fpLfe.i
113
Изобретение относится к обработке металлов давлением, а именно к устройствам для поперечно-клиновой прокатки, и может быть использовано при производстве изделий типа ступенчатых валов.
Цель изобретения - упрощение конструкции и снижение энергоемкости.
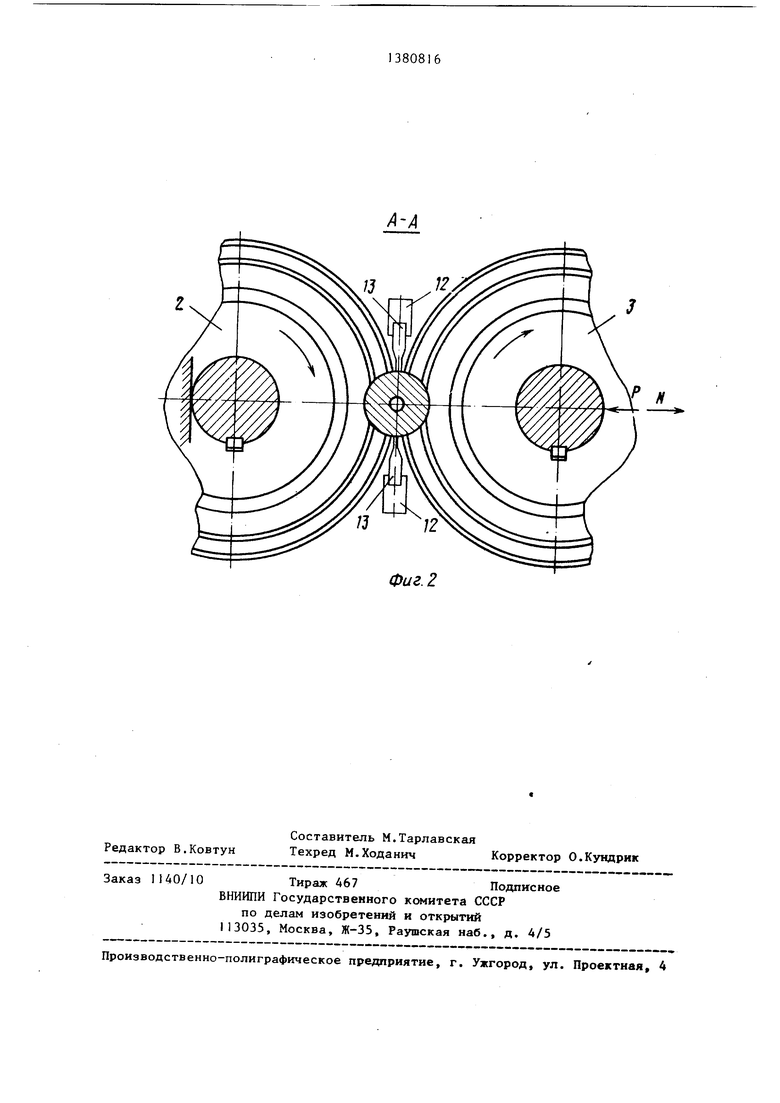
На фиг.1 изображено устройство, общий вид; на фиг.2 - разрез А-А на фиг.1.
Устройство для прокатки, преимущественно поперечно-клиновой, содержит установленные в корпусе 1 с возможностью вращения рабочие валки 2 и 3 и механизм распора рабочих валков 2 и 3. Механизм распора выполнен в виде установленной в корпусе 1 с возможностью плавающего перемещения в осевой плоскости валков 2- и 3 обоймы 4 и установленного с возможностью свободного вращения и регулируемого осевого перемещения распорного элемента 5 с наружной поверхностью в виде усеченного конуса, обращенного меньшим основанием к валкам 2 и 3 и сквозным центровым отверстием 6 под заготовку, при этом валки 2 и 3 со стороны механизма выполнены с ребордами 7 с боковыми поверхностями в виде усеченных конусов, обращенных меньшими основаниями в сторону механизма распора.
Плавающее перемещение обрймы 4 в осевой плоскости валков 2 и 3 обеспечивается выполнением в корпусе 1 отверстия 8 под обойму 4 овальным, при этом большая ось отверстия выполнена параллельно осевой плоскости валков 2 и 3. Свободное вращение распорного элемента 5 в обойме 4 обеспечивается за счет установки распорного элемента 5 в подшипниках качения 9. Осевое регулируемое перемещение распорного элемента 5 в обойме 4 обеспечивается за счет установки распорного элемента 5 с подшипниками 9 в подвижной втулке 10, выполненной с регулировочной гайкой 1I на конце со стороны валков 2 и 3, при этом втулка 10 свободно установлена в обойме 4 со стороны валков 2 и 3 до контакта торцом гайки 11 с торцом обоймы 4.
