(Л
с
оо
00 N) СП
оо
1382537
12
Изобретение относится к обработке ме-В процессе изгиба заготовки в ручье
таллов давлением, в частности к оснасткематрицы 15 упоры 9 пробок 1 и 2, воздля изготовления гибкой трубных отводовдействуя на торцы заготовки, осуществляют
штамповкой трубных заготовок.осевой подпор, что обеспечивает выполнеЦель изобретения - расширение тех-ние ее осевой осадки, уменьшающей разнологических возможностей путем обеспе-5 ностенность. Благодаря наличию радиусного
чения гибки отводов разной длины.профиля пробок 1 и 2 и средней части 3
На чертеже изображена оправка в штам-повышается точность гибки за счет уменьпе.шения овальности.
Составная оправка выполнена в виде про-После гибки изделие вынимается из мат- бок 1 и 2 с размещенной между нимию рицы 15 штампа и оправка демонтнрует- фигуриой средней частью 3, сменной тяги 4,ся, для чего клин 12 выбивается из па- связывающей среднюю часть и пробку 1,за 10, пробка 2 снимается и остальная и удлиненной сменной тяги 5. Тяги 4 н 5 уста-часть оправки беспрепятственно вынимается новлены одними концами на одном илииз полости изделия.
двух пальцах 6. Тяга 4 соединяется сТехнико-экономическая эффективность
пробкой 1 пальцем 7. Тяга 5 пропущена 5 предлагаемого изобретения заключается в
в осевое отверстие 8, большее, чем диа-расщиренин технологических возможностей,
метр тяги, и имеет конец, выступающий зат. е. позволяет изменять длину отводов
пределы пробки 2.в пределах гибочного ручья штампа за счет
Оправка имеет узел осевого сжатияпереиаладки оправки и применять ее для
трубной заготовки, выполненный в виде2Q гибки в нескольких штампах. упоров 9 на пробках 1 и 2, и механизм ее
фиксации на пробке 2.Формула изобретения
На выступающем конце тяги 5 выполнен сквозной паз 10 с наклонной стен-1. Составная оправка для гибки трубных кой 11, в котором установлен клин 12, вза-отводов в штампе, содержащая две пробки, имодействующий с наружным торцом 1325 установленные с возможностью поворота в пробки 2 и наклонной стенкой И.плоскости гиба, фигурную среднюю часть и
Оправка работает следующим образом.тягу, шарнирно установленную на средней
Перед штамповкой берут трубную за-части и на первой пробке, отличающаяся
готовку 14 и, подбирая соответствующие еетем, что, с целью расширения технологидлине тяги 4 и 5, собирают правуюческих возможностей путем обеспечения отчасть оправки, для чего пробку 1 связы- 0 водов разной длины, она снабжена узлом
вают со средней частью 3, тягой 4 и паль-осевого сжатия трубной заготовки, выполцами 6 и 7, затем среднюю часть 3 сненным в виде упоров на пробках, щардругого конца с помощью пальца 6 свя-нирно установленной на средней части удзывают с удлиненной тягой 5 и уста-линенной тяги с механизмом ее фиксации
навливают собранную часть оправки вна второй пробке, при этом во второй
трубной заготовке 14. Затем, выводя ко- пробке выполнено осевое отверстие для
нец тяги 5 с пазом 10 через отверс-свободного размещения удлиненной тяги,
тие 8, в левом конце трубной заготовкиконец которой выполнен выступающим за
устанавливают пробку 2, после чего в паз 10пределы наружного торца второй пробки. между наклонной стенкой 11 и торцом 13
пробки 2 устанавливают клин 12. Слегка40 2. Оправка по п. 1, отличающаяся
ударив в верхний торец клина 12, его загони-тем, что механизм фиксации удлиненной
ют враспор, осуществляя осевой натяг эле-тяги выполнен в виде сквозного паза с
ментов оправки. После этого трубную заго-наклонной стенкой, выполненного в выстутовку с оправкой устанавливают в гибочныйпающем конце удлиненной тяги, и клина,
ручей .матрицы 15 и воздействием на заго-установленного в пазу с возможностью
товку 14 пуансоном 16 осуществляют ее взаимодействия с наружным торцом второй
гибку.пробки н наклонной стенкой паза.
