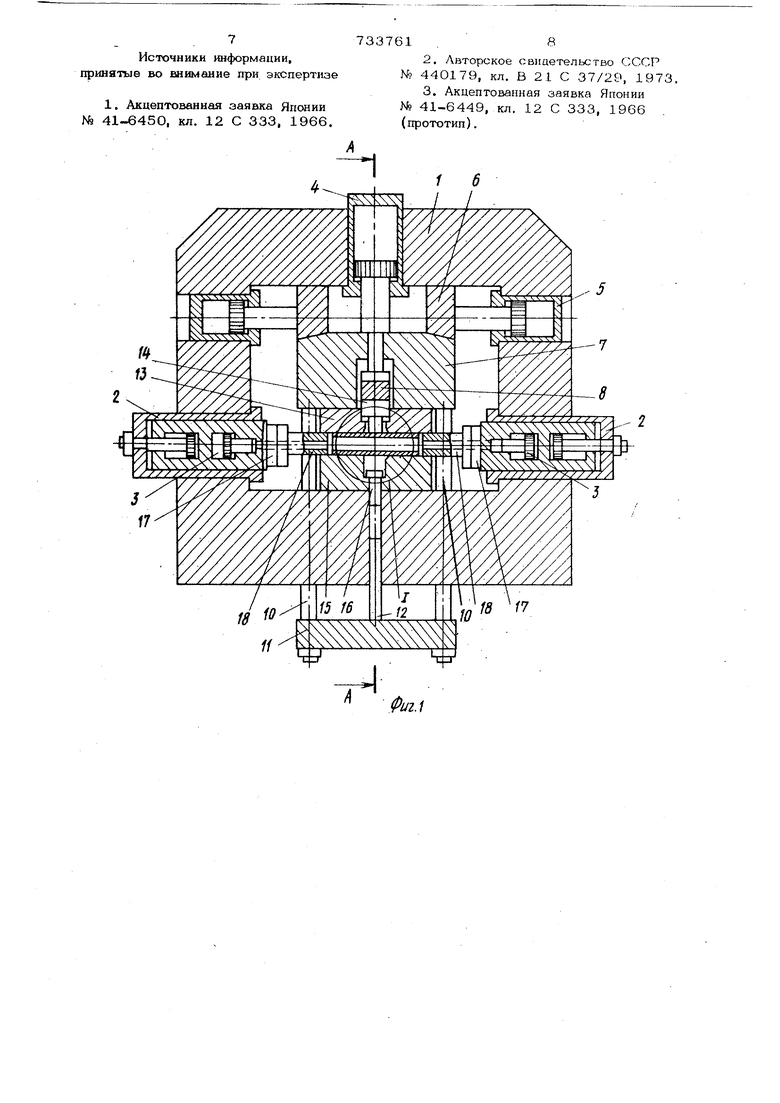
Изобретение относится к обработке металлов давлением, в частности к устройствам для изготовления полых изделий с отводами типа тройников и крестовин. Известно устройство для изготовления полых изделий с отводами, содержащее матрицу, разъемную в плоскости, проходящей через ось корпуса изделия, механизм подпора, расположенный в плоскости разъема, механизм клинового типа для сжимания полуматриц и силовые цилинщэы осевой осадки 1 . . Недостатком известного устройства является сложность и громоздкость конструк ции при изготовлении изделий больших диаметров, так как механизм для сжимания полуматрнц имеет.обойму с клиновыми эле ментами, охватывающую полуьдатрицы. Механизация процесса загрузки заготовок и выгрузки готовых изделий практически.невозможна, поскольку механизм подпора рао положен в плоскости разъема матрицы. Известно устройство для изготовления изделий из трубных заготовок, содержащее матрицу, разъемную в плоскости, прохоДашей через ось корпуса изделия, силовые цилинщэы осевой осадки, механизм для перемещения и сжимания полуматр1Щ, со единенный с последними посредством связанных между собой верхней и нижней траверю, и механизм подпора, расположенный в плоскости разъема матрицы Это устройство имеет следующие недостатки. Из-за расположения механизма подпо ра в плоскости разъема матрицы крайне затруднительна механизация загрузки заготовок и выгрузки изделий, а также невозможна работа на устройствах в несколько ручьев. Кроме того, механизм для перемещения и сжимания полуматрйц при э готовлении деталей больших размеров усложняется, так как, например, требуется специальная аккумуляторная станция, чтобы обеспечить быстрое сведение полумат риц. Наиболее близким к предлагаемому по технической сущности является устройство для изготовления тройников, содержащее матрицу, разъемную в плоскости, проходащей через ось корпуса изделия, расположенный снизу механизм подпора, ось которого перпендикулярна к плоскости разъема матрицы, и механизм смыкания полу- матриц з . Недостаток такого устройства заключается в необходимости усложнения механизма перемещения и сжимания полумат риц при производстве деталей больших Диаметров, а расположение механизма под пора снизу затрудняет возможность механизации выгрузки готовых изделий и тем самым повышения производительности уст ройства. Цель изобретения - упрощение конструк ции и обеспечение возможности механизации процесса выгрузки изделий. Это достигается тем, что в предлагав- мой конструкции механизм подпора размещен над матрицей, а верхняя полуматрица установлена с возможностью вертикального перемещения от привода механизма под пора . На фиг. 1 показано описываемое уст ройство при изготовлении крестовин, продольный разрез; на фиг. 2 - то же, разрез А-А на фиг. 1 (с раздвинутыми полуматрицами при изготовлении тройников); на фиг, 3 - разрез А-А на фиг. 1 (с закрытыми полуматрицами при изготовлении крестовин); на фиг. 4 -узел I на фиг. 1 (в конце операции осевой осадки при изготовлении тройников). Устройство для изготовления полых изделий с отводами включает раму 1, в которой установлены цилиндры осевой осадки 2 с-мультипликаторам и 3, цилиндр под пора 4 и цилиндры 5 механизма смыкания полуматриц с зажимными клиньями 6. В направляющих рамы установлена подвижная траверса 7 с ползушкой 8 и скалками 9. С траверсой 7, тягами 10 жестко связана нижняя траверса 11, на которую опи раются скалки 12.. К траверсе 7 крепится верхняя полуматрица 13 с упорами 14, а к раме 1 нижняя полуматрица 15, в которой в случае изготовления крестовин в отверстиях для нижних горловин устанавливаются упо ры 16. К -плунжерам цилингфов 2 крепятся переходные плиты 17 с пуансонами осевой осадки 18. С одной стороны устройства установле механизм загрузки заготовок 19, состоящий из кассеты 20 с упором 21, подпружю1енными упругим элеметхэм 22 относительно загрузочного поддона 23 с пазами для прохода заготовок 2 4, и привода перемещения механизма загрузки. С другой стороны устройства установлен механизм выгрузки готовых изделий (тройников 25), состоящий из приемного noctдона 26 и привода его перемещения .