
Образцы СПА для испытаний подготавливали так же, как и в Примере 5, за исключением того, что на стадии (2) давление Р2 поддерживали на уровне 0,5 мПа.
Пример 9.
Образцы СПА для испытаний подготавливали так же, как и в Примере 8, за исключением того, что на стадии (2) давление Р2 поддерживали на уровне 0,8 мПа.
Пример 10.
Образцы СПА для испытаний подготавливали так же, как и в Примере 8, за исключением того, что на стадии (2) давление Р2 поддерживали на уровне 1,0 мПа.
Пример 11.
Образцы СПА для испытаний подготавливали так же, как и в Примере 3, за исключением того, что в стадии (2) на расплав накладывали колебания ультразвуковой частоты с интенсивностью I2=10 Вт/см2.
Пример 12.
Образцы СПА для испытаний подготавливали так же, как и в Примере 1, за исключением того, что модификатор не добавляли. Ультразвук не использовали. Полученный СПА соответствовал марке СПА 6/66 по ОСТ2224-438-2099342-93.
Пример 13.
Образцы СПА для испытаний подготавливали так же, как и в Примере 12. В стадии (2) на расплав накладывали колебания ультразвуковой частоты с интенсивностью I2=20 Вт/см2 и удельной мощностью Wуд.2=50 кВт/м3. На стадии подготовки реакционной смеси, стадии (1), УЗ не использовали (I1=0 Вт/см2 и Wуд.1=0 кВт/м3).
Как видно из примеров, реализация предложенного технического решения позволяетрешить поставленную задачу: продолжительность синтеза t2 сокращается до 2,2 часа, что в 2 с лишним раза выше, чем у большинства аналогов. Выход реакции η достигает величины 0,95, причем температура плавления сополиамида Тпл. снижается до 135-137°С, что вполне удовлетворяет требованию, предъявляемому к клеям-расплавам, используемым в текстильной промышленности.
В предложенном техническом решении в качестве модификатора используют полиметилсилоксановую (ПМС) жидкость. Использование ПМС-жидкости способствует понижению температуры плавления (Тпл.) продуктового сополимера, что связано с увеличением гибкости цепей, вызванной появлением в цепи кислородных мостиков. Введение в макромолекулу ПА связи Si-O-Si приводит к образованию каучукоподобных низкоплавких ПА.
Кроме того, гидрофобность полиорганосилоксанов способствует быстрейшему отводу реакционной воды и сдвигу амидного равновесия в сторону увеличения выхода реакции.
Использование в предложенном техническом решении приема наложения на расплав в стадии (2) колебаний ультразвуковой частоты с интенсивностью I2=(12÷30)⋅104 Вт/м2 и удельной мощностью Wуд.2=(25÷60)⋅103 Вт/м3 приводит к сокращению продолжительности синтеза и увеличению выхода реакци.
В периодически организованной реакции поликонденсации состав расплава в разные периоды процесса претерпевает значительные изменения. Так, в начальный момент в реакцию вступают низкомолекулярные вещества наиболее простого строения, а к концу реакции расплав содержит, в основном, продуктовые макромолекулы, ассоциированные в различные надмолекулярные образования.
Полимеризация мономеров под действием УЗ в отсутствие полимерного компонента, протекающая в начальный момент реакции, сопровождается эффектом аутокатализа. Образующиеся олигомерные и полимерные структуры подвергаются деструкции и образующиеся обрывки цепей и радикалы инициируют полимеризацию, сокращая общий срок проведения процесса.
По мере дальнейшего протекания поликонденсации, состав расплава существенно сдвигается в сторону увеличения содержания высокомолекулярных цепей и снижения - низкомолекулярных веществ.
