(21)3943092/23-27
(22)19.08.85
(46) 23.03.88. Бюл. № 1 1
(71)Институт черной металлургии и Днепропетровский химико-технологический институт им. Ф.Э.Дзержинского
(72)В.И.Хейфец, М.С.Валетов,
Л.П.Лохматой, Л.А.Левицкий,Д.В.Корж, Ю.Г.Тубольцев,В.И.Тарновский,А.И.Козловский,М.И. Староселецкий и П.П.Быков
(53)621.753 (088.8)
(56)Хейфец В.И. и др. Развитие производства цельнокатан1а1Х колец за рубежом. - Экспресс-информация, сер. 7, вып. № 12, 1976, с. 10.
(54)СПОСОБ ПРОКАТКТ1 КОЛЬЦЕВЫХ ИЗДЕ- ЛШ }
(57)Изобретение относится к обработке металлов давлением и может быть использовано при изготовлении кольцевых изделий прокаткой, например обойм подшипников и ободов колес. Цель - повышение качества изде.чий и коэффициента использования материала заготовки за счет устранения нарушения сплошности материала на торцовых поверхностях изделия. Изделия прокатываются между двумя парами валков. Одна из пар валков образована валками разного диаметра с расположением ролика большего диаметра со стороны наружной поверхности кольцевой заготовки, а другая взаимодействует с торцовыми поверхностями заготовки. При этом вращающий момент приложен к валку большего диаметра и по меньшей мере к одному из торцовых валков. К валку меньшего диаметра прикладывается тормозной момент, величина которою переменна в зависимости от изменения толщины прокатываемой кольцевой заготовки. При таком способе де- формирования кольцевых заготовок уменьшается неравномерность деформирования материала в зоне обжатия,благодаря чему не образуются поверхност - ные дефекты. 5 ил., 1 табл.
9
(Л
00 00
to
ел
ел
1
Ич(1Г1ре тение относится к обработке металлов данлением и может быть ис (юльзовано при изготовлении кольцевых изделий прокаткой, например обойм подшипников и ободов колес и т.п.
