(21)4144066/30-27
(22)10.11.86
(46) 23.03.88. Бюл. М 11
(71)Павлодарское научно-производственное объединение Сборочных механизмов
(72)Д. X. Темиркиев
(53)658.515(088.8)
(56)Авторское свидетельство СССР № 1076248, кл. В 23 Р 19/02, 10.11.82.
(54)УСТРОЙСТВО ДЛЯ ЗАПРЕССОВКИ ВТУЛОК В КОРПУСНЫЕ ДЕТАЛИ
(57)Изобретение относится к машиностроению, в частности к сборочному оборудованию для запрессовки втулок в корпусные детали. Цель - расширение технологических возможностей. Для этого устройство содержит камеру охлаждения, в которой установлен поворотный диск-накопитель (ДН) 3 с ложементами, выполненными в виде радиально установленных на ДН 3 кронштейнов 5. На кронштейнах 5 закреплены пальцы 6 с направляющими втулками 7, на которые устанавливаются запрессовываемые втулки. Механизм 13 запрессовки выполнен в виде двух силовых цилиндров, установленных по обе стороны от ДН 3. Полый шток силового цилиндра имеет продольные прорези, позволяющие штоку проходить через кронштейн 5 и, воздействуя на направляющую втулку 7, осуществлять запрессовку втулки в корпусную деталь 19. Запрессовка осугцествляется циклически. 6 ил.
ю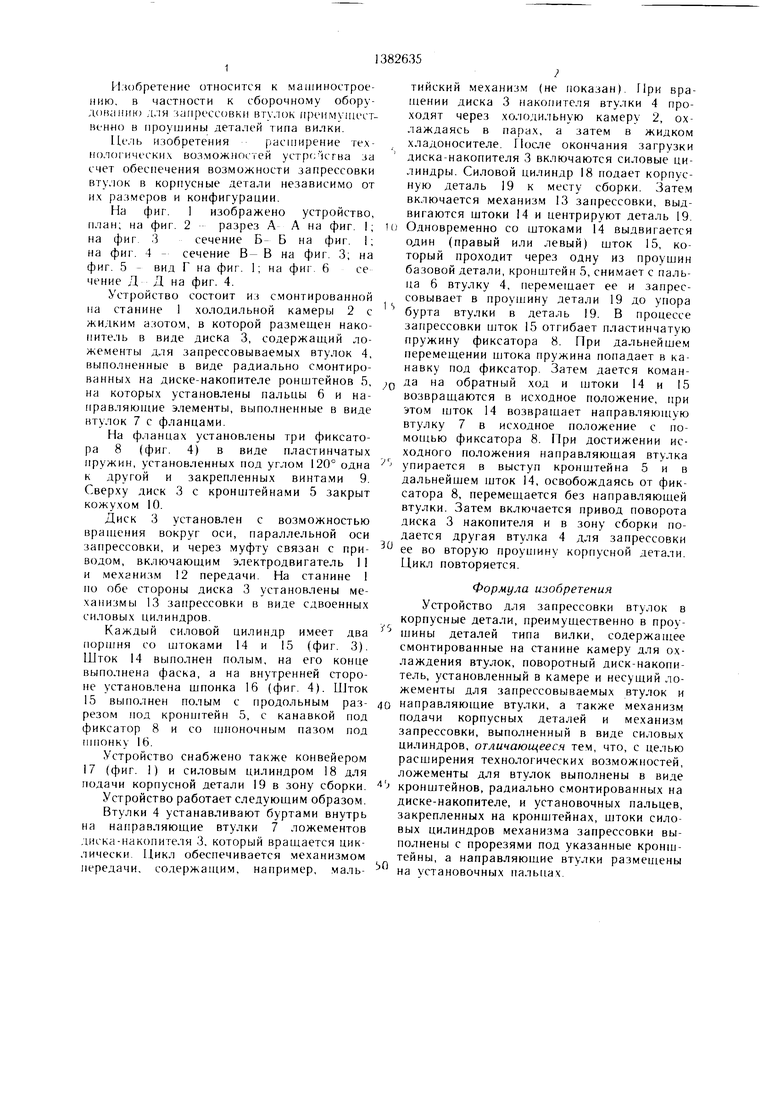
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сборки запрессовкой | 1986 |
|
SU1355436A1 |
| Автоматическая сборочная линия | 1985 |
|
SU1296350A1 |
| Устройство для запрессовки втулок преимущественно в проушины деталей типа вилки | 1982 |
|
SU1076248A1 |
| СТАНОК ДЛЯ СБОРКИ ДЕТАЛЕЙ ЗАПРЕССОВКОЙ | 1994 |
|
RU2071898C1 |
| Устройство для запрессовки штифтов в корпусную деталь | 1986 |
|
SU1355432A1 |
| Устройство для запрессовки деталей типа втулок | 1987 |
|
SU1498600A1 |
| Устройство для сборки корпусных деталей с комплектующими | 1988 |
|
SU1511042A1 |