Многократное растяжение и сжатие макромолекул при наложении на расплав УЗ-колебаний приводит к повышению температуры внутри полимера и образованию точек локальных температур, что вызывает разрыв макромолекул полимера у наиболее слабых мест с образованием радикалов, происходит разрыв С-С связей макромолекул. В процессе схлопывания кавитационных пузырьков и высвобождения большого количества свободной энергии происходит разрыв непрерывной цепочки С-С связей и, как следствие, снижение молекулярной массы и вязкости. Такие изменения приводят к снижению температуры кристаллизации (температуры плавления) полимеров. Ударные волны, образующиеся в процессе схлопывания кавитационных пузырьков, приводят к разрыву водородных связей в макромолекулах полимеров. Также, как и при разрыве С-С связей, разрушение водородных связей способствует снижению вязкости полимера и понижению температуры плавления полимера.
Ультразвуковая обработка оказывает значительное влияние на структурообразование в продуктовых полимерах. Кавитация в расплавах полимеров приводит к разрушению крупных кристаллических образований и способствует образованию мелкозернистой кристаллической структуры (аморфизации) полимерного материала.
Кроме того, в процессе разрыва химических связей макромолекул полимера образуется некоторое число свободных радикалов, которые могут выступать в роли инициаторов реакций полимеризации, с образованием привитых и блок-сополимеров. Таким образом, воздействие ультразвуковых волн на расплав полимеров - это сложный процесс, в результате которого могут происходить процессы одновременно по двум конкурирующим механизмам: деструкция макромолекул с образованием свободных радикалов и образование новых химических связей вследствие реакции рекомбинации макрорадикалов.
Благодаря возникновению в расплаве полимеров такого физико-химического явления, как акустическая кавитация, происходит повышение частоты актов деструкции и рекомбинации, что приводит к интенсивному перемешиванию надмолекулярных структур в жидкой фазе, вовлекающих более крупные микрообъемы в реакционном пространстве, приводя к повышению гомогенизации смеси. В свою очередь, гомогенизация расплава существенно снижает сопротивление тепло- и массообмену и ускоряет момент достижения наиболее термодинамически устойчивого состояния системы (т.е. завершения реакции). Время жизни лабильных флуктуационных образований (пачек и пучков макромолекул) существенно сокращается, увеличивая скорость диффузии надмолекулярных структур. Все это снижает время реакции.
При поликонденсации имеет место зависящее от температуры равновесие мономер/полимер, которое с повышением температуры сдвигается в сторону образования низкомолекулярных соединений. Снижение же температуры плавления полимера и вязкости расплава при воздействии УЗ позволяет проводить процесс при пониженных температурах (170÷180°С), что создает условия для высокого выхода реакции (свыше 90%) за счет смещения амидного равновесия.
Высокому выходу также способствует повышение гомогенизации расплава в реакционном объеме за счет того, что степень превращения в любой точке реакционного объема одинакова и в момент достижения наиболее устойчивого состояния системы в любой точке наблюдаются наиболее близкие к расчетному значению концентрации исходных материалов и конечных продуктов, нет областей с низкой конверсией реагентов.
Повышенные температуры обрабатываемой среды, напротив, сдвигают амидное равновесие в сторону увеличения содержания низкомолекулярных соединений (мономеров, олигомеров), а также могут быть разрушительными для продуктовых материалов и снижать эффективность ультразвуковой кавитации со всеми нежелательными последствиями, касательно кристалличности, текучести и температуры плавления сополимера.
Основными энергетическими характеристиками УЗ-процесса являются интенсивность ультразвука I, Вт/м2 и удельная мощность Wуд., Вт/м3. Для более полного описания процесса механо-химического процесса, к которым относится УЗ-облучение, необходимо его охарактеризовывать одновременно и по интенсивности, и по удельной мощности. Такой подход необходим, чтобы сделать процесс масштабируемым и воспроизводимым.
Обозначенный в предложенном техническом решении диапазон изменения интенсивности ультразвука, I2=(12÷30)⋅104 Вт/м2, и удельной мощности, Wуд.2=(25÷60)⋅103 Вт/м3, устанавливает пределы изменения параметров УЗ-воздействия, внутри которых возможно достижение поставленных целей.
