Известен способ нарезания конических колес с круговыми понижающимися ло длине зубьями. При нарезании колес по этому способу заготовка и производящее колесо вращаются вокруг своих осей, а несоответствие номера резцов компенсируется наклоном щпинделя резцовой головки.
Предлагаемый способ нарезания конических колес отличается от известного тем, что, кроме вращения вокруг своей оси, нарезаемое колесо в процессе обработки поворачивают по определенному закону вокруг горизонтальной оси, проходящей через вершину начального конуса нарезаемого колеса иерпендикулярно его оси и это движение нарезаемого колеса согласуют с его неравномерным вращением вокруг своей оси и с вращением производящего колеса.
Работая по предлагаемому способу, можно обрабатывать конические зубчатые колеса с разными параметрами резцами одного номера на станках с ненаклоняющимися щпинделями резцовых головок.
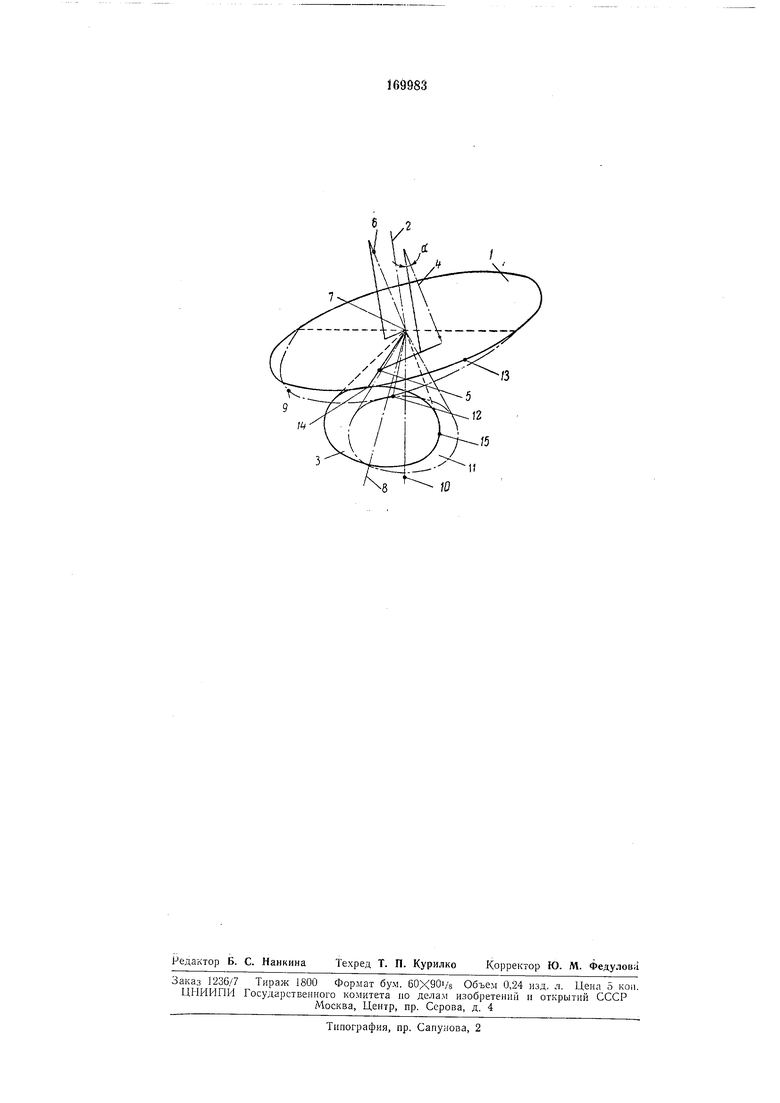
На чертеже показана принципиальная схема обработки колеса по предлагаемому способу.
са 1, вращаясь вокруг оси 2 люльки, катится без скольжения по начальному конусу заготовки 3. С плоскостью производящего колеса связана ось 4 резцовой головки, которая наклонена к оси 2 люльки на угол .а и в исходный момент (момент профилирования средней точки 5 зуба) занимает иоложение, иоказанное на чертеже. По предлагаемому способу нарезания ось
люльки должна занимать положение 6, .проходя через центр 7 ллоского производящего колеса (центр станка) параллельно оси резцовой головки. Начальный конус заготовки 3 в исходный момент занимает прежнее положение. Угол установки заготовки на станке равен, таким образом, углу между осью 6 люльки и осью 8 заготовки и отличается от угла установки заготовки по известному способу (угла между осями 2 и S).
