ю «, го У Р ,
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для запрессовки втулок в корпусную деталь | 1985 |
|
SU1310159A1 |
| Устройство для двухсторонней сборки запрессовкой обхватываемой и обхватывающих деталей | 1983 |
|
SU1140929A1 |
| Устройство для двусторонней запрессовки втулок в корпусную деталь | 1984 |
|
SU1143564A1 |
| Устройство для сборки деталей запрессовкой | 1987 |
|
SU1581557A1 |
| Устройство для запрессовки втулок в корпусную деталь | 1987 |
|
SU1449308A1 |
| Устройство для сборки запрессовкойпОдшипНиКОВ C КОРпуСНОй дЕТАлью | 1978 |
|
SU846216A1 |
| Устройство для запрессовки втулок с боковым отверстием в поворотные кулаки автомобилей | 1987 |
|
SU1532271A1 |
| Устройство для запрессовки штифтов в корпусную деталь | 1986 |
|
SU1355432A1 |
| Устройство для запрессовки штифтов в корпусные детали | 1990 |
|
SU1768367A1 |
| Устройство для запрессовки преимущественно свертных втулок | 1981 |
|
SU1006153A1 |
Изобретение относится к механосборочному производству, в частности к оборудованию для сборки деталей типа втулка с боковым отверстием с корпусными деталями. Цель изобретения - расширение технологических возможностей за счет увеличения номенклатуры и повышение производительности. Устройство содержит станину, силовые запрессовочные органы, узлы центрирования запрессовываемых втулок (ЗВ), подвижную плиту 9, втулки 10, фиксаторы (Ф) с хвостовиками 21. Перед запрессовкой определяют выполнение корпусной детали (правое или левое). После этого, перемещая планки 22, отводят за хвостовики 21 соответствующие Ф. На исходной позиции 3 В центрируются и подаются во втулку 10, где происходит их угловое ориентирование посредством попадания Ф в боковое отверстие 3 В. После этого плита 9 перемещает сориентированные 3 В на позицию запрессовки, где и происходит их установка в корпусную деталь силовыми органами. 2 ил.
О ON 00 О 00 Ы
Изобретение относится к механосборочному производству, в частности к оборудованию для сборки деталей типа втулки с боковым отверстием с корпусными деталями.
Цель изобретения - расширение технологических возможностей за счет увеличения номенклатуры и повышение производительности.
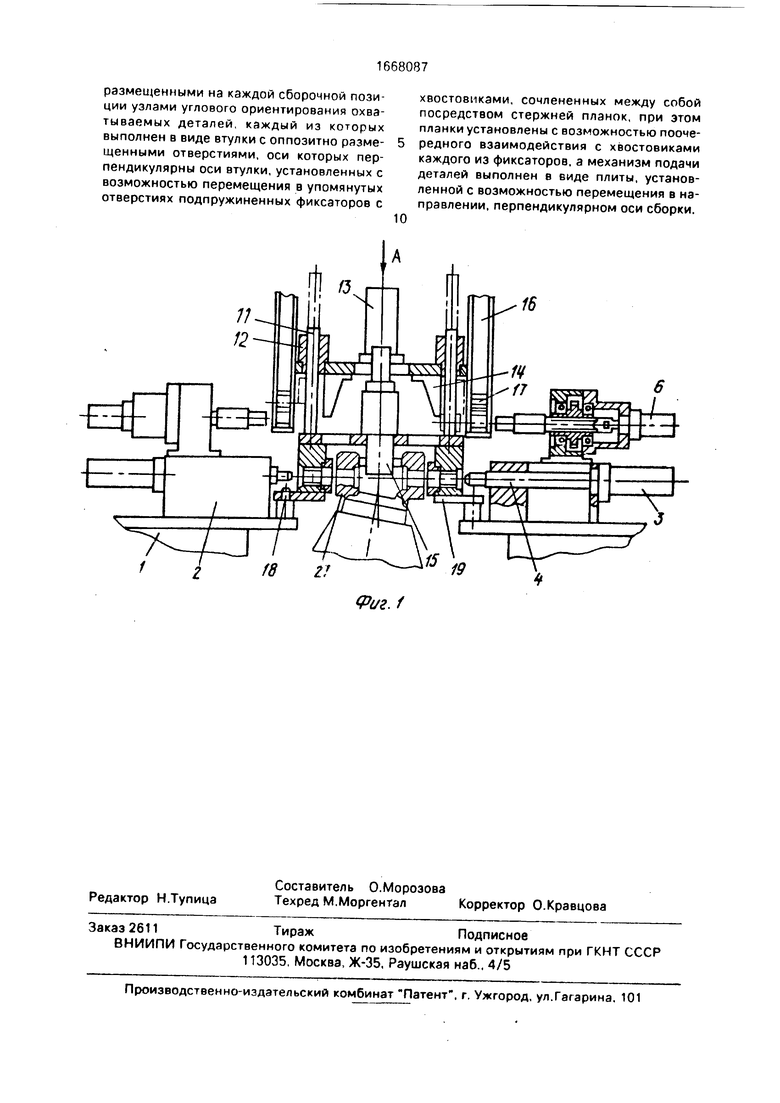
На фиг.1 изображено устройство, общий вид; на фиг.2 - вид А на фиг,1.
