Изобретение относится к обработке металлов давлением, в частности к способам брикетирования сыпучих материалов, предназначенных для последующей пластической деформации, и может быть использовано для изготовления заготовок в виде брикетов из порошков и грану алюминиевых сплавов, измельченных отходов на заводах по обработке цветных металлов и других металлургических предприятиях.
Известен способ изготовления заготовок из гранулированных алюминииевЫх сплавов путем их нагрева до 400 - 420°С с последукЬщим брикетированием на глухой матрице.
Недостаток известного способа заключается в том, что вследствие интенсивного трения между отдельными частицами и между боковыми стенками брикетировочного контейнера в условиях отсутствия технологической смазки плотность получаемого брикета неравномерна и заметно уменьшается по мере удаления от края брикета к его центру и по высоте брикета. Исследования показали, что в результате интенсивного течения металла при брикетировании периферийные и верхняй части брикета обладают плотностью компактного металла. По мере приближения к центру брикета и сверху вниз плотность падает. В результате в центральной и нижней частях брикета воздух.
заполняющий межгранульные поры, остается в объеме полученной заготовки, и при прессовании или прокатке такого брикета образуются расслоения, пузыри, трещины, плены, снижающие механические свойства полуфабрикатов. С увеличением диаметра брикетов и высоты неравномерность плотности по объему изделия увеличивается, приводя к ухудшению свойств изделий.
Известен способ изготовления заготовок из сыпучих материалов, в частности из гранул алюминиевых сплавов, заключающийся в нагреве гранул, последующем их брикетировании на глухой матрице и дополнительной подпрессовке с кантовкой полученной заготовки на 180° со степенью деформации 25 - 30%.
Данный способ обеспечивает снижение неравномерности плотности по высоте брикета, однако неравномерность плотности по диаметру не устраняется, что не позволяет изготавливать брикеты из сыпучих материалов большого диаметра, пригодных для прессования.
В центре брикета плотность намного ,ниже, чем в периферийной его части, что обуславливает наличие большого количества газов в готовом изделии. Удаление газовой фазы из полученного брикета невозможно ни термической обработкой, ни последующей экструзией. В результате в процессе д альнейшего изготовления из .брикетов прессованных профилей газовая смесь запрессовывается в пресс-изделие, вызывая образование большого количества дефектов (расслоений, трещин и др.), снижающих механические свойства полуфабрикатов..
Использование известного способа требует изготовления специального оборудования и значительно снижает производительность процесса брикетирования из-за необходимости кантовки заготовки на 180° перед дополнительной подпрессовкой.
Использование известного способа для брикетирования измельченных отходов алюминиевой фольги еще в большей степени усиливает неравномерность плотности по-Высоте и диаметру брикета, поскольку размер частиц фольги и малая насыпная плотность измельченных отходов в условиях отсутствия технологической смазки при брикетировании способствуют повышению градиента контактных сил трения между чаЬтицами фольги и стенками контейнера. Использование технологической смазки при брикетировании отходов алюминиевой фольги недопустимо. В .противном случае частицы смазки, попадая в брикет, препятствуют соединению частиц фольги в компактный материал и после прессований такого изделия полуфабрикат рассыпается.
Целью изобретения является повышение производительности и достижение равномерной плотности по объему заготовки.
Поставленная цель достигается разработкой способа получения заготовок из сыпучих материалов на основе алюминия и его сплавов, включающего нагрев исходного материала до температуры пластической деформации, брикетирование осадкой и допрессовку, в котором осадку центральной части диаметром (0,3 - 0,8) диаметра заготовки осуществляют с деформацией, превышающей на 2 - 6% величину деформации периферийной части, которая составляет 19 - 81,5%, а допрессовку периферийной части производят до величины осадки центральной части.
Способ осуществляется следующим образом.
Сыпучие материалы из алюминия и его сплавов нагревают до температуры пластической деформации и засыпают в контейнер пресса, а затем проводят осадку исходных материалов по высоте 19 - 81,5%, причем осадку центральной части диаметром (0,3 0,8) диаметра заготовки осуществляют с деформацией, превышающей на 2 - 6% величину деформации периферийной части.
После этого осуществляют допрессовку периферийной части до величины осадки центральной части, осуществленной на первой стадии.
