Изобретение относится к обработке металлов давлением, в частности к инструменту для изготовления цилиндрических ступенчатых-изделий методом клиновой прокатки.
Целью изобретения является расширение технологических возможностей и повышение производительности.
На фиг. 1 изображено устройство для поперечной прокатки; на фиг. 2 - вид А на
фиг. 1; на фиг. 3 - устройство после 10 правлении (фиг. 11).
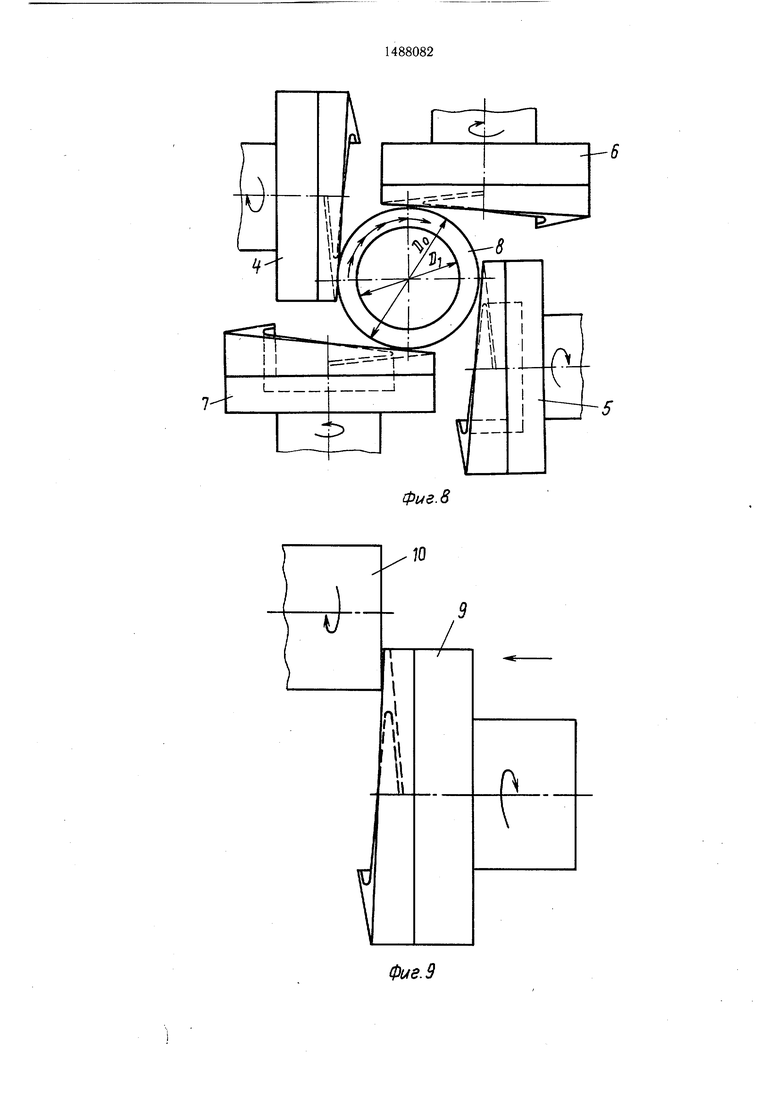
заготовок валок устанавливают под углом к заготовке. В случае использования устройства для прокатки заготовок 11, не имеющих форму тел вращения, например заготовок прямоугольного или квадратного сечения, устройство, состоящее из валков 12 и 13, устанавливают таким образом, что пояски располагаются в зеркальном изображении относительно оси прокатки, а сами валки 12 и 13 вращаются в одном наУстройство работает следующим образом.