| название | год | авторы | номер документа |
|---|---|---|---|
| ШТАМП ДЛЯ ВЫСАДКИ УТОЛЩЕНИЙ НА СТЕРЖНЕВЫХ ЗАГОТОВКАХ | 1991 |
|
RU2006328C1 |
| Устройство для гибки труб | 1987 |
|
SU1503931A1 |
| Штамп для изготовления коушей | 1990 |
|
SU1738436A1 |
| СПОСОБ ГИБКИ ТРУБ | 2001 |
|
RU2210452C2 |
| Штамп для резки труб | 1990 |
|
SU1799697A1 |
| Устройство для изготовления полых изделий с отводами | 1977 |
|
SU733761A1 |
| Устройство для гибки змеевиков из труб | 1979 |
|
SU880561A1 |
| ОПРАВКА ДЛЯ ГИБКИ ТРУБ | 1986 |
|
RU1417281C |
| Способ изготовления полых деталей из трубной заготовки | 2018 |
|
RU2703010C2 |
| Способ изготовления П-образных деталей из полосы и штамп последовательного действия для его осуществления | 1991 |
|
SU1819712A1 |
Изобретение относится к обработке металлов давлением, в частности к оснастке для изготовления гибкой трубных отводов в штампе. Цель - расширение технологических возможностей за счет обеспечения отводов разной длины. Оправка, состоя- шая из пробок (П) 1 и 2 и средней части 3, имеет узел осевого сжатия трубной заготовки 14. Этот узел выполнен в виде упоров 9 на П 1 и 2. После сборки элементов оправки с помощью тяг 4 и 5 ее устанавливают в заготовки 14 и закрепляют механизмом фиксации. В процессе изгиба П 1 и 2, воздействуя упорами на торцы заготовок 14, осуществляют осевой подпор. В результате подпора уменьшается разностенность изделия. 1 з. п. ф-лы, 1 ил.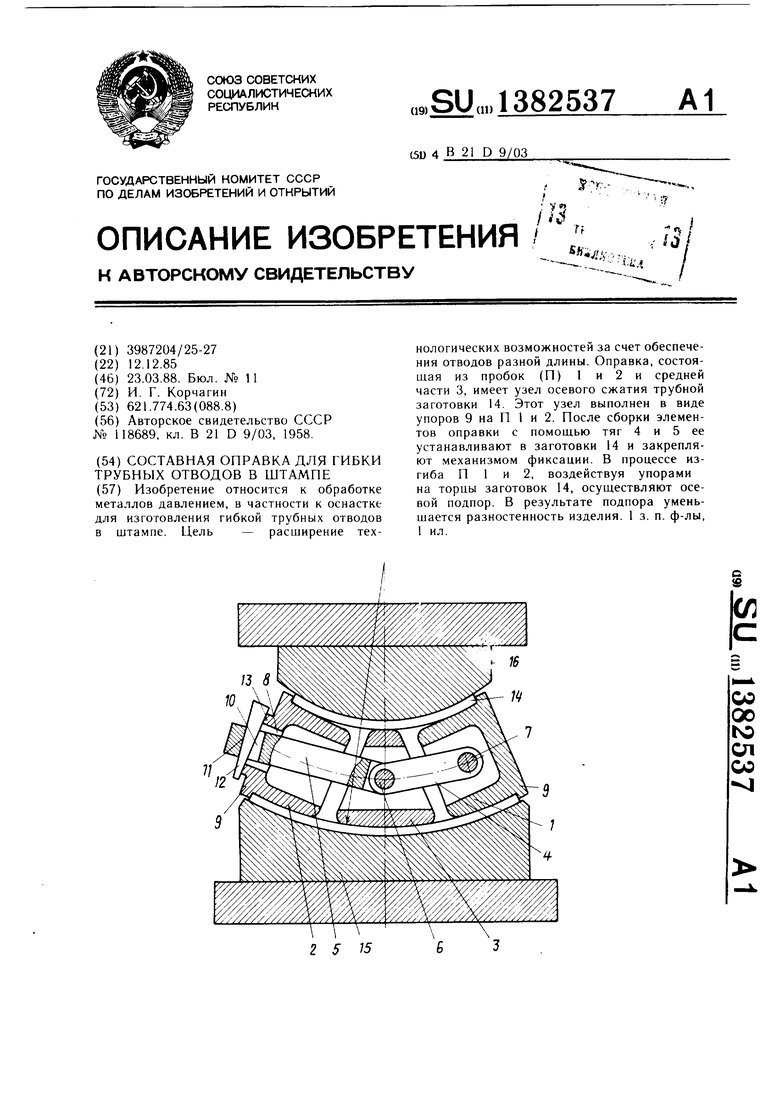
| Составной сердечник для штамповки угольников из труб | 1958 |
|
SU118689A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