Подвижные части механизмов загрузки и выгрузки перемещаются по направляющим колонкам. Перед началом рабочего цикла траверт са 7 с полуматрицей 13 находится в верхнем положении, зажимные клинья 6 и пуансоны 18 разведены, один из мультапликаторов 3 находится в крайнем заднем, а другой в крайнем переднем положении, а механизмы загрузки и выгрузки выведены из межштампового пространства. Устройство для изготовления тройников .работает следующим образом. Заготовки 19 загружают в пазы кассеты 20, после чего при поднятой верхней полуматрице 7 кассета 2О с заготовками 19 вместе с поддоном 23 перемещается в Межщтамповое пространство до соприкосновения упора 21 с верхней полуматрицей 13. После.этого кассета 20 останавливается, и поддон 23, сжимая пружину 22, продолжает движение до совмещения пазов 24 с пазами в кассете 20 и с ручьями в нижней полуматрице 15, заготовки 19 попадают в ручь.и нижней полуматрицы 15, и поддон 23 оказывается . Затем кассета 2О и поддон 23 выводятся из межщтампового гфостранства, причем во вреця обратного хода под воздействием пружины 22 кассета 20 перемещается относительно поддона 23, и происходит взаимное смещение пазов в обеих деталях. После загрузки верхняя полуматрица 13 с траверсой 7 опускается вниз штоком цилиндра 4, зажимая загруженные заготовки 19, при этом упоры 14,-. пол- . зушка 8 и скалки 9, упираясь в заготов ки 19, из положения, указанного на фиг.2 перемещаются в положение, указанное на фиг. 3.. Затем зажимные клинья 6 от штоков цилинщэов 5 перемещаются вперед, прижимая верхнюю полуматрицу 13 к нижней полуматриде 15. После этого в полость заготовок 19 поступает рабочая жидкость,подаваемая через отверстия в нижней полуматрице 15, а через отверстия в верхней полуматрице 13 удаляется воздух. После запо.чнелия заготовок 19 ра бочей жидкостью пуансоны 18 зажимают их торны, и плунжер одного из мультипли каторов 3, расположенного в крайнем зад нем положении, перемещаясь вперед, по- вышает давление рабочей жидкости внутри заготовок до требуемой величины. Затем происходит рабочий ход пуансонов 18 и формовка тройника по штампу, причем в процессе осадки шток цилиндра 4 через ползушку 8 и упоры 14 все время подпирает образуемые горловины, перемещаясь вверх по мере их увеличения. В начале рабочего хода осайки Ш1утрен ний объем формуемьк деталей увеличивает ся, и плунжер мультипликатора 3, обеспечивающего повышение давления внутри заготовок, продолжает перемещаться вперед. При дальнейшей осадке заготовок внутренний объем формуемых деталей уменьшаетеся, и излишняя рабочая жидкость стравливается из них, перемещая назад оба муль типликатора 3. Второй мультипликатор, на ходящийся в переднем положении в начале .