Устройство содержит смонтированные на станине 1 две стойки 2 сустановленными на них четырьмя силовыми запрессовочны- ми органами 3, обращенными штоками-пуансонами 4 попарно навстречу друг к другу, узлы центрирования охватывоемых дета лей, выполненные в виде четырех механизмов 5 вращения с установленными на их корпусах четырьмя центрирующими ципчч драми 6, расположенными штоками 7 по парно навстречу друг к другу а так,-с портал 8 и подвижную плиту 9 с четырьмя втулками 10, смонтированную на четырех направляющих 11, расположенных во вгул ках 12 портала, цилиндр 13 подъема и опускания плиты S, четыре неподвижных упора 14 для ограничения перемещения запрессовываемой втулки, две подвихные onopoi 1b закрепленные на плите 9
В рабочей зоне ситовых органов 3 расположены подающие лутки 15 с втулками 17. Для фиксации МЛУ ,i 0 на стойках 2 смонтированы пальцы 18
/зел углового ориентирования охвать1- ваемых деталей вылол) он в зиде втулки 10 с оппозитно размещенными отверстиями, оси которых перпендикулярны оси втул/и 10, и калибрующими фланцами 19 фиксаторов 20, расположенны / в оппозитных отвор стиях втулки 10, с хвостовиками 21, плано.ч 22, установленных на стержнях 23, расположенных в направляющих втулках 24 подвижной ПЛИТы 9 Сс ьОЗМОЖНОСТЬЮ
взаимодействия со штоками плунжерные цилиндров 25, Штоки 7 снабжены подпру жиненными плунхерэми 26
Устройство ряботает следующим образам,
В исходном положении плита 9 находится вверху, при этом оси ci иэрстий втулок 10 совпадают с осями штоков 7 При перемещении штоков 7 вперед последние, центрируя нижние втулки, находящиеся в лотках 16, продвигают их во втулки 10 до упоров 14, отжимая при этом поверхностью запрессовываемых втупок подпружиненные фиксаторы 20 и огсекая своей гоеерхностью столб из втулок, расположенных а яп чх 16 При включении гидредв гателеи ме/знилмов 5 вращения втулок через зубчатую передачу и шлицевое соединение (не обозначено) приводятся во вращение штоки 7, которые за счет трения подпружиненных
плунжеров 26 о внутреннюю поверхность втулок 17 вращают втулки до попадания риксаторов 20 в бокоэые отверстия запрессовываемых втулок Так осуществляется угловая ориентация втулок 17
0Затем цилиндры 6 отводят штоки 7 в
исходное положение С помощью цилиндра 13 плита 9 опускается в нижнее положение, фиксируясь на пальцах 18 Срабатывают по аоцимые опоры 15 выдвигая свои спора |улачки до упора (з охватывающую деталь 27, з крепленную в зажимном фиспрсоблении, во обожание деформации охватывающей детали три запрессовке е орг ачы 3 перемещают вперед штоС к.и пуансоны , котоп v своими буртами пе- ремещают втулки 17 протсюкивая их сквозь калибрующие фллчцы 19 и запрессовывая их в охватывающую деталь 27. При запрессовке втулок п охрсиывающие детали двух
5 ис полпенни (певчего л iceoro)c двумя вари- угловой ориентации втулок нетребу- 8 cs- их copr up о ч ка и установка на . претэлемпрр место ялн-имного приспособ- тония 4eot ходимо лишь ощупать деталь 27
1 внелним .тс,рм (не обозначено) для определения принадлежности к правому ы)и левому Q зависимости от рйЗультлто з о цупывания детали 27 цилиндры 25 срабатывают ь ту или другую сторону,
перемещая глан/и22, взаимодействующие с хвосториками 21 и тем самым освобождая одни фиксаторы 20 и отвод i другие.
Освобожденные фиксаторы 20 получают возможность попадания в отверстия вту0 лок 17 для их углового ориентирования. Угловая ориентация будет выполнена таким образом, чтобы она соответствовала исполнению охватывающей детали.
Формула изобретения
5 Устройство для сборки запрессозкой охватываемо и охватывающей деталей, содержащее станину со средствами крепле- нияохватывающейдетали,
смонтированные на станине соосно друг на0 против друга силовые запрессовочные орга- «ы .механизм подачи охватываемых деталей к силовым органам, а также узлы центрирования схватываемых деталей, о т - л и а ю щ е е с р тем, что, с целью рэсшиЈ реиия телчолигич.5ских возможностей за гчет увепичения номеж стуры и повыше- н производительности, оно снабжено по крайней мере еще одной пгфой силовых за- ессовочььи op °HQfc смонтированных из L xHHie Јиапогично первой ггре, а
размещенными на каждой сборочной позиции узлами углового ориентирования охватываемых деталей, каждый из которых выполнен в виде втулки с оппозитно размещенными отверстиями, оси которых перпендикулярны оси втулки, установленных с возможностью перемещения в упомянутых отверстиях подпружиненных фиксаторов с
хвостовиками, сочлененных между собой посредством стержней планок, при этом планки установлены с возможностью поочередного взаимодействия с хвостовиками каждого из фиксаторов, а механизм подачи деталей выполнен в виде плиты, установленной с возможностью перемещения в направлении, перпендикулярном оси сборки.
| Горизонтальный пресс для сборки запрессовкой деталей типа валвтулка | 1977 |
|
SU673415A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Солесос | 1922 |
|
SU29A1 |