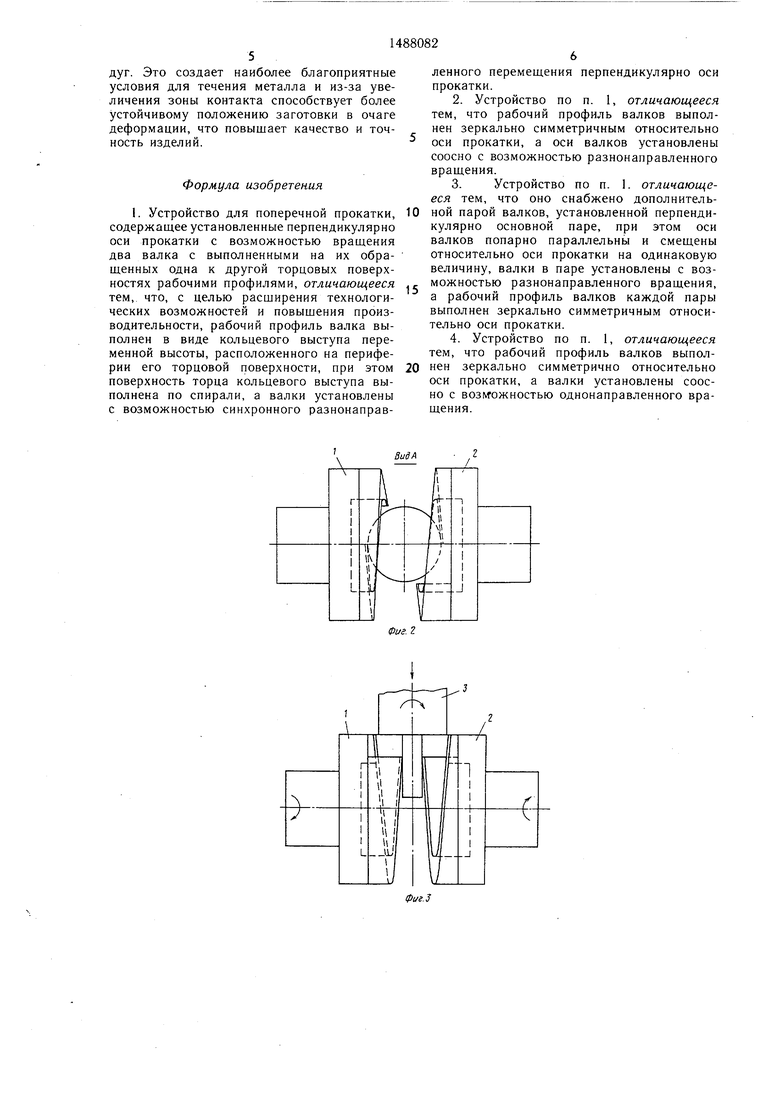
Нагретая заготовка 3 подается по оси в калибр, образованный валками 1 и 2 с
одного полного оборота; на фиг. 4 - осевая подача заготовки; на фиг. 5 - устройство после второго оборота при осевой подаче заготовки; на фиг. 6 - то же,
после разведения валков и подачи за- клиновым профилем. После одного оборота готовки в рабочую зону; на фиг. 7 -валков осуществляется следующая подача
получение второй ступени заготовки; наматериала, валки делают оборот и т. д.