Величина осадки исходных материалов по высоте на 19-81,5% обеспечивает получение плотного брикета с плотностью, близкой плотности компактного металла, удаление из него газовой (воздушной) фазы, что позволяет изготовить из брикета прессованные изделия с высокими механическими свойствами.
Увеличение величины деформации более 81,5% не приводит к улучшению свойств брикета, так как дополнительное увеличение степени осадки не позволяет удалить воздух из внутренних слоев заготовки, поскольку компактные периферийные слои не могут пропустить частицы воздуха из центраУ1ьных слоев.
Величина осадки менее 19% не обеспечивает получения брикета, способного к последующей обработке. Такие брикеты рассыпаются в дальнейшем, либо отпрессованные из них изделия обладают низкими механическими и экплуатационными свойствами из7за наличия большого количетсва воздуха.
В предложенном способе одновременно с деформацией периферийной части на
19-81,5% осуществляют деформацию центральной части диаметром (0,3 - 0,8) диаметра заготовки, которая превышает деформацию периферийной части на 2 6%, что обеспечивает при выбранных режимах полное удаление воздуха сначала из центральной части брикета, а затем и из периферийной.
Последующая допрессовка периферийной части до величины деформации центральной части обеспечивает получение равномерной плотности по всему объему брикета.
При уменьшении величины осадки центральной части по сравнению с периферийной более чем на 2% эффективность удаления воздуха из центральной чавти снижается, плотность этой части уменьшается.
При увеличении величины осадки центральной части более чем на 6% по сравнению с периферийной плотность центральной части практически не меняется, но возрастают усилия прессования, что нецелесообразно..
Осадка центральной части диаметром менее 0,3 диаметра заготовки не охватывает весь объем центральной части и не обеспечивает полного, удаления воздуха из формуемой заготовки и не позволяет получить равномерную плотность брикета. Осадка центральной части диаметром более 0,8 диаметра заготовки не способствует повышению качества заготовки и не позволяет добиться дополнительного положительного эффекта, но усложняетконструкцию и увеличивает нагрузку на пресс, что нецелесообразно.
Как показали исследования, при такой последовательности операций получения заготовки деформация распространяется на всю высоту брикета, способствуя получению беспористой заготовки с равномерной плотностью по всей высоте и диаметру изделия. Поэтому кантовка брикета на 180° и подпрессовка его не требуется, что позволяет в 1,5-2,0 раза повысить производительность процесса брикетирования на существующем прессовом оборудовании,.
П р и м е р 1. Отходы алюминиевой фольги из алюминия марки А6 толщиной 0,014 мм измельчались на роторном измельчителе. Затем измельченная фольга с различной исходной плотностью подвергалась обработке с целью получения заготовок для последующего прессования. Нагрев измельченных отходов алюминиевой фольги проводили в камерной электрической печи сопротивления до 400 - 450°С. Контейнер
нагревали до 300 - 350°С. Брикетирование осадкой осуществляли без смазки стенок контейнера. Удельное давление, развиваемое прессом, составляло 61,0 - 63,7 кгс/мм .
Диаметр контейнера 100 мм.
Осадку центральной части диаметром 80 мм (0,8 диаметра заготовки) осуществляли с деформацией 83,5%, а осадку периферийной части - с деформацией
81,5% (на 2% меньше деформации центральной части), затем проводили допрессовку периферийной части до величины осадки центральной части 83,5%.