Устройство снабжено держателями 12 с опорами 13 для заготовки.
0
5
0
5
8
0
5
0
5
0
162
Обойма 4 закреплена в корпусе 1 с помощью кольца 14. Стопорение гайки II осуществляется винтом 15.
Устройство работает следующим образом.
Заготовку в рабочую зону между валками 2 и-3 и опорами 13 подают через отверстие 6 в распорном элементе 5 .
Валки 2 и 3 сообщают синхронное вращение, при этом валок 3 через свою ось и распорный элемент 5 поджимается упругим усилием Р к валку 2. При этом упругое усилие Р должно превышать распорное усилие прокатки N, чтобы в процессе обработки выбирались все зазоры между элементами устройства. Вращая гайку II, перемещают втулку 10 с вращающимся распорным элементом 5 в осевом направлении до получения необходимого диаметрального размера прокатываемого изделия .
Необходимый диаметральный размер прокатываемого изделия достигается за счет постоянного контакта в процессе обработки конической поверхности распорного элемента 5 с соответствующими коническими поверхностями реборд 7 валков 2 и 3.
Формула изобретения
Устройство для прокатки, преимущественно поперечно-клиновой, содержащее установленные в корпусе с возможностью вращения рабочие валки и механизм распора рабочих вапков, отличающееся тем, что, с целью упрощения конструкции и снижения энергоемкости, механизм распора выполнен в виде установленной в корпусе с возможностью осевого перемещения обоймы и установленного с возможностью .свободного вращения и регулируемого осевого перемещения распорного элемента, выполненного рабочей поверхностью в виде усеченного конуса, обращенного меньшим основанием к валкам, и со сквозным центральным отверстием под заготовку, при этом валки со стороны механизма распора вьшолнены с ребордами в виде усеченных конусов, обращенных меньшими основаниями к механизму распора.