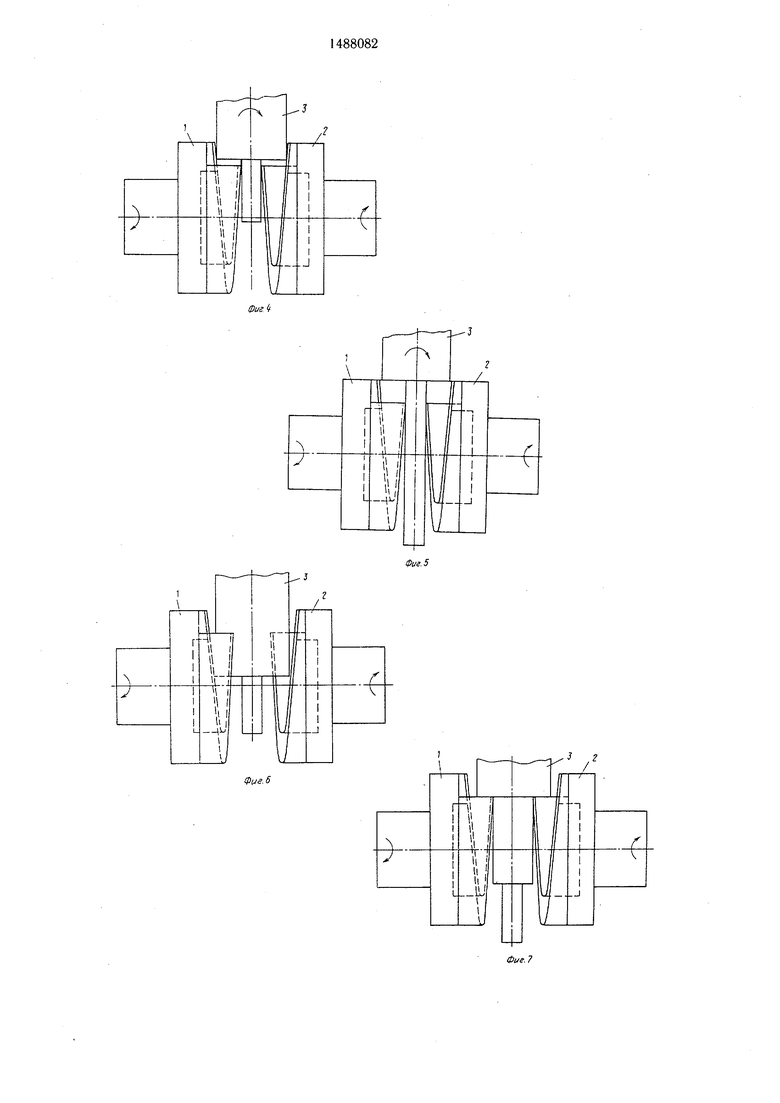
Таким образом происходит прокатка цилиндрического изделия по схеме «на проход. В случае необходимости прокаткн ступенфиг. 8 - схема установки устройства для давильно-ковочных мащин; на фиг. 9 - схема установки устройства для торцовой
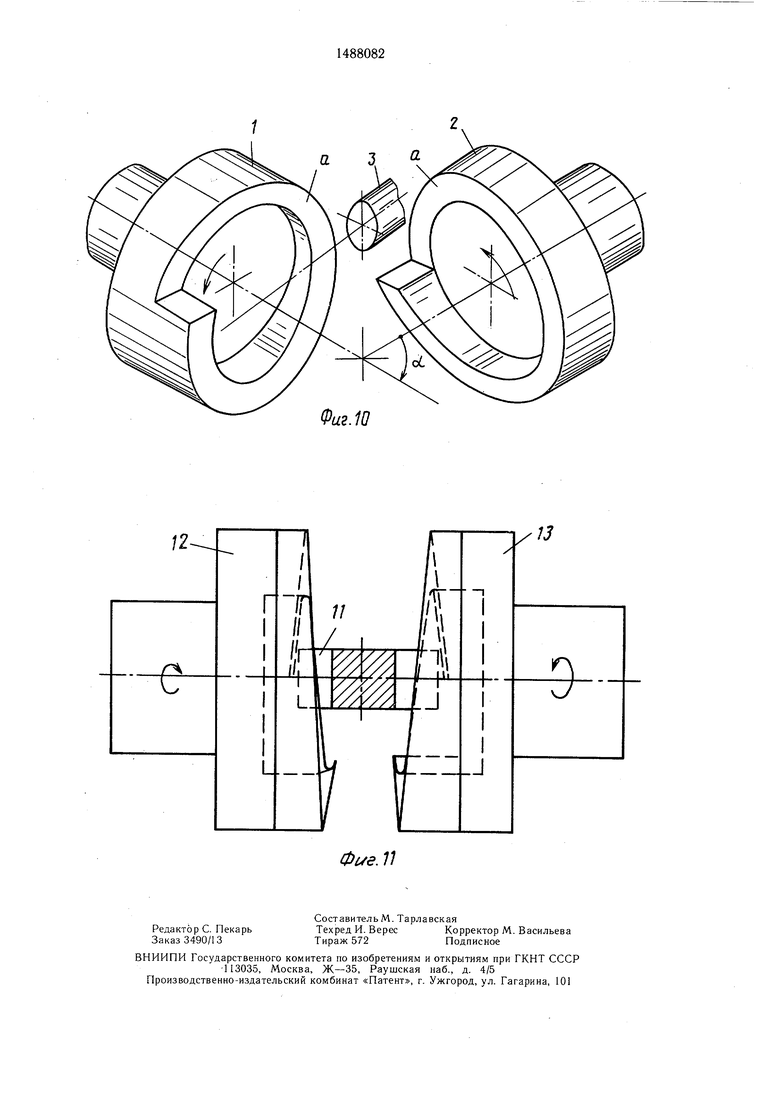
раскатки изделий; на фиг. 10 - уст- 20 чатого изделия в процессе прокатки меняют ройство в виде пары валков (правый ва-межвалковое расстояние (фиг. б и 7).
