1138
Изобретение относится к порошковой металлургии и может быть использовано для получения крупногабаритных деформированных изделий из порошковых материалов.
Целью изобретения является увеличение габаритов изделий и повышение их механических свойств.
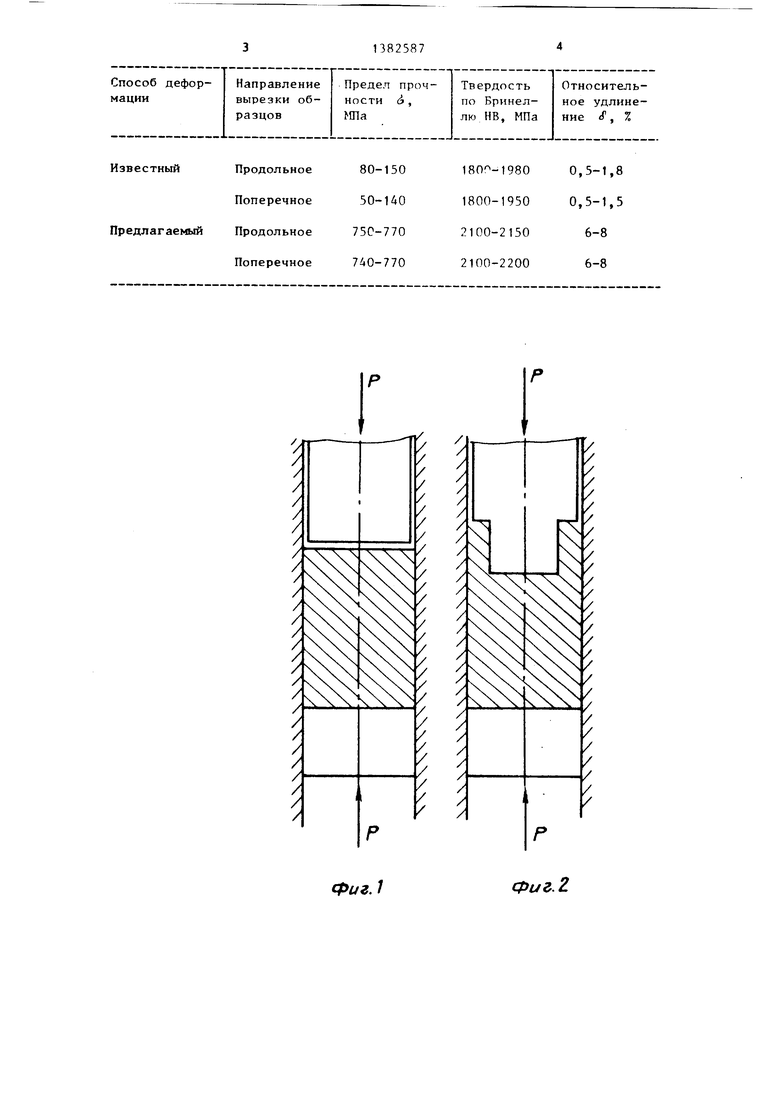
На фиг. 1-4 приведе: ы схемы технологических операций при реализации способа.
Способ осуществляют следующим образом.
Гранулы из сплава системы алюминий-цинк-магний-медь, легированного
хромом и цирконием, засыпают в алюминиевые емкости диаметром 83 мм и высотой 30 мм, которые герметично заваривают, вакуумируют (не менее, чем рт.ст.), одновременно нагревая гранулы до Д20-440°С. Нагрев гранул в емкостях осуществляют в муфельной печи электросопротивления.
Нагретые гранулы в емкостях помещают в канал контейнера диаметром 85 мм горизонтального гидравлического пресса усилием 600 т. Контейнер при этом нагревают до 380-400°С. Гранулы сдавливают плоскими пресс-штемпелями усилием 50-60 кг/Мм. Затем полученный брикет из гранул извлекают из контейнера пресса и удаляют оболочку емкости, например, на токарном станке.
После обточки брикета его диаметр составляет 82 мм при длине 200- 210 мм. Далее брикет нагревают в печи электросопротивления до температуры 420-440 С, которая сохраняется при всех последующих операциях.
Нагретый брикет помещают в канал контейнера того же пресса и сдавливают плоскими пресс-щтемпелямн согласно фиг.1. Температура контейнера составляет 420-440 0.
Фигурные насадки на пресс-штемпели выполняют сменными, в том числе и плоские насадки, которые предварительно подогревают до 150-200°С, чтобы исключить захолаживание металла. Вдавливание центральной части металла осуществляют согласно фиг.2.