рабочего цикла, необходим, так как объем стравливаемой при штамповке тройников 25 жидкости приблизительно в два раза превышает объем жидкости, подаваемой в заготовки для поднятия давления рабочей жидкости до требуемого значения перед началом осадки и для компенсации увеличения внутреннего объема заготовки в начале хода осадки. После окончания формовки сбрасывают дарение в рабочих полостях мультипл№каторов 3 и цилиндра 4, плунжеры цилинд ров 2 разводят пуансоны 18, а штоки цилиндров 5 - зажимные клинья 6. Одновременно возвращаются в исходное положение и мультипликаторы 3. Затем шток цилиндра 4 перемешает вверх траверсу 7 с верхней полуматрицей 13 и заклиненными в ней сформованными тройниками 25 до соприкосновения скалок 9 с рамой 1. После этого подъем траверсы 7 вверх прекращается, и в межштамповое простран ство вводится приемный поддон 26 механизма выгрузки. При дальнейшем подъеме вверх траверсы-7 упоры 4, оп1фаясь через ползушку 8 на скалки 9, выталкивают заклиненные в верхней полуматрице 13 тройники, и те падают на приемный поддон 26, который затем выводится пз межштампового прост ранства. На устройстве можно изготовлять крестовины с такой ТОЛШ1ШОЙ стенки, при которой не требуется подпора формуемых горловин. При изготовлении крестовин работа устройства аналогична работе при изготовлении тройников, за исьслючением двух моментов: 1.После опускания вниз траверсы 7 и зажатия ее клиньями 6 давление в поршневой полости цилиндра 4 сбрасывается. 2.При раскрытии штампа после конца формовки крестовинь могут заклиниться горловинами как в нижней 15, так и в верхней 13 полуматр1щах. В случае их заклинивания в верхней полуматрице 13 они въ1талкиваются оттуда так же, как и тройники, а в случае их заклинивания в нижней полуматрице 15 они выталкиваются оттуда при подъеме траверсы 7 вверх упорами. 16, приводимыми в движение скалками 12 от траверсы 11. Выгрузка крестовин из межштампового пространства производится вручную, а перед загрузкой заготовок 19 в ручьи нижней полуматр цы 15 траверса 7 должна быть опущена из своего крайнего верхнего положения вниз на велич1шу,равную или большую половины диаметра заготовки. Работа устройства с одним ручьем аналогична работе устройства с несколькими ручьями. Применение предлагаемой конструкции позволит повысить производительность устройства по сравнению с известными за счет возможности механизации операции выгрузки готовых изделий. Формула изобретения Устройство для изготовления полых изделий с отводами, содержащее матрицу, выполненную в виде верхней и нияаяей по луматриц с плоскостью разъема, параллельной продольной оси изделия, механизмы подпора и смыкания полуматриц с приводами, выполненными в виде силовых цилиндров, отличающееся тем, что, с целью упрощения конструкции и повышения производительности путем обеспечения возможности механизации выгрузки изделий, механизм подпора размешен над матрицей, а верхняя полуматрица установлена с возможностью вертикального перемещения от привода механизма подпора.
Источники информации, принятые во внимание при экспертизе
1. Акцептованная заявка Японии № 41-6450, кл, 12 С 333, 1966.
2.Лвторское свидетельство СССР
N 440179, кл. В 21 С 37/29, 1973,
3.Акцептованная заявка Японии № 41-6449, кл. 12 С 333, 1966 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления полых изделий с отводами | 1977 |
|
SU763016A1 |
| Устройство для изготовления полых изделий с отводами | 1977 |
|
SU659224A1 |
| Устройство для гидравлической штамповки полых деталей с отводами | 1975 |
|
SU599885A1 |
| УСТРОЙСТВО ДЛЯ ГИДРАВЛИЧЕСКОЙ ШТАМПОВКИ ПОЛЫХ ДЕТАЛЕЙ С ОТВОДАМИ ИЗ ТРУБНЫХ ЗАГОТОВОК | 1998 |
|
RU2149723C1 |
| Устройство для гидравлической штамповки полых изделий | 1989 |
|
SU1708466A1 |
| Устройство для гидравлическойшТАМпОВКи пОлыХ дЕТАлЕй C ОТВОдАМииз ТРубНыХ зАгОТОВОК | 1979 |
|
SU837443A2 |
| Устройство для гидравлической формовки полых деталей с отводами | 1989 |
|
SU1755992A1 |
| УСТРОЙСТВО ДЛЯ ГИДРОШТАМПОВКИ ПОЛЫХ ДЕТАЛЕЙ ИЗ ТРУБНЫХ ЗАГОТОВОК | 2014 |
|
RU2562570C1 |
| Штамп для изготовления тройников | 1978 |
|
SU664708A1 |
| УСТРОЙСТВО ДЛЯ ГИДРАВЛИЧЕСКОЙ ШТАМПОВКИ ПОЛЫХ ДЕТАЛЕЙ С ОТВОДАМИ ИЗ ТРУБНЫХ ЗАГОТОВОК | 2015 |
|
RU2598430C2 |