лок для наглядности развернут на угол «;При установке в давильно-ковочных мащинах валки 4-7 устанавливаются диаметрально противоположно и после каждого
25
относительно левого), изометрия; на фиг. 11 - схема установки устройства для прокатки квадратных и прямоугольных заготовок.
Устройство для поперечной прокатки содержит два рабочих валка 1 и 2, рабочий профиль которых выполнен в виде кольцевых выступов, расположенных на периферии торцовой поверхности с перемен- зо вляется осевая подача валка или заготов- ной высотой по спирали. Оси рабочих ки 10 (фиг. 9).
оборота вращения валков осуществляется поворот заготовки 8 (фиг. 8).
При установке данного устройства в машинах для торцовой раскатки ось валка 9 располагается параллельно оси заготовки 10 и после каждого оборота валка осуществалков установлены соосно между собой и перпендикулярно оси прокатки, а валки установлены с возможностью разнонаправленного вращения (фиг. 1-7) и перемещения перпендикулярно оси прокатки.
Кольцевые выступы а размещены на торцовых поверхностях валков 1 и 2, обращенных одна к другой. Валки 1 и 2 имеют возможность осевого перемещения перпендикулярно оси заготовки 3 и вращаются в одном направлении (фиг. 10), п-ри этом рабочий профиль диаметрально расположенных валков выполнен зеркально симметрично относительно оси прокатки. Устройство для поперечной прокатки может быть выполнено в виде двух пар рабочих .с валков 4, 5 и 6, 7, при этом оси рабочих валков каждой пары установлены параллельно между собой с возможностью разнонаправленного вращения и смещены относительно оси заготовки 8 на одинаПри прокатке заготовок 11, не имеющих форму тела вращения, валки 12 и 13 располагаются диаметрально противоположно относительно заготовки. При этом 35 клиновые выступы а на валках выполняются в зеркальном изображении относительно оси прокатки, а валки 12 и 13 вращаются в одном направлении. При вращении инструментов кольцевые выступы внедряются в заготовку и деформируют ее, при этом металл течет только в осевом направлении (без осевого вращения). После каждого оборота валков заготовка подается в осевом направлении на величину подачи, и далее цикл повторяется (фиг. 11).
Данное устройство позволяет существенно расщирить диапазон прокатываемых изделий как по длине, так и по диаметру. Оно универсально, так как при его осевой -переустановке оно охватывает практически любой диаметр заготовки, а схема
40
Данное устройство позволяет существенно расщирить диапазон прокатываемых изделий как по длине, так и по диаметру. Оно универсально, так как при его осевой -переустановке оно охватывает практически любой диаметр заготовки, а схема
ковое расстояние, при этом рабочий про- зО его установки относительно заготовки позфиль валков выполнен зеркально симметрично относительно оси прокатки. Такое устройство устанавливают в давильно-ковочных мащинах (фиг. 8). В мащинах для торцовой раскатки ось валка 9 располагают параллельно оси заготовки 10 (фиг. 9), 55 при этом возможна установка одного или нескольких валков. В случае использования устройства для калибровки или обдирки
-воляет осуществлять прокатку «на проход. Поэтому за счет использования одного инструмента вместо многих и за счет сокращения времени на перевалки производительность повышается на 5-10%.
Устройство способствует созданию стабилизированного симметричного очага деформации, так как имеет форму двух диаметрально расположенных симметричных
правлении (фиг. 11).
заготовок валок устанавливают под углом к заготовке. В случае использования устройства для прокатки заготовок 11, не имеющих форму тел вращения, например заготовок прямоугольного или квадратного сечения, устройство, состоящее из валков 12 и 13, устанавливают таким образом, что пояски располагаются в зеркальном изображении относительно оси прокатки, а сами валки 12 и 13 вращаются в одном наУстройство работает следующим образом.
Нагретая заготовка 3 подается по оси в калибр, образованный валками 1 и 2 с
клиновым профилем. После одного оборота валков осуществляется следующая подача
вляется осевая подача валка или заготов- ки 10 (фиг. 9).
оборота вращения валков осуществляется поворот заготовки 8 (фиг. 8).