Фиг. 2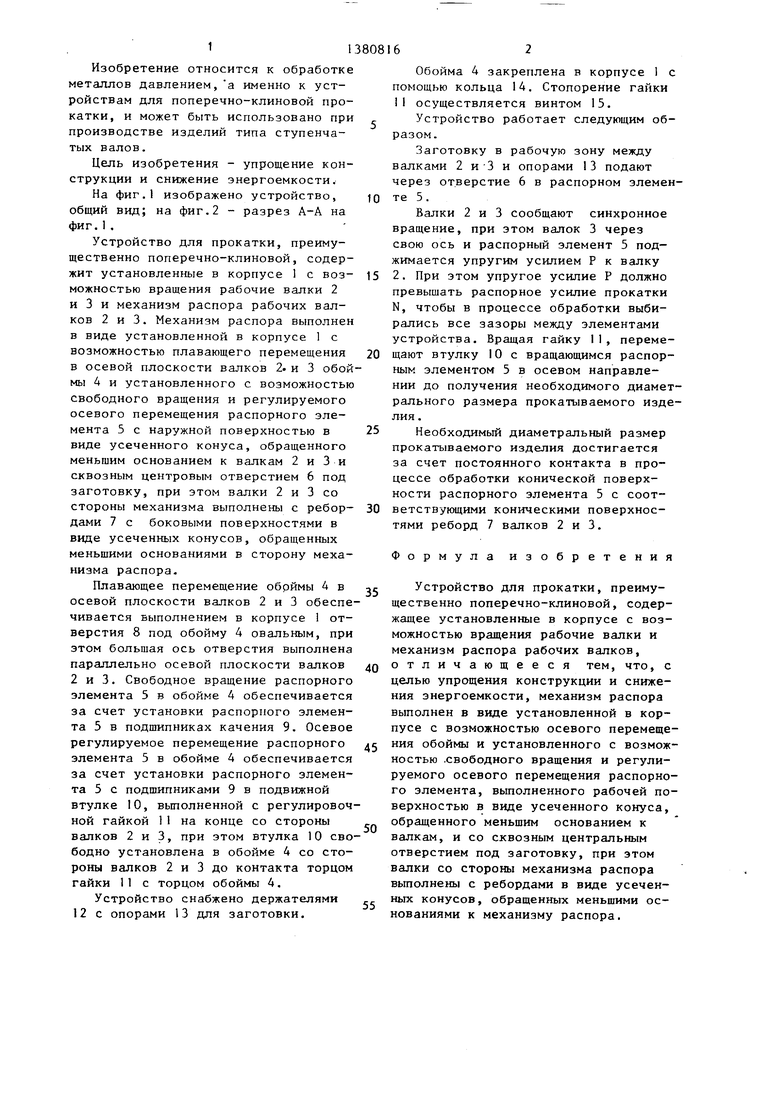
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для прокатки зубчатых колес | 1989 |
|
SU1697959A1 |
| СТАН ПОПЕРЕЧНО-КЛИНОВОЙ ПРОКАТКИ | 1986 |
|
SU1394544A2 |
| Валковое устройство | 1987 |
|
SU1459802A1 |
| Устройство для поперечно-клиновойпРОКАТКи | 1979 |
|
SU806215A1 |
| Инструмент для накатки зубчатыхКОлЕС | 1979 |
|
SU841746A1 |
| Устройство для получения цилиндрических заготовок | 1985 |
|
SU1243871A1 |
| Устройство для поперечной прокатки | 1986 |
|
SU1488082A1 |
| Способ получения цилиндрических заготовок и устройство для его осуществления | 1984 |
|
SU1256839A1 |
| Устройство для торцовой прокатки | 1989 |
|
SU1636091A1 |
| СТАН ДЛЯ ПОПЕРЕЧНО-КЛИНОВОЙ ПРОКАТКИ | 1996 |
|
RU2124958C1 |
Изобретение относится к обработке металлов давлением, а именно к устройствам для поперечно-клиновой прокатки, и может быть использовано при производстве изделий типа ступенчатых валов. Целью изобретения является упрощение конструкции и снижение энергоемкости. Заготовку подают через отверстие 6 в распорном элементе (РЭ) 5 между валками 2 и 3. С помощью гайки 11 перемещают РЭ 5 в осевом направлении до получения необходимого диаметрального размера прокатываемого изделия. Указанный размер обеспечивают постоянным контактом конической поверхности РЭ 5 с соответствующими коническими поверхностями реборд 7 валков 2 и 3. Механизм распора рабочих валков упрощает наладку устройства и повышает точность прокатываемых изделий. 2 ил. 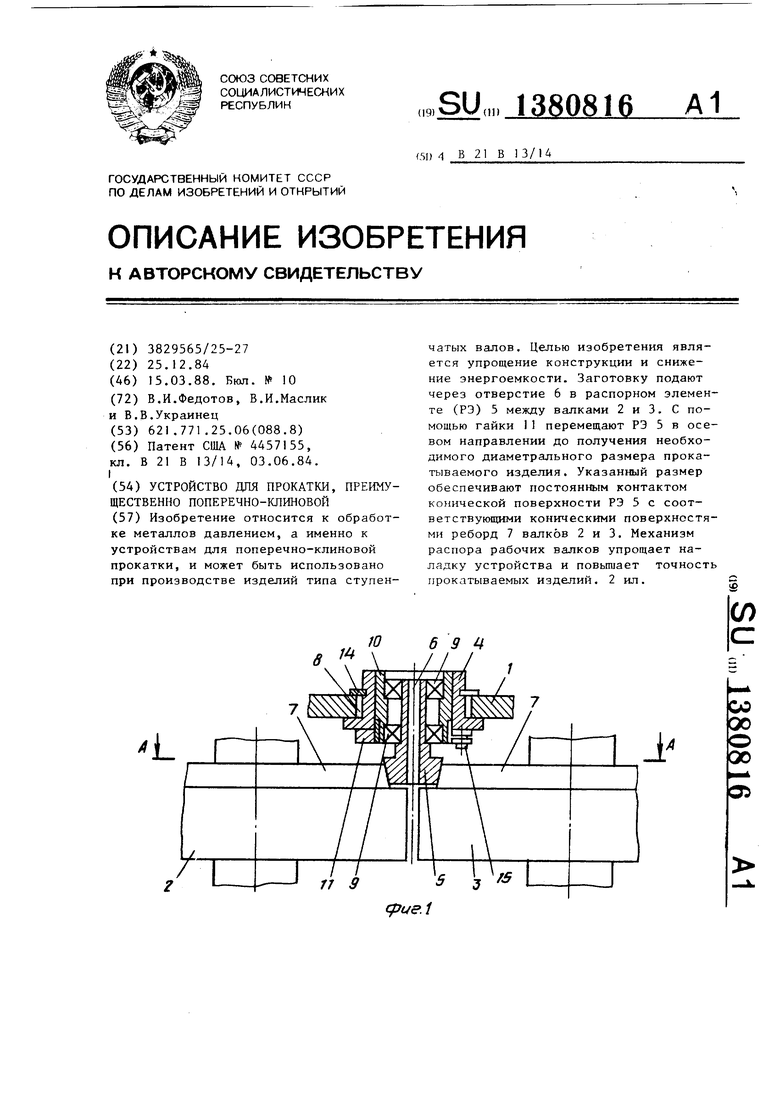
| Патент США № 4457155, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| I | |||