Цель изобретения - повышение качества изделий и коэффициента не- пользования материала заготовки за счет устранения нарушения сплошности материала }ш торцовых поверхностях изделий.
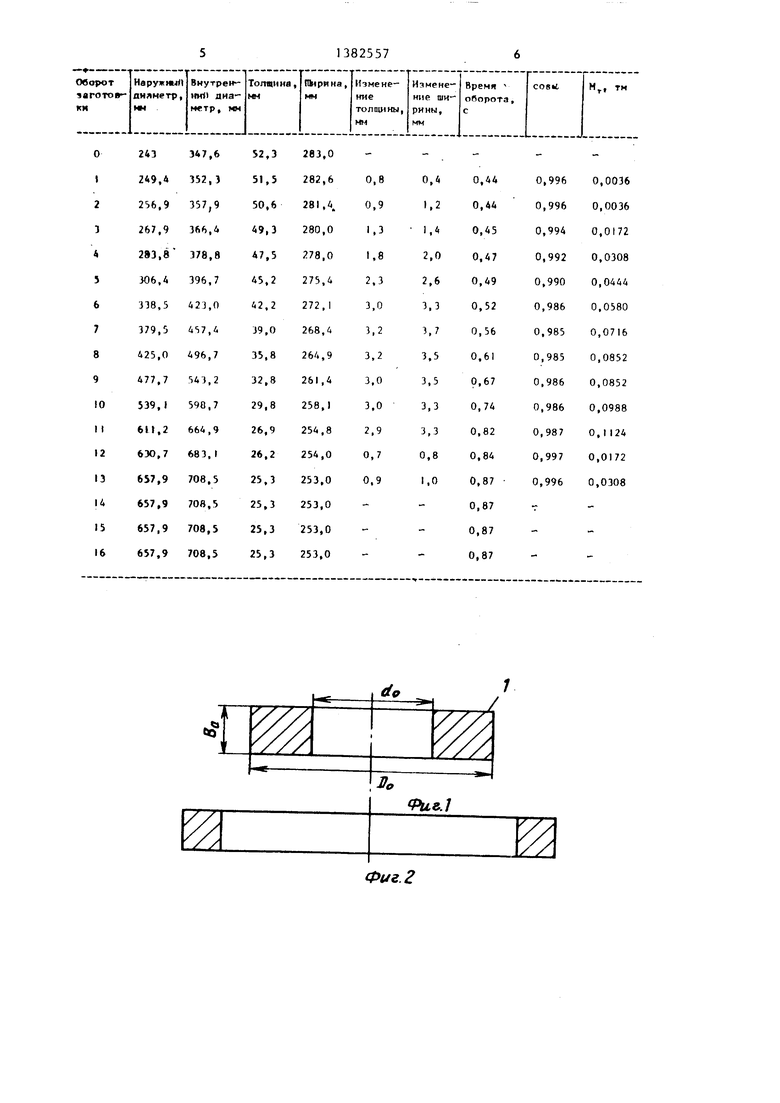
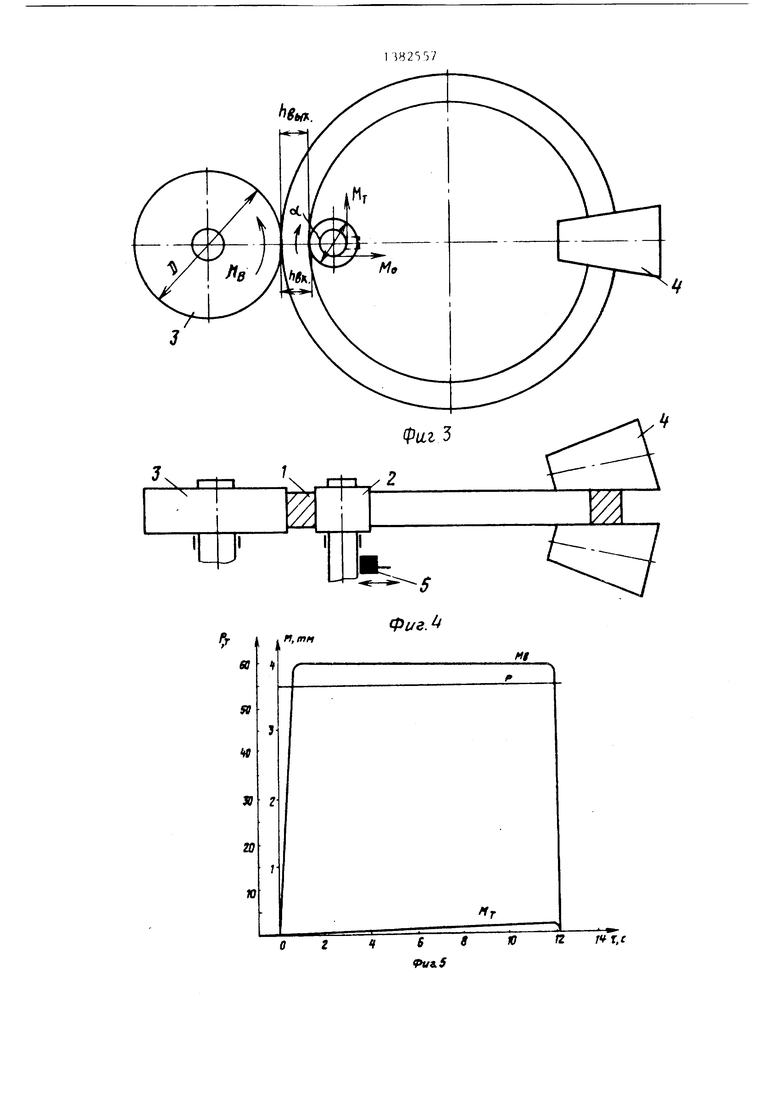
На фиг. 1 и 2 показана исходная заготовка и готовое кольцевое изде- лие; на фиг.З - схема процесса прокатки, вид сверху; на фиг.4 - то же, вид сбоку; на фиг.З - график регулировки дополнительного тормозящего момента в зависимости от параметров процесса прокатки.
Способ осуществляют следующим образом.
Исходную кольцевую заготовку 1 (фиг.1) размерами (DQ, d,, h и В), нагретую до температуры деформации, подают на внутренний, валок 2 меньшего диаметра кольцепрокатного стана. Посредством силового гидроцилиндра (не показан) внутренний валок перемещается к наружному валку 3 большего диаметра. В момент соприкосновения кольцевой заготовки 1 с наружным валком 3 начинается процесс обжатия кольцевой заготовки в радиальном направлении между наружным 3 и внутренним 2 валками. В тот же момент торцовые валки 4 подводят при помощи гид- роцилиндра (не показан) к кольцевой заготовке I, верхний торцовый валок опускается до соприкосновения с ее торцовой поверхностью, и начинают обжатие заготовки в осевом направлении по ширине БД. Заготовки в процессе прокатки вращается за счет приложения момента И к наружиому валку 3 и приложением момента к одному или двум торцовым валкам. Режим деформации (величину единичных обжатий) в ради- альном направлении задают из технологических соображений путем перемещения В1гутреннего валка, т.е. регулировкой усилия давления в гидроцилинд- ре внутреннего валка. Одновременно с этим в процессе прокатки к валу внутреннего валка 2 прикладывают тормозящий момент М, величина которого оп ределяется из зависимости
57
М м --- () - м
D li .cosoi.