Нижний предел интенсивности, I2=12⋅104 Вт/м2, соответствует моменту массового возникновения в расплаве (по предложенному техническому решению) схлопывающихся кавитационных пузырьков, приводящих к деструкции макромолекул с образованием свободных радикалов и образованию новых химических связей вследствие реакции рекомбинации макрорадикалов. Воздействие акустических колебаний на расплав полимера при высоких значениях интенсивности, выше верхнего предела I2=30⋅104 Вт/м2, в условиях предложенного технического решения, подавляет кавитационные явления и препятствует достижению заявленного эффекта. Нижний предел удельной звуковой мощности, Wуд.2=25⋅103 Вт/м3, соответствует тому уровню энергонасыщенности реакционного объема, при котором кавитация распространяется на весь объем расплава. При достижении больших значений удельной мощности, Wуд.2=60⋅103 Вт/м3, в озвучиваемой системе происходит процесс дегазации, снижающий эффект кавитации. При дальнейшем повышении удельной мощности наблюдается резкое увеличение продолжительности реакции поликонденсации, при этом практически вся вводимая в расплав УЗ-энергия непроизводительно затрачивается на тепловыделение.
Достижение поставленной в предложенном техническом решении задачи возможно лишь при сочетании перечисленных выше отличительных признаков. Одно лишь использование ПМС-жидкости, без наложения УЗ-колебаний с заявленными энергетическими характеристиками (как видно из Примера 1, в сравнении с Примером 12), само по себе не обеспечивает снижение продолжительности реакции поликонденсации, заметного снижения температуры плавления сополиамида и повышения выхода реакции.
Одно лишь наложение УЗ-колебаний на расплав, без использования ПМС-жидкости в качестве химически модифицирующей добавки, поставляющей в реакционную смесь чрезвычайно подвижные и гибкие молекулярные структуры с силоксановыми связями, также не обеспечивает достижение поставленной цели в полной степени (см. Пример 13 в сопоставлении с Примером 12). При незначительном сокращении продолжительности реакции выход продукта реакции остается низким из-за невозможности снижения температуры реакции. Кроме того, температура плавления сополимера даже несколько возрастает, что не позволяет использование получаемого сополиамида в качестве клея-расплава.
Следовательно, достижение поставленной в предложенном техническом решении цели возможно лишь при совместном модифицировании как химическим модификатором (ПМС-жидкостью), так и механо-химическим, к которым относится ультразвук. Оказывая на реакционную систему совершенно различное по природе воздействие, они обеспечивают наилучшие условия друг для друга в достижении максимального суммарного эффекта. В этом случае проявляется эффект синергии.
Использование в качестве полиметилсилоксановой жидкости полиметилсилоксана марки ПМС-200, продиктовано химической природой основного вещества жидкости, степенью полимеризации и структурой макромолекул. Во внимание были приняты также пеногасящие свойства ПМС-200, поскольку в процессе поликонденсации наблюдается значительное пенообразование, осложняющее процесс. Технические характеристики ПМС-жидкости соответствуют свойствам полиметилсилоксана марки ПМС-200 по ГОСТ 13032-77. Использование в предложенном техническом решении модификатора с массовой долей 0,75÷1,0% от суммарной массы реагентов вписывается в общепринятые рекомендации по использованию химических модификаторов. Кроме того, добавка ПМС-200 в указанных количествах оказалась вполне достаточной для предотвращения пенообразования в реакционном объеме. Рекомендованная в предложенном техническом решении частота ультразвуковых колебаний f=20÷100 кГц наиболее широко используется в установках химико-технологического назначения. Повышенные частоты УЗ-колебаний подавляют кавитацию и для целей предложенного технического решения не могут быть рекомендованы.
Наложение в стадии (1) на смесь колебаний ультразвуковой частоты с интенсивностью I1=(1÷2)I2 и удельной мощностью Wуд.1=(1÷2) Wуд.2 способствует улучшению растворения и гомогенизации, что приводит к сокращению продолжительности стадии (1), повышая эффективность процесса в целом.