| УСТРОЙСТВО ДЛЯ ЗАПРЕССОВКИ ДЕТАЛЕЙ | 1992 |
|
RU2036768C1 |
| Устройство для сборки запрессовкой охватываемой и охватывающей детелей | 1988 |
|
SU1668087A1 |
| Устройство для запрессовки штифтов в корпусные детали | 1990 |
|
SU1768367A1 |

ел
со 00 го
05
со
Oi
1
Изобретение относится к машиностроению, в частности к сборочному обору- ;U)Fi;iiinK) для занрессоЕжи втулок 1)еиму11ич-т- венно в проушнны деталей типа вилки.
Цель изобретениярасширение техиолси-ических возможностей устрсйсгва за счет обеспечения возможности запрессовки втулок в корпусные детали независимо от их размеров и конфигурации.
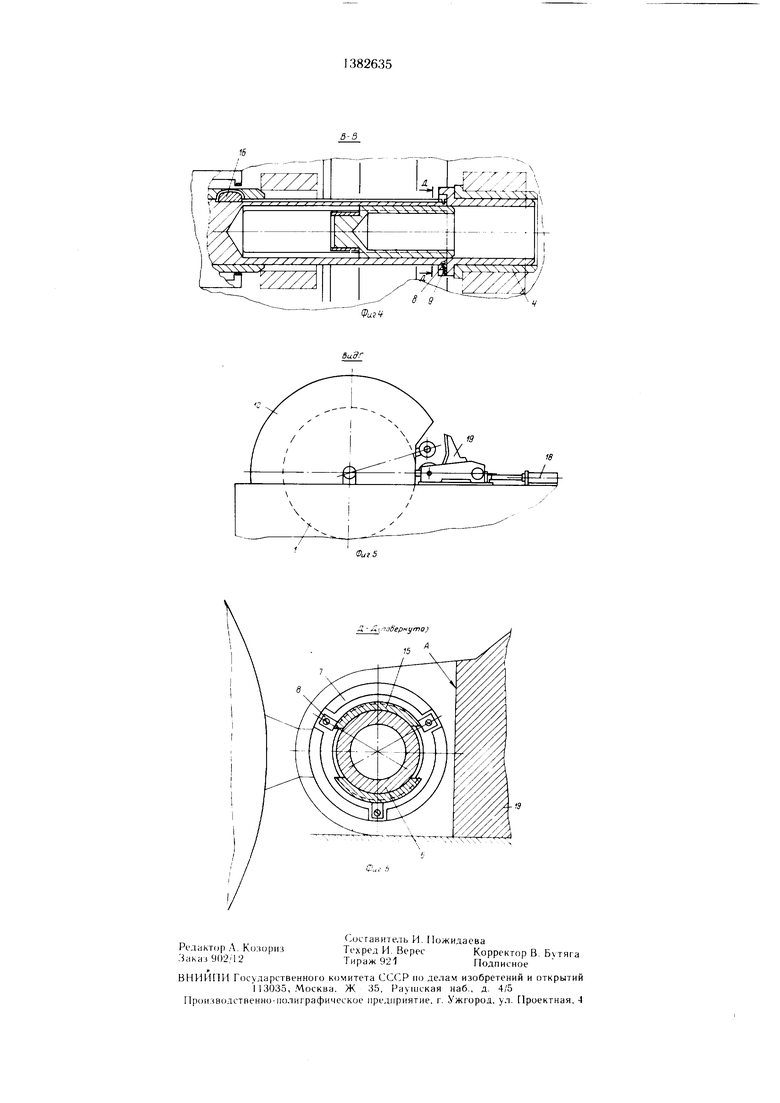
На фиг. 1 изображено устройство, план; на фиг. 2 разрез А А на фиг. 1; на фиг 3сечение Б- Б на фиг. 1;
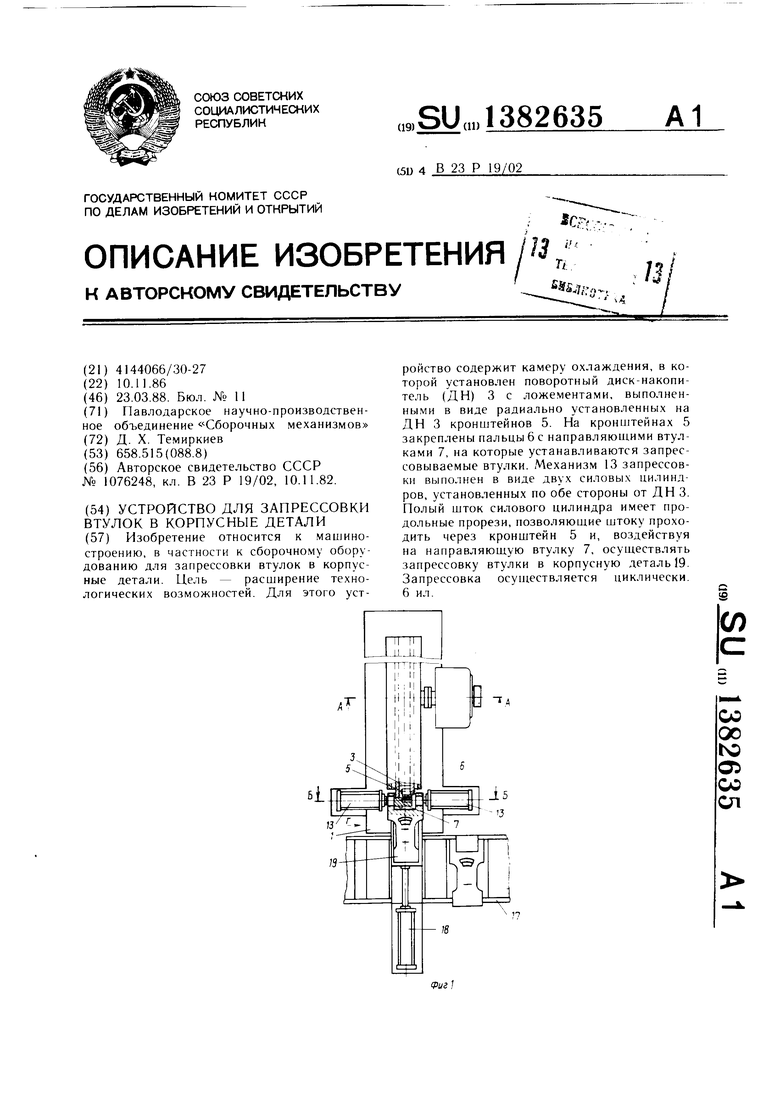
на фиг. 4 - сечение В- В на фиг. 3; на фиг. 5 - вид Г на фиг. 1; на фиг. 6 се чение Д Д на фиг. 4.