При установке данного устройства в машинах для торцовой раскатки ось валка 9 располагается параллельно оси заготовки 10 и после каждого оборота валка осущест
При прокатке заготовок 11, не имеющих форму тела вращения, валки 12 и 13 располагаются диаметрально противоположно относительно заготовки. При этом клиновые выступы а на валках выполняются в зеркальном изображении относительно оси прокатки, а валки 12 и 13 вращаются в одном направлении. При вращении инструментов кольцевые выступы внедряются в заготовку и деформируют ее, при этом металл течет только в осевом направлении (без осевого вращения). После каждого оборота валков заготовка подается в осевом направлении на величину подачи, и далее цикл повторяется (фиг. 11).
Данное устройство позволяет существенно расщирить диапазон прокатываемых изделий как по длине, так и по диаметру. Оно универсально, так как при его осевой -переустановке оно охватывает практически любой диаметр заготовки, а схема
его установки относительно заготовки поз-воляет осуществлять прокатку «на проход. Поэтому за счет использования одного инструмента вместо многих и за счет сокращения времени на перевалки производительность повышается на 5-10%.
Устройство способствует созданию стабилизированного симметричного очага деформации, так как имеет форму двух диаметрально расположенных симметричных
дуг. Это создает наиболее благоприятные условия для течения металла и из-за увеличения зоны контакта способствует более устойчивому положению заготовки в очаге деформации, что повышает качество и точность изделий.
Формула изобретения
1. Устройство для поперечной прокатки, содержащее установленные перпендикулярно оси прокатки с возможностью вращения два валка с выполненными на их обращенных одна к другой торцовых поверхностях рабочими профилями, отличающееся тем, что, с целью расширения технологических возможностей и повыщения производительности, рабочий профиль валка выполнен в виде кольцевого выступа переменной высоты, расположенного на периферии его торцовой поверхности, при этом поверхность торца кольцевого выступа выполнена по спирали, а валки установлены с возможностью синхронного разнонаправленного перемещения перпендикулярно оси прокатки.
2.Устройство по п. 1, отличающееся тем, что рабочий профиль валков выполнен зеркально симметричным относительно
оси прокатки, а оси валков установлены соосно с возможностью разнонаправленного вращения.
3.Устройство по п. 1. отличающееся тем, что оно снабжено дополнительной парой валков, установленной перпендикулярно основной паре, при этом оси валков попарно параллельны и смещены относительно оси прокатки на одинаковую величину, валки в паре установлены с возможностью разнонаправленного вращения, а рабочий профиль валков каждой пары выполнен зеркально симметричным относительно оси прокатки.
