(54) СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ПЕРЕМЕННОГО
1: - - , - . , Изобретение относится к обработке, металлов давлением и может быть использовано для изготовления длинномерных нежестких деталей типа ступенчатых валов с больмим перепадом 5 по диаметру по их длине.
Известен способ изготовления из- делий переменного по их длине.сечения, при котором заготовку возвратнопоступательно перемещают в осевом Ю направлении и прокатывают парой неприводных валков, образующих калибр с неполным охватом периметра заготовки, с поворотом заготовки относительно оси после каждого двойного, рабочего 15 и холостого, хода и с приложением осевого усилия к концу з аготовки 1.
При обработке деталей, у которых отнсяаенгие диаметров переходных участков составляет более 1,5-1,8, осевое 20 волочения возрастает в момент подхода роликов к галтельнрй части вала - к зоне перехода от участка - диаметра к участку меньше гбдаагйётра, так как для формообразо-25 вания галтельного участка требуется значительно большее осевое усилие, чем для формообразования средней части вала. Деталь из-за этого разрушается по стержню. Для предотвраие-ЗО ПО ИХ ДЛИНЕ СЕЧЕНИЯ ния п.оломок можно уменьшать единичные обжатй я и не доводить ролики до галтельного участка, однако это приводит к снижению производительности обработки и неправильному формообразованию галтельного участка детали. Необходимость в дополнитель-нОй механической обработке галтельного участка ведет к расхбдованйю материала и трудоемкости изготовления.
Целью изобретения является повышение производительности способа и точности изготовления;деталей . с больашм перепадом диаметров по длине сечения. Поставленная цель достигается тем, что к другому концу заготовки прикладывают дополнительное осевое усилие Pj , величину которого в начале рабочего хода прокатки опре делйют из соотногаения
EJ.
. Z IETFF
где Е - модуль упругости;
i - момент инерции сечения готовой делали;
Е длина прокатываемой: части детали.
в конце рабочего хода на расстоянии двух-трех диаметров от зоны перехода от меньшего диаметра к большему дополнительное осевое усилие увеличивают, определяя из соотношения /d . iO.fl.
рх.55( (i n;-6-i.
)(2smy,-si«ia)J,
где dp - диаметр ролика;
B( - длина дуги захвата «Л - угол захвата - обжатие;
do - исходный диаметр заготовки;
3 - конечный диаметр; - интенсивность напрялсенного состояния;.
1 й I о
b Qsihj cos--JdQQ ширина контактной по. верхно.сти;
,v.
G di -udcos
-коэффициент обжатия;
s
-угол охвата заготовки
-коэффициент трения;
п-и. - коэффициент подпора; -4 О,
Pi
осевое усилие, определенное по вышеприведенной формуле без учета множителя (1+л)
с.напряжение сжатия на
(г4 входе заготовки в ролики ;
У - угол нейтрального сечения.
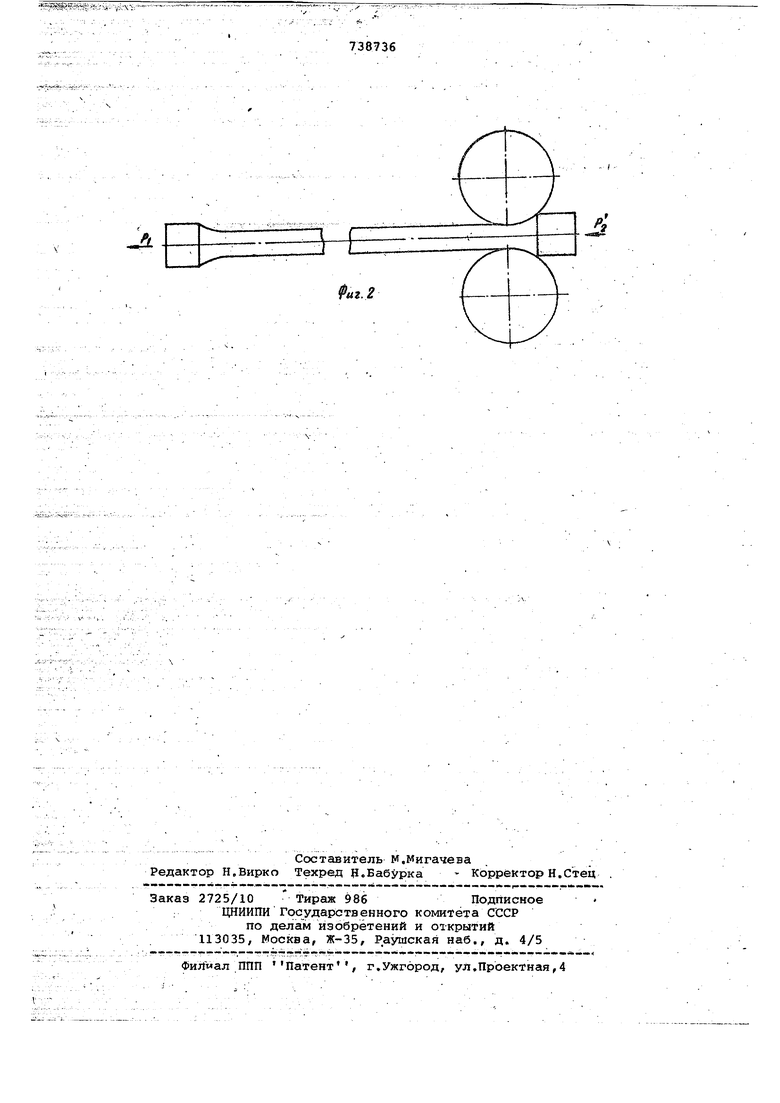
Фнг. 1 и 2 иллюстрируют изобретение.
