Известен способ нарезания шестерен полуобкатных конических передач на станках с модификатором обкатки, в которых направление движения резания параллельно плоскости вращения люльки, несущей инструмент.
Этот способ не обеспечивает правильного образования боковой поверхности зуба.
Описываемый способ предусматривает изменение угловой установки шпинделя изделия в процессе обкатки по закону, обеспечивающему качение без скольжения начальных конусов заготовки и производящего колеса.
Такой способ дает возможность осуществить теоретически точный процесс образования всей боковой поверхности зуба и, следовательно, повысить качество зацепления нарезаемой пары.
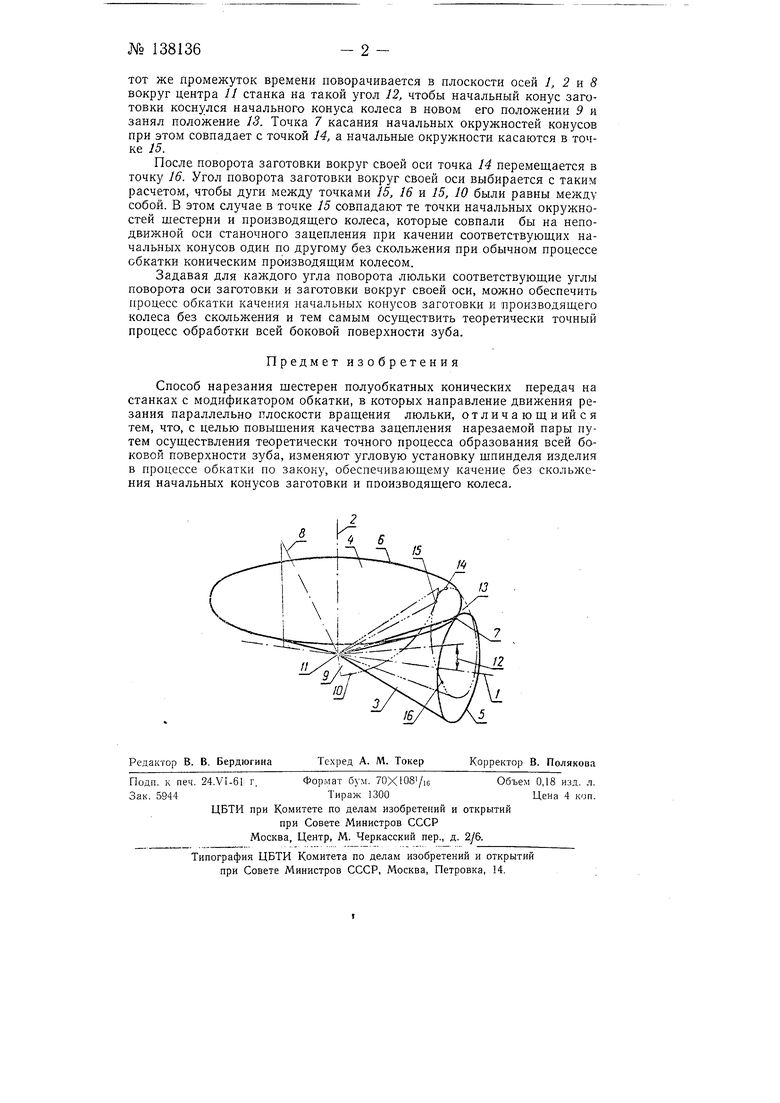
На чертеже изображена схема нарезания шестерен полуобкатных конических передач описываемым способом.
Описываемый способ состоит в том, что в процессе обкатки изменяется по определенному закону угол установки заготовки на станке. Для этого нужно обычный имеющий механизм модификации обкатки зуборезный станок, в котором движение резания происходит параллельно-плоскости вращения люльки, снабдить механизмом, позволяющим в процессе обкатки изменять по заданному закону угол установки заготовки на станке.
На чертеже оси / и 2 являются осями начальных конусов гЗ и 4 шестерни и конического производящего колеса. Начальные окружности 5 и 5 начальных конусов 5 и - в исходный момент касаются в точке 7. Нарезание происходит на станке без наклона щпинделя, а ось люльки занимает положение 8 в плоскости осей 1 и 2. После поворота вокруг оси 8 производящего колеса вместе с люлькой и инструментом на некоторый угол начальный конус производящего колеса занимает положение 9 (штрихпунктиром показана часть начального конуса). Точка 7 касания начальных окружностей начальных конусов перемещается в точку 10, а заготовка поворачивается на некоторый угол вокруг своей оси. Ось заготовки за