Роль ультразвука, накладываемого на этой стадии, заключается лишь в интенсификации растворения и перемешивания, при этом химическими превращениями можно пренебречь. По этой причине, последствия возможного затухания имплозивного схлопывания пузырьков не смогут оказать какого-либо «затормаживающего» эффекта на стадии (1) или серьезно повлиять на химический состав подготовленной для реакции смеси. Тепловые эффекты, возникающие в жидкости на стадии (1), вплоть до значений интенсивности I1=2I2 и удельной мощности Wуд.1=2 Wуд.2, могут вполне эффективно быть использованы для нагрева смеси до начала реакции в стадии (2). Значения интенсивности I1<I2 и удельной мощности Wуд.1< Wуд.2, не могут быть рекомендованы по причине недостаточной интенсивности растворения и гомогенизации. Использование значений интенсивности I1=I2 и удельной мощности Wуд.2=Wуд.2 наиболее удобно, поскольку не требует переналадки УЗ-оборудования в производстве сополимера по периодическому способу.
Для подтверждения возможности использования полученных по предложенному техническому решению образцов СПА в качестве адгезива для текстиля, периодически проводили определение комплекса дополнительных показателей: адгезии к текстильным материалам, которую характеризовали прочностью при расслаивании [ГОСТ 28966.1-91 Метод определения прочности при расслаивании]; устойчивости клеевого соединения к стирке и химчистке по методике ЦНИИШП [Лабораторный практикум по материаловедению швейного производства. Под ред. Б.А. Бузова. - М.: «Легпромбытиздат», 1991. - С. 302]; жесткости клеевых соединений [ГОСТ 1055093 Полотна. Методы определения жесткости при изгибе]. Образцы удовлетворяли требованиям, применяемым к адгезивам, используемым в текстильной промышленности.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ СОПОЛИАМИДА ДЛЯ ТЕРМОКЛЕЯ | 2002 |
|
RU2229483C1 |
| СОСТАВ СОПОЛИАМИДА ДЛЯ ТЕРМОКЛЕЯ | 2004 |
|
RU2270225C2 |
| РЕАКЦИОННАЯ СМЕСЬ ДЛЯ ПОЛУЧЕНИЯ СОПОЛИАМИДОВ | 1992 |
|
RU2050378C1 |
| РЕАКЦИОННАЯ СМЕСЬ ДЛЯ ПОЛУЧЕНИЯ СОПОЛИАМИДОВ | 1999 |
|
RU2189994C2 |
| СПОСОБ ПОЛУЧЕНИЯ ПОЛУКРИСТАЛЛИЧЕСКОГО ПОЛУАРОМАТИЧЕСКОГО ПОЛИАМИДА | 2014 |
|
RU2645353C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ПОЛУЧЕНИЯ СОПОЛИАМИДОВ С ТЕМПЕРАТУРАМИ ПЛАВЛЕНИЯ ВЫШЕ 265°C | 2005 |
|
RU2450031C2 |
| СПОСОБ ПОЛУЧЕНИЯ НЕФТЯНЫХ ПЕКОВ | 2011 |
|
RU2478685C1 |
| Непрерывный способ получения полигексаметиленадипинамида | 1976 |
|
SU744006A1 |
| СИСТЕМА ОБМЕННЫХ РЕАКЦИЙ, СИСТЕМА ПРОИЗВОДСТВА МОДИФИЦИРОВАННОГО ПОЛИЭФИРА, СОДЕРЖАЩАЯ ТОТ ЖЕ СПОСОБ ПРОИЗВОДСТВА МОДИФИЦИРОВАННОГО ПОЛИЭФИРА, И ПРОДУКТ В ВИДЕ МОДИФИЦИРОВАННОГО ПОЛИЭФИРНОГО ВОЛОКНА | 2014 |
|
RU2666863C1 |
| ПОЛУАРОМАТИЧЕСКИЙ СОПОЛИАМИД И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2009 |
|
RU2511733C2 |