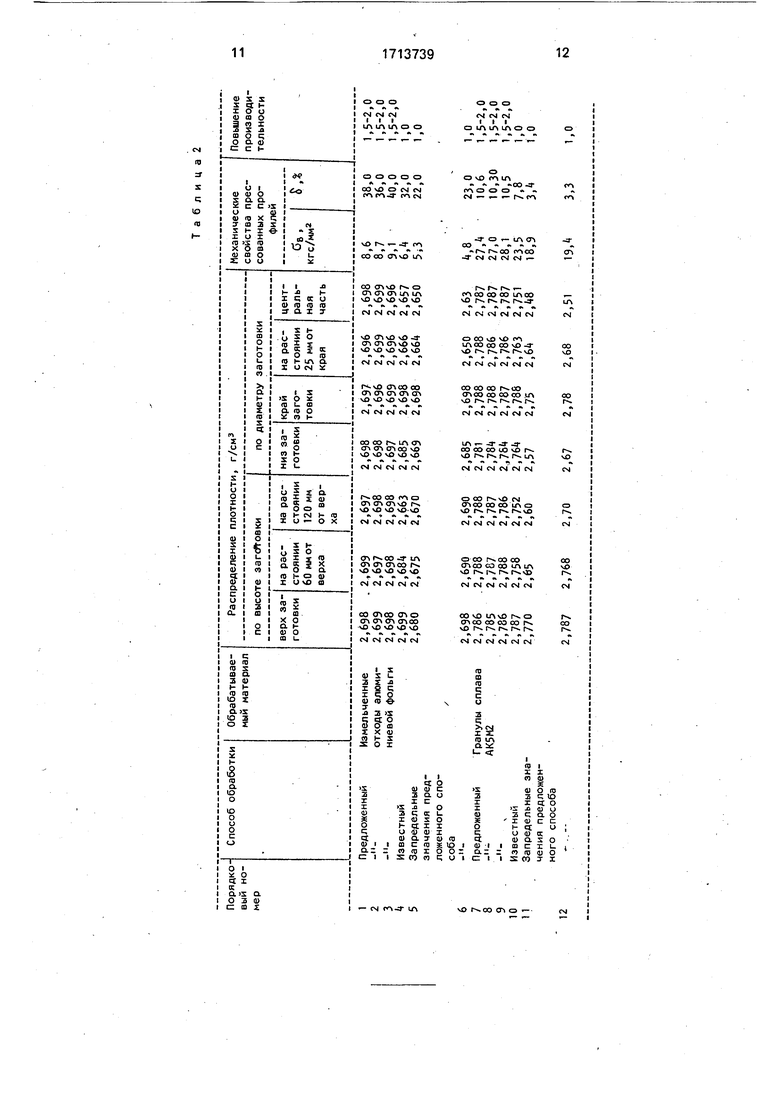
Одновременно осуществляли изготовление заготовок известным способом с уплотнением брикета, кантовкой его на 180° и дополнительной подпрессовкой. Режимы обработки известным и предложенным способами приведены в табл.1. Часть полученных брикетов разрезали на образцы и замеряли распределение плотности в них по диаметру и высоте заготовки. Плотность образцов определяли методом гидростатического взвешивания по известной методике, Из другой части заготовок прессовали пруток диаметром 9 мм и определяли механические свойства. Свойства заготовок и механические свойства прессованных профилей приведены в табл.2.
П р и м е р 2. Аналогично примеру 1 осуществляли брикетирование отходов алюминиевой фольги.;
Осадку центральной части диаметром 58 мм (0,58 диаметра заготовки) осуществляли с деформацией 67,0%, а осадку периферийной части - с деформацией 64% (на 3% меньше деформации центральной части). Затем проводили допрессовку периферийной части до величины осадки
центральной части 67%. Полученные прес-сованные профили имели механические свойства (7в 8,7 кгс/мм , д 36%, а производительность увеличена в 1,5 - 2 раза.
П р и м е р 3. Гранулы сплава АК5М2, нагретые до 400 - 450°С, загружали в контейнер диаметром 100 мм 600-тонного вертикального пресса. Контейнер нагревали до 300 - 350°С. Брикетирование осуществляли
без смазки стенок контейнера. Удельное давление, развиваемое прессом, составляло 61,0 - 63,7 кгс/мм. Режимь обработки приведены в табл. 1.
Осадку центральной части диаметром
30 мм (0,3 диаметра заготовки) осуществляли с деформацией 25,0%, а осадку периферийной части-с деформацией 19,0% (на 6% меньше деформации центральной части), затем проводили допрессовку периферийной части до величины осадки центральной части 25%.
Одновременно изготовлены брикеты по известному способу с извлечением брикета, кантовкой его на 180°С и подпрессовкой на 28-30%. Полученные брикеты разрезали на образцы и замеряли распределение плотности в них по диаметру и высоте брикета. Плотность образцов определяли методом гидростатического взвешивания по известной методике.
Величина плотности и свойства прессованных прутков диаметром 9,0 мм приведены в табл.2.
Из данных табл.1 видно, что предложенный способ позволяет получить равномерную плотность заготовки по всему объему в противоположность известному способу, что повышает качество пресс-изделий и устраняет образование поверхностных дефектов, а также позволяет повысить механические свойства профилей за счет уменьшения количества газовых раковин,
пустот и расслоений и повысить производительность за счет устранения операций извлечения заготовки из контейнера, кантовки и допрессовки в 1,5 - 2,0 раза.
