Изобретение относится к обработке металлов д.чвлением и может быть использовано в машиностроении при изготовлении деталей типа шпилек, на- лов, осей, торсионов.
Цель изобретения - повышение качества путем обеспечения заданных прочностных характеристик на различных участках детали.
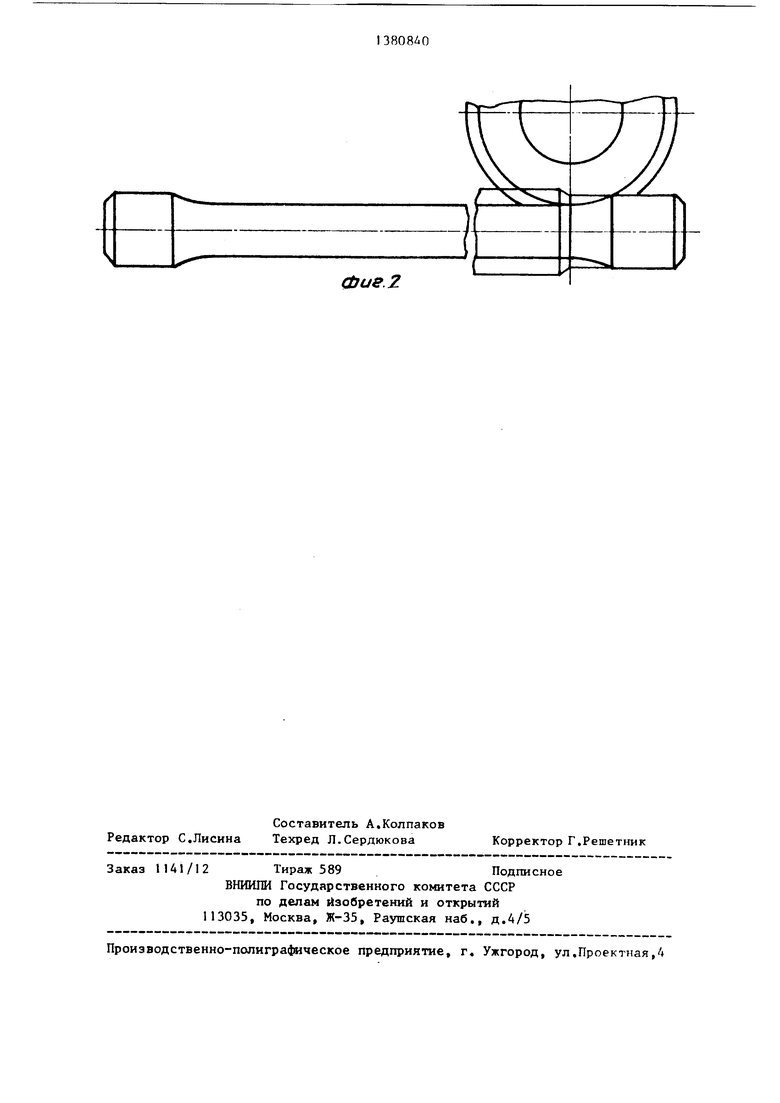
На фиГо и 2 схематически представлен процесс изготовления стержневых деталей с утолщениями на концах.
Способ изготовления стержневых деталей с утолщениями на концах включает предварительное деформирование исходной заготовки и окончательное ее деформирование многопроходной продольной прокаткой в валках стержневой ее части с образованием галтель- ных переходных участков от стержневой части к утолщениям. Предварительное деформирование осуществляют редуцированием концевых участков изделия на длине, равной протяженности утол- щения и переходного галтельного участка, а при прокатке стержневую часть деформируют на длине, превьппа- ющей стержневую часть изделия на длину его переходных участков.
П р и м е р. Изготавливают шпильку крепления блока двигателя, имеющую длину 242 мм, диаметр под резьбу 15,026 мм, диаметр средней части
12 мм. Из пруткового материала 18 мм, сталь 45 отрезают заготовку длиной 158 мм, после чего с обеих сторон снимают фаску 2 мм.Затем на
прессе осуществляют редуцирование концов заготовки под резьбу до И 15,026 мм на длину 55 мм каждый. После этого заготовку помещают на раскатной станок и выполняют раскатку средней части заготовки неприводными роликами до 12 мм, причем раскатку выполняют с перекрытием каждого из редуцированных участков заготовки на 15 мм, т.е. на величину несколько превьш1ающую величину галтелей. Затем деталь передают на последующие операции (накатывание резьбы и т.д.).