0
5
0
5
0
0
5
0
5
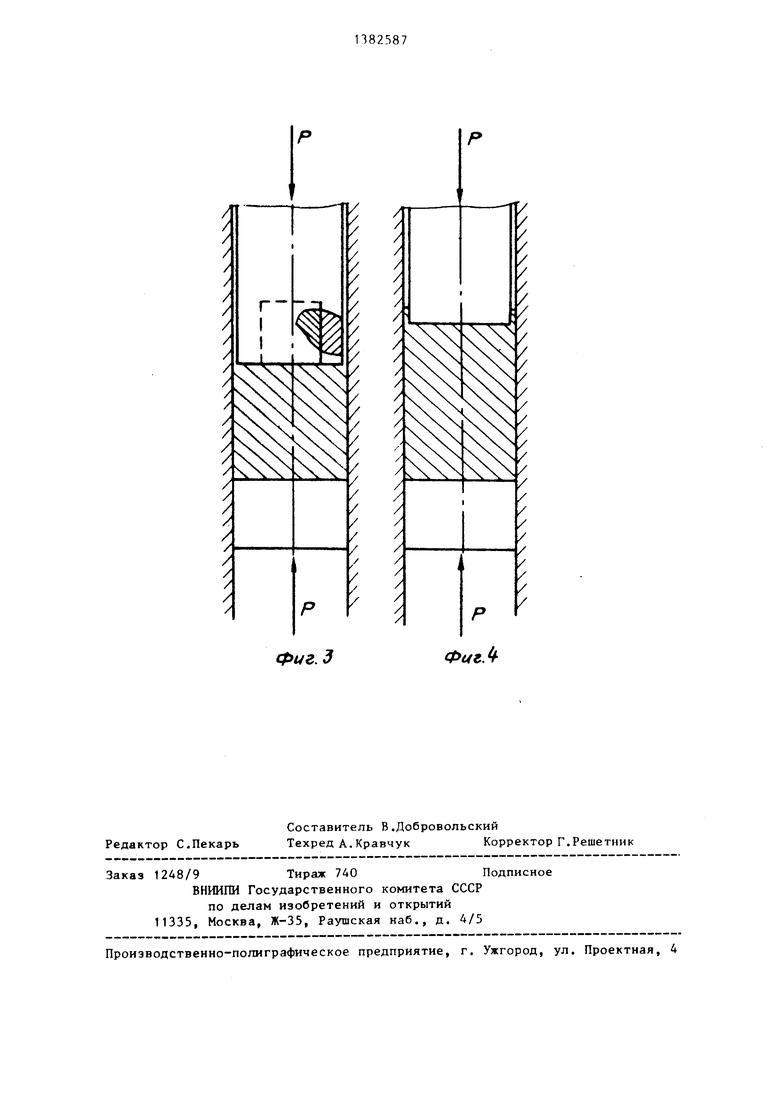
Затем устанавливают насадку для деформации периферийной части материала и проводят уплотнение по фиг.З.
На последнем этапе применяют плоские пресс-штемпели согласно фиг.4 и получают изделие с правильной формой и проработанной структурой, качественным схватыванием гранул и улучшенными механическими свойствами.
В таблице приведены механические свойства заготовки из гранул опытного сплава системы алюминий-цинк-маг- ний-медь, легированного хромом (0,4%) и цирконием (0,4%).
В таблице известным способом деформации является деформация гранул, осуществленная путем двухступенчатого прессования с односторонним приложением деформирующего усилия.
Аналогичные операции можно в той или иной последовательности повторять несколько раз, что определяется химическим составом сплава и процессами распада пересыщенного твердого раствора, проходящими в нем. Операции деформации, представленные в данном примере, представляют один цикл. Количество циклов можно увеличить, но кроме схватывания гранул регламентировать распад твердого раствора (по структуре: рентгенография, электронная микроскопия и -свойствам) .
Деформацию заготовки можно проводить также пресс-штемпелями, имеющи- ми технологический конус и плавные переходы закруглений.
Формула изобретения
Способ прессования изделий из порошковых материалов, включающий уплотнение в несколько этапов, отличающийся тем, что, с целью увеличения габаритов изделий.и повьш1ения их механических свойств, на первом этапе уплотняют порошок по всему сечению заготовки, затем осуществляют уплотнение центральной части, после чего уплотняют периферийные участки заготовки с дополнительным уплотнением порошка по всему сечению заготовки.