Пусть люлька с резцовой головкой повернется вокруг оси 6 на некотбрый угол. Начальная плоскость производящего колеса /, жестко связанная с инструментом, займет при этом положение 9 (на чертеже изображена
щтрих-пунктиром половина этой плоскости в новом положении). По предлагаемому способу следует одновременно с поворотом люльки изменить угол установки заготовки на станке, так, чтобы начальный конус заготовки касалса в новом ее положении 9. Для этого ось заготовки перемещается в илоскости осей 6- 8 до положения 1U; начальный конус заготовки после этого занимает положение //, касаясь плоскости 9 по линии 7-12.
Точка 12 начальной илоскости производящего колеса в исходный момент занимала лоложение 13. Если бы процесс обкатки производился как обычно, то точка 13 в некоторый момент времени, придя на ось станочного заценления 7-14, совпала бы с некоторой точкой 15 начального конуса заготовки. Но иредлагаемому способу одновременно с поворотом оси заготовки из .йоложения 6 в иоложение 10 производится поворот заготовки вокруг ее оси на такой угол, чтобы в точку 12 касания с начальной плоскостью производящего колеса прищла та же точка 15 начального конуса заготовки. Таким образом, в рассматриваемый момент начальная илоскость производящего колеса и связанный с нею инструл-шнт занихмает по отношению к заготовке такое же пололсенпе, как и в обычном процессе нарезания, когда точка 13 находится на оси зацепления. Согласуя указанным образом для каждого момента поворот люльки с изменением угла установки заготовки и поворотом заготовки вокруг ее оси, мы получаем то же относительное движение между инструментом и заготовкой, что и в обычном процессе нарезания, т. е. обрабатываем ту же поверхность зуба. При этом по предлагаемому способу ось 4 резцовой головки остается иараллельной оси 6 люльки.
Таким же образом осуществляется нарезание резцами несоответствующего номера при неплоском (конусном) производящем колесе. В этом случае по известному способу нарезания угол наклона оси резцовой головки на станке складывается из утла наклона, необходимого для образования конусного производящего колеса, и дополнительного угла наклона, компенсирующего несоответствие номеров резцов, причем эти два составляющих угла наклона находятся в разных плоскостях. По предлагаемому способу следует так же, как и в случае плоского производящего колеса, ось люльки наиравить через центр станка параллельно результирующему положению оси резцовой олоВКп; ирп повороте .люльки на некоторый угол следует довернуть ось заготовки иа станке в плоскости, проходящей через ось люльки так, чтобы начальный конус производящего колеса (иовернувщийся вместе с люлькой и инструментом) касался начального конуса заготовки; кроме того, заготовка поворачивается вокруг своей осп так, чтобы указанные конусы касались по тем же образующим, по которым они касаются в обычном ироцессе
обкатки.
Для осуществления оиисываемого способа нужно станок с ненаклоняющимся резцовым щпинделем и модификатором обкатки снабдить механизмом, позволяющим изменять по
определенному закону угол установки заготовки на станке; этот же механизм может быть использован для отвода изделия на деление. Особенно выгодно .применение способа на станках с программным управлением: если отвод на деление в таком станке осуществляется изменением угловой установки заготовки, то не требуется никаких дополнительных механизмов для осуществления сиособа, т. к. изменение угловой .установки на станке и
модификация обкатки достигаются иростым изменением ирограммы.
Способ применим как для обкатных, так и для полуобкатных передач.
Предмет изобретения
Способ нарезания конических колес с круговыми -гюнил :ающимися ло длине зубьями, осуществляемый на станках с модификатором
обкатки, например на станках с программным управлением, позволяющих согласовывать вращение производящего колеса -с неравномерным вращением нарезаемого колеса, отличающийся тем, что для обеспечения точной
обработки конических зубчатых колес с разными параметрами резцами одного номера на станках с ненаклоняющимися щиинделями резцовых головок, нарезаемое колесо, в нроцессе обработки поворачивают по определенному закону вокруг горизонтальной оси, проходящей через верщину начального конуса нарезаемого колеса перпендикулярно его оси, и это движение нарезаемого колеса согласуют с его неравномерным вращением вокруг своей
оси и с вращением производящего колеса.
XL