Настоящее изобретение относится к способу получения сополиамидов. Способ включает стадию (1) смешения реагентов и расплавление смеси с нагревом до 80-100°С с последующим нагревом (стадия (2)) полученного расплава до 170°С и поликонденсацию в расплаве. Обе стадии проводят при перемешивании в среде азота. На стадии (2) на расплав накладывают колебания ультразвуковой частоты с интенсивностью I2=(12÷30)⋅104 Вт/м2 и удельной мощностью Wyд.2=(25÷60)⋅103 Вт/м3. На стадии (1) на смесь накладывают колебания ультразвуковой частоты с интенсивностью I1=(1÷2)I2 и удельной мощностью Wyд.1=(1÷2) Wyд.2. В состав реагентов входят ε-капролактам (ɛ-КЛ) в количестве 50-60% и гексаметилендиаммонийадипинат (соль АГ) в количестве 40-50%, взятые от общей массы ɛ-КЛ и соли АГ, а также модификатор в количестве 0,5-2,0% и дистиллированная вода в количестве 5-15%, взятые от общей массы ɛ-КЛ и соли АГ. Модификатор представляет собой полиметилсилоксановую жидкость. Настоящее изобретение обеспечивает высокую производительность по целевому продукту путем сокращения продолжительности синтеза, а также высокий выход реакции путем смещения равновесия в сторону образования полимера и улучшения гомогенизации расплава. 3 з.п. ф-лы, 1 табл., 13 пр.
1. Способ получения сополиамидов, включающий: стадию (1) - смешение реагентов и расплавление смеси с нагревом до 80÷100°С, при этом в состав реагентов входят: ε-капролактам (ɛ-КЛ) в количестве 50÷60% и гексаметилендиаммонийадипинат (соль АГ) в количестве 40÷50%, взятые от общей массы ɛ-КЛ и соли АГ, а также модификатор в количестве 0,5÷2,0% и дистиллированная вода в количестве 5÷15%, взятые от общей массы ɛ-КЛ и соли АГ; стадию (2) - нагрев полученного на стадии (1) расплава до 170°С и поликонденсацию в расплаве, причем обе стадии проводят при перемешивании в среде азота, отличающийся тем, что в качестве модификатора используют полиметилсилоксановую жидкость, при этом в стадии (2) на расплав накладывают колебания ультразвуковой частоты с интенсивностью I2=(12÷30)⋅104 Вт/м2 и удельной мощностью Wyд.2=(25÷60)⋅103 Вт/м3; при этом в стадии (1) на смесь накладывают колебания ультразвуковой частоты с интенсивностью I1=(1÷2)I2 и удельной мощностью Wyд.1=(1÷2) Wyд.2.
2. Способ по п. 1, отличающийся тем, что в качестве полиметилсилоксановой жидкости используют полиметилсилоксан марки ПМС-200.
3. Способ по п. 2, отличающийся тем, что модификатор используют в количестве 0,75÷1,0% от общей массы ɛ-КЛ и соли АГ.
4. Способ по п. 1, отличающийся тем, что частота ультразвуковых колебаний f=20÷100 кГц.
| СОСТАВ СОПОЛИАМИДА ДЛЯ ТЕРМОКЛЕЯ | 2004 |
|
RU2270225C2 |
| СПОСОБ ПОЛУЧЕНИЯ СОПОЛИАМИДА ДЛЯ ТЕРМОКЛЕЯ | 2002 |
|
RU2229483C1 |
| Способ получения поликапроамида | 1980 |
|
SU931725A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ПОЛУЧЕНИЯ ПОЛИАМИДА 6,6 И ЕГО СОПОЛИАМИДОВ | 2003 |
|
RU2294338C2 |
| Катализатор для окислительного дегидрирования парафиновых углеводородов | 1971 |
|
SU362557A1 |
| АВТОМАТ ДЛЯ СБОРКИ СЛЮДЯНЫХ ПЛАСТИН РАДИОЛАМП | 0 |
|
SU177545A1 |