Формула изобретения
Способ изготовления стержневых деталей с утолщениями на концах, включающий предварительное деформирование исходной заготовки и окончательное ее деформирование многопроходной продольной прокаткой в валках стержневой ее части с образованием галтельных переходных участков от стержневой части к утолщениям, отличающийся тем, что, с целью повьш1ения качества путем обеспечения заданных прочностных характеристик на различных участках детали, предварительное деформирование осуществляют редуцированием концевых участков изделия на дпине, равной протяженности утолщения и переходного галтельного участка, а при прокатке стержневую часть деформируют на длине пре вьш1ающей стержневую часть изделия на длину его переходных участков.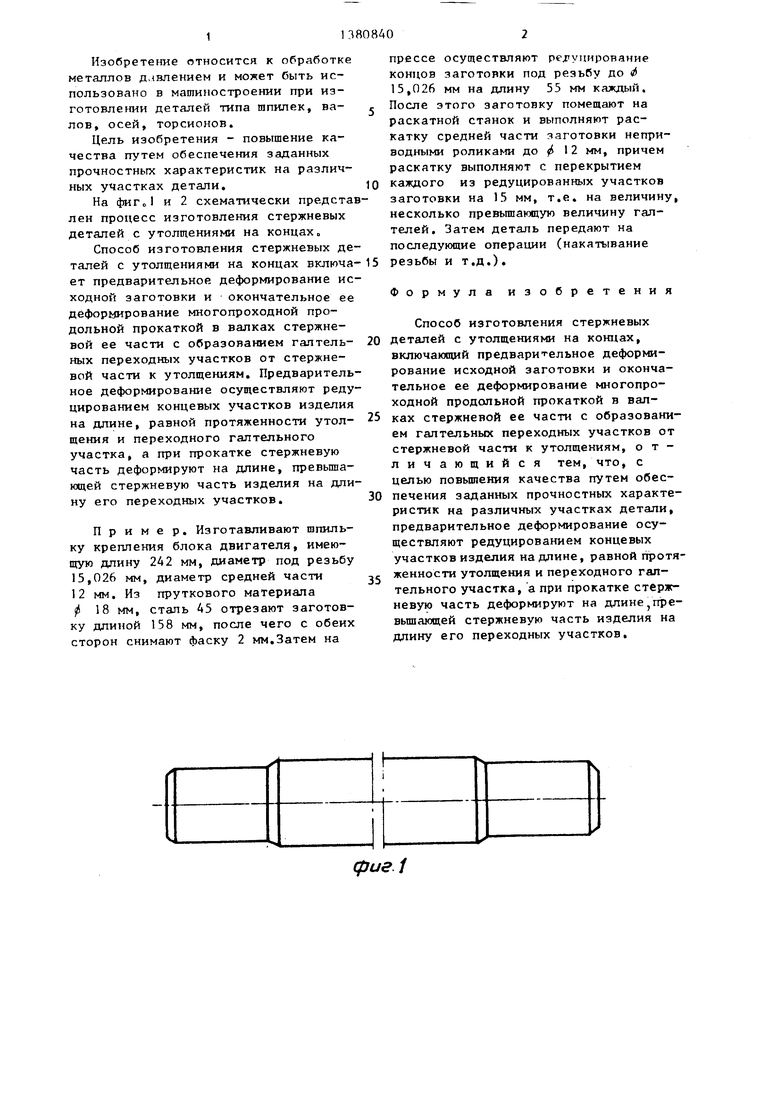
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ УПРОЧНЕНИЯ ИЗДЕЛИЙ ПЕРЕМЕННОГО ПО ИХ ДЛИНЕ СЕЧЕНИЯ | 2004 |
|
RU2263717C1 |
| Способ изготовления изделий переменного сечения | 1983 |
|
SU1135780A1 |
| Способ упрочнения изделий переменного по их длине сечения | 1980 |
|
SU859468A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШАРОВЫХ ПАЛЬЦЕВ | 2002 |
|
RU2238167C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТЕРЖНЕВЫХ РЕЗЬБОВЫХ ДЕТАЛЕЙ КРЕПЛЕНИЯ С ГОЛОВКАМИ ИЗ ТЕРМИЧЕСКИ УПРОЧНЯЕМЫХ ВЫСОКОПРОЧНЫХ ТИТАНОВЫХ СПЛАВОВ | 2010 |
|
RU2431538C1 |
| Способ изготовления изделий переменного по их длине сечения | 1977 |
|
SU738736A1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОЛЫХ ЗАГОТОВОК ИЗ ВЫСОКОПРОЧНЫХ МАТЕРИАЛОВ | 2002 |
|
RU2204449C1 |
| СПОСОБ РАСКАТКИ ГИЛЬЗ | 2006 |
|
RU2320433C2 |
| Инструмент для поперечно-винтовой прокатки штучных коротких полых тел вращения | 1978 |
|
SU768526A1 |
| Способ упрочнения торсионных валов | 1986 |
|
SU1420038A1 |
Изобретение относится к области обработки металлов давлением и может быть использовано в машиностроении при изготовлении деталей типа шпилек, валов, осей, торсионов. Цель изобретения - повышение качества путем обеспечения заданных прочностных характеристик на различных участках детали. Прутковый материал режут на мерные заготовки (ЗГ), редуцируют концы мерной ЗГ на прессах. Деформирование стержневой части ЗГ осуществляют многопроходной продольной прокаткой в валках с образованием гап- тельных переходных участков от стерж- ,невой части к утолщениям. Концевые части обрабатывают механически до получения готового изделия. Получение заданных прочностных характеристик на различных участках изделия осуществляется за счет редуцирования концевых частей участков на длине, равной протяженности утолп1ения и переходного галтельного участка. Прокатку стержневой части осуществляют на длине, превышающей стержневую часть изделия на длину его переходных участков. При этом возможно уравновешивание напряжений в галтели, а в случае больших припусков на редуцирование создание схямяющих напряжений в галтелях о Получается равнопрочная в любом поперечном сечении деталь. 2 ил. (Л оо 00 о оо .U о
фиг 1
фиг. 2
| Авторское свидетельство СССР № 533033, кл | |||
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