Формула изобретения
Способ получения заготовок из сыпучих материалов на основе алюминия и его сплаВОВ, включающий нагрев исходного материала до температуры пластической деформации, брикетирование, осадку и допрессовку, отличающийся тем, что, с целью повышения производительности и
достижения равномерной плотности по объему заготовки, осадку центральной части диаметром (0,3 - 0,8) диаметра заготовки осуществляют с деформацией, превышающей на 2 - 6% величину деформации периферийной части, которая составляет 19 81,5%, а допрессовку периферийной производят до величины осадки центральной части.
, tM
ID
3
s c;
10
m
CM CM CM I I I
о
a 1/4 LA LA О О
о
о чО СА LA
« «v . лсО -Я ГА о О СЭ « «. СМ - .- -
JT О г- LA П
РАСО
OS
-а- СМ СМ СМ СМ -
СА со со со LACO чО Г Г | Г-
LA
см см м см см см
CM
о со чО чО ГА LACO со со vX -ЭсочО 1 Г (-чХ
чО
см м см см см см
coco со OS со со со со MS
SJO 1 1 Г Г Г-.
см см см см см см
LA т- - .л- . со ОО со «3 ЧО р
г- чО
см см см см см см
о со I-чО М со со LA о чО Г Г Г-
г
см см см см см ч|
IN
о со г со со
со
OSCO со ОО СА LA
чЛ
г
см см см см см см
со чО Г о
г-% OS со со со со г со г
см см см см см см



| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления заготовок из гранул алюминиевых сплавов | 1977 |
|
SU634850A1 |
| Способ изготовления полуфабрикатов из порошков и гранул алюминиевых сплавов | 1990 |
|
SU1748944A1 |
| Способ экструзии частиц из сплавов цветных металлов | 1990 |
|
SU1797516A3 |
| СПОСОБ ПОЛУЧЕНИЯ ПОЛУФАБРИКАТОВ ИЗ БЫСТРОЗАКРИСТАЛЛИЗОВАННЫХ МАГНИЕВЫХ СПЛАВОВ | 1992 |
|
RU2035261C1 |
| СПОСОБ ПОЛУЧЕНИЯ КОМПОЗИЦИОННЫХ ПОРОШКОВЫХ МАТЕРИАЛОВ С КЕРАМИЧЕСКИМИ ДОБАВКАМИ | 1992 |
|
RU2011473C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕФОРМИРОВАННЫХ ЗАГОТОВОК ИЗ МЕТАЛЛИЧЕСКОЙ СТРУЖКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2001 |
|
RU2201977C2 |
| Способ производства полуфабрикатов из отходов алюминиевых сплавов | 1990 |
|
SU1731433A1 |
| Способ производства полуфабрикатов из стружковых отходов алюминиевых сплавов | 1990 |
|
SU1722694A1 |
| СПОСОБ ПРЕССОВАНИЯ ГРАНУЛ МАГНИЕВЫХ СПЛАВОВ | 2008 |
|
RU2370342C1 |
| Пластификатор для брикетирования порошковых материалов | 1990 |
|
SU1770083A1 |
Изобретение относится.к порошковой металлургии, в частности к способам брикетирования сыпучих и пористых материалов.предназначенных для последующей пластической деформации, и может быть использовано для изготовления заготовок в виде брикетов из порошков и гранул алюминиевых сплавов, измельченных отходов на заводах, по обработке цветных металлов и других металлругических предприятих. Цель изобретения— повышение производи^ тельности и достижение равномерной плотности по объему заготовки. Способ получения заготовок из сыпучих материалов на основе алюминия и его сплавов включает нагрев исходных материалов, брикетирование, осадку и допрессовку. Осадку центральной части диаметром
| Обработка давлением алюминиевых и жаропрочных сплавов | |||
| Труды МАТИ.- М.: Машиностроение, 1967 | |||
| Способ получения смеси хлоргидратов опийных алкалоидов (пантопона) из опийных вытяжек с любым содержанием морфия | 1921 |
|
SU68A1 |
| Видоизменение прибора для получения стереоскопических впечатлений от двух изображений различного масштаба | 1919 |
|
SU54A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