Устройство состоит из с.монтированной на станине 1 холодильной камеры 2 с жидким азото.м, в которой размещен накопитель в виде диска 3, содержащий ложементы для запрессовываемых втулок 4, выполненные в виде радиально смонтированных на диске-накопителе ронштейнов 5, на которых установлены пальцы 6 и направляющие элементы, выполненные в виде втулок 7 с фланцами.
На фланцах установлены три фиксатора 8 (фиг. 4) в виде пластинчатых пружин, установленных под углом 120° одна к другой и закрепленных винтами 9. Сверху диск 3 с кронштейнами 5 закрыт кожухом 10.
Диск 3 установлен с возможностью вращения вокруг оси, параллельной оси запрессовки, и через муфту связан с приводом, включающим электродвигатель 1 1 и механизм 12 передачи. На станине 1 по обе стороны диска 3 установлены механизмы 13 запрессовки в виде сдвоенных силовых цилиндров.
Каждый силовой цилиндр имеет два поршня со штоками 14 и 15 (фиг. 3). Шток 14 выполнен полым, на его конце выполнена фаска, а на внутренней стороне установлена шпонка 16 (фиг. 4). Шток 15 выполнен полым с продольным разрезом под кронп1тейн 5, с канавкой под фиксатор 8 и со плюночным пазом под шпонку 16.
Устройство снабжено также конвейером 17 (фиг. 1) и силовым цилиндром 18 для подачи корпусной детали 19 в зону сборки.
Устройство работает следующим образом.
Втулки 4 устанавливают буртами внутрь на направляющие втулки 7 ложементов диска-накопителя 3. который вращается циклически Цикл обеспечивается .механизмом передачи, содержащи.м, например, маль}
тийский механизм (не показан). При вращении диска 3 накопителя втулки 4 проходят через холодильную камеру 2, охлаждаясь в парах, а затем в жидком хладоносителе. После окончания загрузки диска-накопителя 3 включаются силовые цилиндры. Силовой цилиндр 18 подает корпусную деталь 19 к месту сборки. Затем включается механизм 13 запрессовки, выдвигаются штоки 14 и центрируют деталь 19.
o Одновременно со штоками 14 выдвигается один (правый или левый) щток 15, который проходит через одну из проущин базовой детали, кронштейн 5, снимает с пальца 6 втулку 4, перемещает ее и запрессовывает в проушину детали 19 до упора бурта втулки в деталь 19. В процессе запрессовки шток 15 отгибает пластинчатую пружину фиксатора 8. При дальнейшем перемещении щтока пружина попадает в канавку под фиксатор. Затем дается команQ да на обратный ход и штоки 14 и 15 возвращаются в исходное положение, при это.м шток 14 возвращает направляющую втулку 7 в исходное положение с помощью фиксатора 8. При достижении исходного положения направляющая втулка
упирается в выступ кронштейна 5 и в дальнейшем щток 14, освобождаясь от фиксатора 8, перемешается без направляющей втулки. Затем включается привод поворота диска 3 накопителя и в зону сборки подается другая втулка 4 для запрессовки
0
ее во вторую проушину корпусной детали. Цикл повторяется.
Формула изобретения
Устройство для запрессовки втулок в корпусные детали, преимущественно в проу- деталей типа вилки, содержащее смонтированные на станине камеру для охлаждения втулок, поворотный диск-накопитель, установленный в камере и несущий ложементы для запрессовываемых втулок и
0 направляющие втулки, а также механизм подачи корпусных деталей и механизм запрессовки, выполненный в виде силовых цилиндров, отличающееся тем, что, с целью расширения технологических возможностей, ложементы для втулок выполнены в виде
кронштейнов, радиально смонтированных на диске-накопителе, и установочных пальцев, закрепленных на кронштейнах, щтоки силовых цилиндров механизма запрессовки выполнены с прорезями под указанные кронштейны, а направляющие втулки размещены
О
на установочных .
О f5
Фиг 5