0
Ь
0 5 0 5 0 5
где М - момент торможения на валке
меньшего диаметра; врав;ающий момент на валке
большего диаметра; d - диаметр валка меньшего диаметра;
D - диаметр палка большего диаметра;
вы кольцевой заготовки после выхода из зоны деформации в радиальном направле нии;
h., - толщина кольцевой заготовки ь
до входа в зону деформации в радиальном направлении; о(, - угол захвата заготовки валком меньшего диаметра; MQ - момент трения при вращении валка меньшего диаметра в подшипниках.
Зависимость получают, исходя из допущения, что предельная (по величине касательных напряжений) минимальная величина крутящего момента на внутреннем валке меньшего диаметра
оявна М ---(.
равна м ь
Дополнительный тормозящий момент может быть приложен различно: путем прижима вала1 тормозными колодками 5, путем кинематической связи вала нажимного валка с генератором и путем изменения силового магнитного поля, прикладываемого к постоянным магнитам, закрепленных на валу нажимного валка и другими приемами.
Задаваясь постоянными параметрами процесса деформации кольцевой заготовки: моментом вращения на наружном валке большего диаметра Mg, величиной диаметров наружного D и внутреннего d валков, величиной единичных обжатий в радиальном направлении, определяющей угол захвата «С , величиной момента трения в цапфах внутреннего валка Мд, и регистрируя в процессе прокатки текущие значе1шя толщин кольцевой заготовки на входеh и на выходе , , осуществляют регу лировку величины тормозящего момента, который и прикладывают к валу внутреннего валка.
Пример. Исходную заготовку из стали 20 в виде кольца наружным диаметром DO 347,6 мм, внутренним do 243 мм и шириной BQ 283 мм
раскатывают, помещая между парой ра- диально деформирующих валков диаметром 650 и 220 мм с приложением кру тящего момента 4 тм к валку большего диаметра и парой торцовых валков с приложением крутящего момента 0,8 тм к нижнему из них.-Измеренный предварительно момент трения в опорах валка меньшего диаметра составляет 0,01 тм. При усилии обжатия пробной заготовки в радиальном направлении, составившем 55 тс, величины единичных обжатий измеряют в процессе прокатки реохордныи датчиком для каждого оборота кольцевой заготовки, вследствие чего определяют величины h ц и . Далее проводят расчет величины тормозного момента на каж дый оборот заготовки.
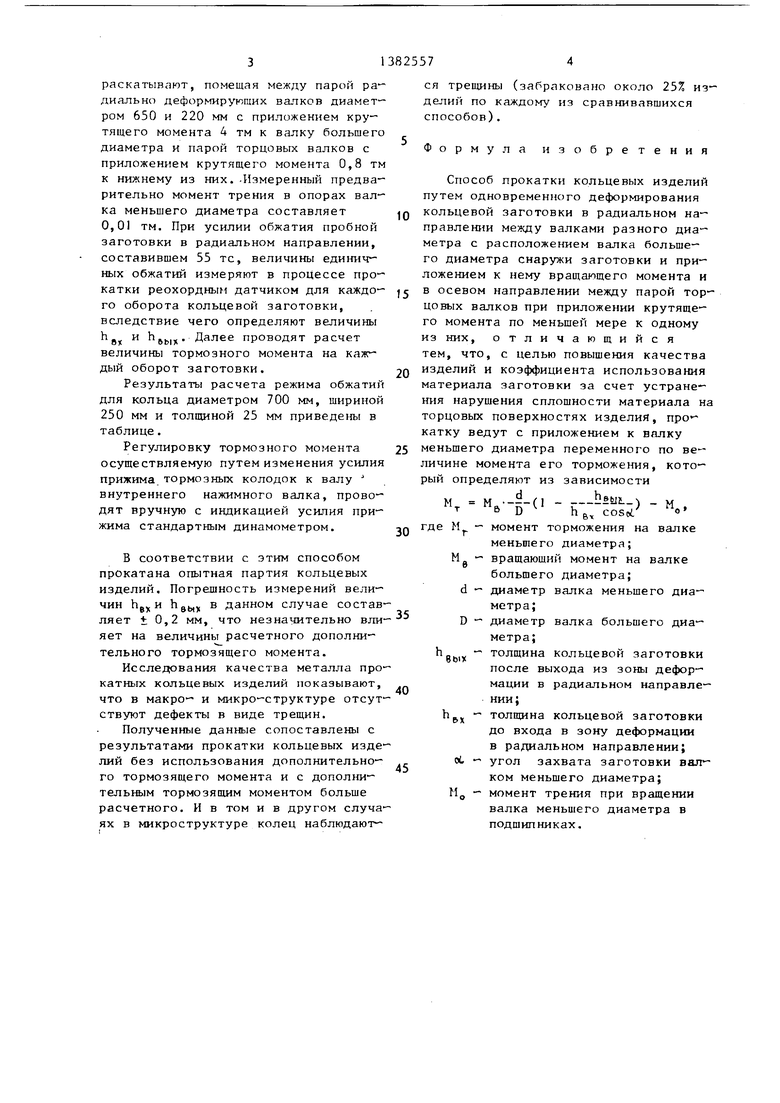
Результаты расчета режима обжатий для кольца диаметром 700 мм, шириной 250 мм и толщиной 25 мм приведены в таблице.
Регулировку тормозного момента осуществляемую путем изменения усилия прижима тормозных колодок к валу внутреннего нажимного валка, проводят вручную с индикацией усилия прижима стандартным динамометром.