, Пример, Способ осутествлялся с использованием детали 3-2 itooK изготовленной из стали 50РА (ОСТ-З-98-70), длиной 250 мм, диаметром 8,10 и 12 мм. Аналогичные опыты были проведены на заготовках таких же Типоразмеров из стали 45ХНМФА и стали ст , 3 ,
Заготовки диаметром 13-20 мм прокатывались на диаметр 8,10 и 12 мм на лабораторном стане ПР-100 со степенью деформации , равной 50-70%,
При прокатке деталей 1 неприводными роликами 2 в начале рабочего хода к одному из концов заготовки прикладывали осевое усилие прокатки Р| i 2,5 -5 т,к другому, с помощью гйдроцилиндра, - дополнительное усилие Pg , равное 1,5 - 4 т и одинаково ориентированное с осевым усилием Р, , В конце рабочего хода на расстоянии 2 30-50 мм от выхода галтельного участка дополнительное осевое усилие увеличивали до величины И 7-12 т. Конкретные величины усилии в зависимости от диаметра обрабатываемого изделия представлены в таблице.


| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления изделий переменного по их длине сечения | 1980 |
|
SU871954A2 |
| Способ изготовления изделий перемен-НОгО пО иХ длиНЕ СЕчЕНия | 1978 |
|
SU829283A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ПЕРЕМЕННОГО ПО ИХ ДЛИНЕ СЕЧЕНИЯ | 1996 |
|
RU2103100C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ПЕРЕМЕННОГО ПО ИХ ДЛИНЕ СЕЧЕНИЯ | 1992 |
|
RU2040355C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ПЕРЕМЕННОГО ПО ИХ ДЛИНЕ СЕЧЕНИЯ | 1999 |
|
RU2165327C2 |
| Способ упрочнения изделий переменного по их длине сечения | 1980 |
|
SU859468A1 |
| Способ изготовления изделий переменного по их длине сечения | 1975 |
|
SU553033A1 |
| Способ изготовления изделий переменного сечения | 1983 |
|
SU1135780A1 |
| СПОСОБ УПРОЧНЕНИЯ ИЗДЕЛИЙ ПЕРЕМЕННОГО ПО ИХ ДЛИНЕ СЕЧЕНИЯ | 2004 |
|
RU2263717C1 |
| СПОСОБ СОВМЕЩЕННОЙ НЕПРЕРЫВНОЙ ВИНТОВОЙ И ПРОДОЛЬНОЙ ПРОКАТКИ | 2003 |
|
RU2278747C2 |
По окончании рабочего хода осуществляли обратный калибровочных ход под воздей ствием усилия Р , обратно направленного, без дополнительного осевого усилия Pg ,
По,окончании калибровочного хода заготовку поворачивали на угол, определяемый программой обработки, после чего действий повторялись в той же последовательности.
Описанный способ позволит расширить номенклатуру обрабатываемых деталей, снизить трудоемкость про- . катки в два раза, уменьшить общую трудоемкость изготовления на 15-20%, отменить операцию механической обработки галтели,
Ожидаемый экономический эффект, подсчитанный для детали 3-2 Шток при переходе на новую технологию составит 80 тыс, руб. Формула изобретения , - - . 5 Способ изготовления изделий переменного по их длине сечения, при котором заготовку возвратно-поступательно перемещают в осевом направлении и прокатывают парой неприводных вал- Q ков, образующих калибр с неполным охватом периметра заготовки, с поворотом заготовки вокруг оси после ее каждого двойного рабочего и холостого, хода и с приложением осевого уси- . ЛИЯ к одному концу заготовки/ отличающийся тем, что, с целью -повшиения точности и производительности изготовления изделий с большим перепадом диаметров по длине сечения, к другому концу заготовки прикладыва ют дополнительное осевое усилие Р, величину которого в начале рабочего хода прокатки определяют из соотношения. Р . а (е/2;г где Е - модуль упругости; J - момент инерции сечения готовой детали; - длина прокатываемой части детали, в конце рабочего хода на расстоянии 2-3 диаметров от зонь перехода от меньшего диаметра к большему дополггятопр Px Xl(2 гд O Ь а ло сн 35 п льное осевое усилие увеличивают, деляя из соотношения es -«d 0.4 l,55t-|) (+h)- Si-b- Ad+/ dp i gi - SinA)3 -dp -диаметрpb лик a; x длина дуги захвата; Л - угол захвата; ., - бд - обжатие; -Adtosf - коэффициент обжатия; d) - исходный диаметр заготовки;d, - конечный диаметр заготовки;б, - интенсивность напряженного состояния; Ап- +сх й С ширина контактной . поверхности 4 - угол охвата заготовки; rj л- коэффициент трения; 1i Sf коэффициент подпора; (JJ) - угол нейтрального , сечения; Apjf - о 9d Пряжение сжатия на , ;входе .заготовки .в ролики; . Рх осевое усилие, определен1 ое по вышеприведенной формуле из множителя (l-f-n), ри завершении рабочего хода загоки iдополнительное осевое усилие. маиот. Источники информации, инятые во внимание при экспертизе 1. Авторское свидетельство СССР 188454, кл, В 21 Н 8/00, 1961.