Продольное Поперечное Продольное Поперечное
150
140
770
770
180 -1980 1800-1950 2100-2150 2100-2200
0,5-1,8 0,5-1,5
6-8
6-8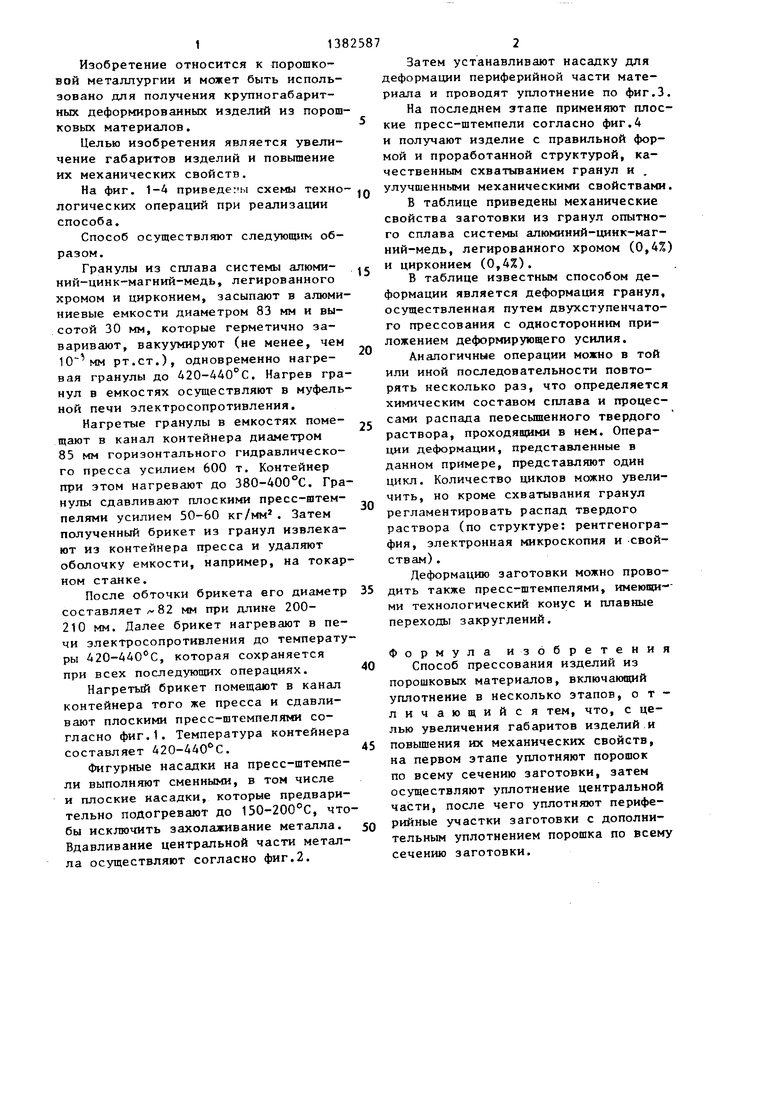
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления заготовок из гранул алюминиевых сплавов | 1977 |
|
SU634850A1 |
| СПОСОБ ПРЕССОВАНИЯ ГРАНУЛ МАГНИЕВЫХ СПЛАВОВ | 2008 |
|
RU2370342C1 |
| Способ изготовления полуфабрикатов из порошков и гранул алюминиевых сплавов | 1990 |
|
SU1748944A1 |
| СПОСОБ И ЛИНИЯ ПРОИЗВОДСТВА ЛИСТОВ ПЕНОАЛЮМИНИЯ | 2009 |
|
RU2412021C1 |
| СПОСОБ БРИКЕТИРОВАНИЯ ШИХТОВЫХ МАТЕРИАЛОВ | 2005 |
|
RU2307179C2 |
| Способ получения заготовок из сыпучих материалов на основе алюминия и его сплавов | 1990 |
|
SU1713739A1 |
| Способ изготовления изделий из гранулируемых алюминиевых сплавов | 1978 |
|
SU689063A1 |
| СПОСОБ ПРОИЗВОДСТВА ПОРИСТЫХ ПОЛУФАБРИКАТОВ ИЗ ПОРОШКОВЫХ АЛЮМИНИЕВЫХ СПЛАВОВ | 1997 |
|
RU2121904C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОРИСТЫХ ПОЛУФАБРИКАТОВ ИЗ ПОРОШКОВ АЛЮМИНИЕВЫХ СПЛАВОВ | 2011 |
|
RU2458762C1 |
| СПОСОБ ПРЕССОВАНИЯ ТРУБ ИЗ МАГНИЕВЫХ ГРАНУЛ | 2012 |
|
RU2486991C1 |
Изобретение относится к способам прессования изделий из порошковых материалов. Цель изобретения - увеличение габаритов изделий и повышение их механических свойств. Гранулы из сплава системы алюминий-цинк- магний-медь, легированного хромом и цирконием, засыпают в алюминиевые емкости, диаметром 83 мм и высотой 300 мм, гергетизируют, вакуумируют и нагревают до 420-440°С. Нагретый контейнер сдавливают плоскими пресс- штемпелями при удельном давлении 50- 60 кг/мм в течение 30-60 С. Затем полученный брикет извлекают из контейнера пресса и удаляют оболочку емкости, например, на токарном станке. Далее брикет нагревают до 420- 440°С и помещают в канал контейнера того же пресса и уплотняют в несколько этапов: на первом этапе уплотняют заготовку по всему сечению, затем осуществляют деформацию центральной части, после чего уплотняют перифе- рганые участки брикета с последующим повторением уплотнения брикета по всему сечению. Указанные операции производят с помощью сменных фигурных насапок на пресс-штемпели. 4 ил., 1 табл. С (/)
фиг. 1
Фиг. 2
фиг. J
ФкгЛ
| Устройство для получения водяного пара и подведения его в толщу горящего топлива | 1921 |
|
SU377A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Способ прессования металлического порошка и прессформа для его осуществления | 1980 |
|
SU891216A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