В соответствии с этим способом прокатана опытная партия кольцевых изделий. Погрешность измерений величин hg и hgb,)( в данном случае состав ляет ±0,2 мм, что незначительно вли яет на величины расчетного дополнительного тормозящего момента.
Исследования качества металла прО катных кольцевых изделий показывают, что в макро- и микро-структуре отсут ствуют дефекты в виде трещин.
Полученные данные сопоставлены с результатами прокатки кольцевых изде ЛИЙ без использования дополнительного тормозящего момента и с дополнительным тормозяпшм моментом больше расчетного. И в том и в другом случа ях в микроструктуре колец наблюдают„
ся трещины (забраковано около 25Z изделий по каждому из сравнивавшихся способов).
Формула изобретения
Способ прокатки кольцевых изделий путем одновременного деформирования
Q кольцевой заготовки в радиальном направлении между валками разного диаметра с расположением валка большего диаметра снаружи заготовки и приложением к нему вращающего момента и
J5 в осевом направлении между парой торцовых валков при приложении крутящего момента по меньшей мере к одному из них, отличающийся тем, что, с целью повышения качества
2Q изделий и коэффициента использования материала заготовки за счет устранения нарушения сплошности материала на торцовых поверхностях изделия, катку ведут с приложением к валку
25 меньшего диаметра переменного по величине момента его торможения, который определяют из зависимости
М м ----Пb biL -) W
т ь D Ьв. cosci о .jQ где М - момент торможения на валке
меньшего диаметра; М- - вращающий момент на валке
о
большего диаметра; d - диаметр валка меньшего диаметра;
D - диаметр валка большего диаметра;
8ых толщина кольцевой заготовки после выхода из зоны деформации в радиальном направлении;
hpu - топтцна кольцевой заготовки до входа в зону деформации в радиальном направлении; Л - угол захвата заготовки валком меньшего диаметра; MQ - момент трения при вращении валка меньшего диаметра в подшипниках.
35
40
45
do
/
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ прокатки кольцевых изделий | 1985 |
|
SU1480941A1 |
| Способ прокатки кольцевых изделий и устройство для его осуществления | 1990 |
|
SU1792780A1 |
| Способ изготовления профильных кольцевых изделий | 1990 |
|
SU1784384A1 |
| Способ изготовления профильных кольцевых изделий | 1988 |
|
SU1606245A1 |
| Способ прокатки кольцевых изделий | 1990 |
|
SU1791067A1 |
| Способ прокатки кольцевых изделий | 1989 |
|
SU1708483A1 |
| Стан для прокатки кольцевых изделий | 1985 |
|
SU1371749A1 |
| Способ прокатки колец | 1990 |
|
SU1787060A3 |
| Способ прокатки кольцевых изделий | 1991 |
|
SU1782694A1 |
| Способ изготовления кольцевых изделий с гребнем | 1989 |
|
SU1703232A1 |

.«
fPue.J
Фиг. 2
лл
с rvr.f