4.Устройство поп. 1, отличающееся тем, что рабочий профиль валков выполнен зеркально симметрично относительно оси прокатки, а валки установлены соосно с воз гожностью однонаправленного вращения.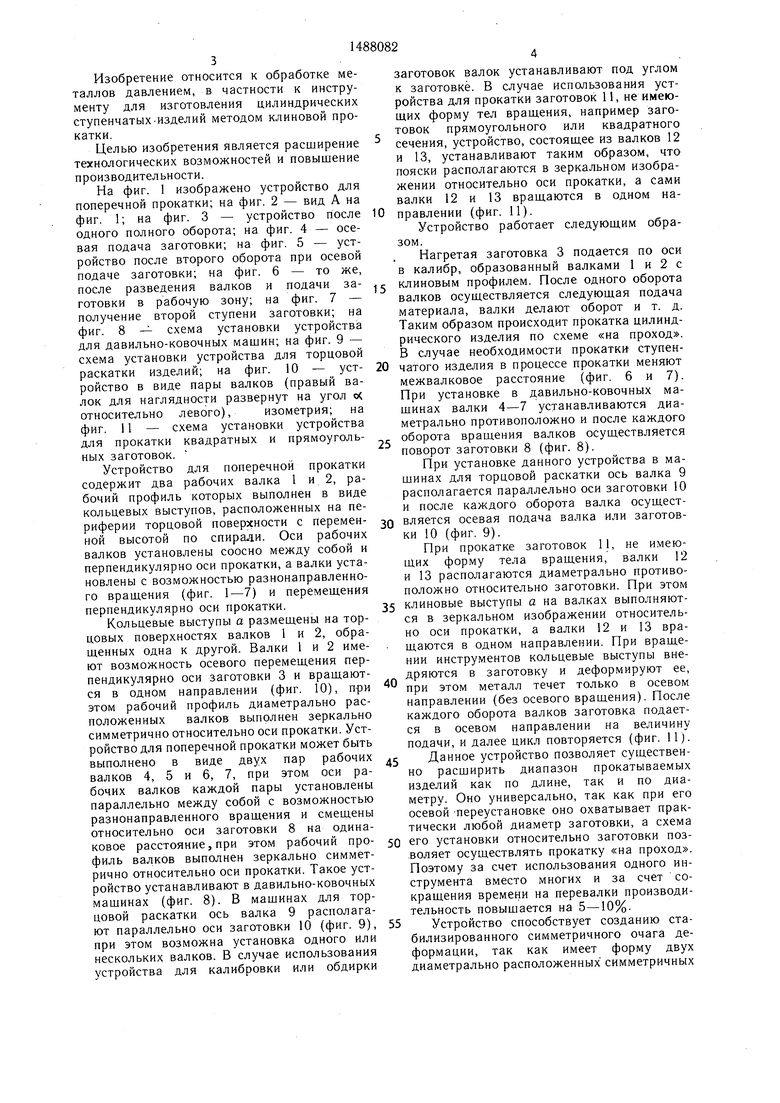
| название | год | авторы | номер документа |
|---|---|---|---|
| "Способ раскатки широких металлических обечаек и бандажей "Крюкан" | 1989 |
|
SU1738447A1 |
| Устройство для получения цилиндрических заготовок | 1985 |
|
SU1243871A1 |
| Способ изготовления деталей с удлиненной осью | 1981 |
|
SU1011315A1 |
| Инструмент для поперечно-клиновой прокатки изделий из прутка | 1984 |
|
SU1292886A1 |
| Способ производства колец с внутренним гребнем | 1989 |
|
SU1697955A1 |
| Способ получения цилиндрических заготовок и устройство для его осуществления | 1984 |
|
SU1256839A1 |
| Прокатный,преимущественно прокатно-ковочный или роликовый,стан | 1987 |
|
SU1437117A1 |
| Стан для поперечно-клиновой прокатки изделий типа ступенчатых валов | 1981 |
|
SU952406A1 |
| ФОРМОВОЧНАЯ МАШИНА ДЛЯ РОТАЦИОННОГО ВЫДАВЛИВАНИЯ/РАСКАТКИ И СПОСОБ РОТАЦИОННОГО ВЫДАВЛИВАНИЯ/РАСКАТКИ | 2016 |
|
RU2698236C2 |
| Устройство для прокатки зубчатых колес | 1989 |
|
SU1697959A1 |
Изобретение относится к обработке металлов давлением ,в частности, к инструменту для изготовления цилиндрических ступенчатых изделий методом поперечной прокатки. Цель изобретения - повышение производительности и расширение технологических возможностей устройства. Нагретая заготовка 3 подается в калибр, образованный вращающимися валками (В) 1 и 2. В 1 и 2 установлены соосно между собой и перпендикулярно оси прокатки. Рабочий профиль В 1 и 2 выполнен в виде кольцевых выступов переменной высоты, расположенных на периферии торцовых поверхностей В 1 и 2, обращенных одна к другой. Поверхность торца кольцевого выступа выполнена по спирали. После одного оборота В 1 и 2 осуществляется очередная подача материала. Валки делают очередной оборот. В случае прокатки ступенчатого изделия в процессе прокатки меняют межвалковое расстояние, т.к. валки имеют возможность синхронного перемещения перпендикулярно оси прокатки. При установке устройства в давильно-ковочных машинах пары валков устанавливают диаметрально противоположно и после каждого оборота валков осуществляют поворот заготовки. При торцовой раскатке ось валка располагают параллельно оси заготовки и после каждого оборота валка осуществляют осевую подачу валка или заготовки. При прокатке заготовок, имеющих форму, отличную от формы тел вращения, кольцевые выступы на валках выполняют в зеркальном изображении относительно оси прокатки, а валки вращаются в одном направлении. Устройство позволяет прокатывать заготовки различных диаметров и длин, оно универсально и сокращает время на перевалку валков. 3 з.п.ф-лы, 11 ил.
фые.8
фые.9
Фиг. 10
12
| Стан для поперечной прокатки тел вращения | 1950 |
|
SU88696A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
