. iffiJ
Изобретение относится к переработке пластмасс, в частности к устройствам для центробежного формования изделий трубчатой формы или покрытий из пластмасс на внутренней поверхности стеклоэпоксидных цилиндров, и может быть использовано в электротрх- нической, машиностроительной и других отраслях промъшшенности.
Цель изобретения - сокращение габаритов, повышение надежности работы установки и удобства ее использования.
Лля обеспечения индинилуляьного по1щима опорных рочиков 3 к форме в пружинами П соединение BepXTiero кон- па 2(1 штока 19 силового цилиндра 18 со штангой 21 выполнено с зазором между опорными поверхнс с гями штока 19 и штанги 21,
При значител1.ной длине формуемого изделия в форме 6 каждый прижимной ролик 5 может бытг, связан с рольгангом 15 индивидуальными прив(1дами 7 и рычагами 17.
Для предотнрашения осевого пере
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления железобетонных изделий | 1979 |
|
SU893540A2 |
| Установка для сборки и сварки балок с вырезами в стенке из двух полубалок | 1983 |
|
SU1140921A1 |
| УСТРОЙСТВО для ИЗГОТОВЛЕНИЯ ЖЕЛЕЗОБЕТОННЫХ МНОГОКАНАЛЬНЫХ БЛОКОВ | 1972 |
|
SU335101A1 |
| Установка для сварки электрозаклепками | 1987 |
|
SU1609600A1 |
| УСТРОЙСТВО ЗАГРУЗКИ ТЕХНОЛОГИЧЕСКИХ МАШИН ДЛИННОМЕРНЫМИ ИЗДЕЛИЯМИ | 1998 |
|
RU2162781C2 |
| Устройство для удаления отливок из кокиля | 1978 |
|
SU774791A1 |
| Установка для центробежного формования изделий из бетонных смесей | 1980 |
|
SU908605A1 |
| Перегрузочное устройство для штучных грузов | 1980 |
|
SU937284A1 |
| Кассетно-конвейерная линия | 1986 |
|
SU1369131A1 |
| ЛЕНТОЧНО-ОТРЕЗНОЙ СТАНОК___.4,J | 1971 |
|
SU308823A1 |
Изобретение относится к технике переработки пластмасс, в частности к установкам для центробежного формования изделий или покрытий из пластмасс на внутренней поверхности трубчатых изделий. Цел1. изобретения - сокращение материалов, повьппение надежности работы установки и удобства ее использования. Для этого в установке, содержащей раму 1, узел вращения в виде приводных 3 и непрмводных 4 опорных роликов, прижимные 5 ролики, размещенные в верхней части формы 6 и связанные с механизмом их вертикального перемещения, между опорными роликами под формой установлен рольганг 15 с возможностью его вертикального перемещения. Рольганг связан с пр1-шимными роликами 5 посредством одноплечего рычага 17 и механизма вертикального перемещения, выполненного п виде силового цилиндра 1В с двусторонним штоком 19, верхний конец которого соединен с прижимными роликами 5, а - с одноплечим рычагом 17. 3 ил. (О (Л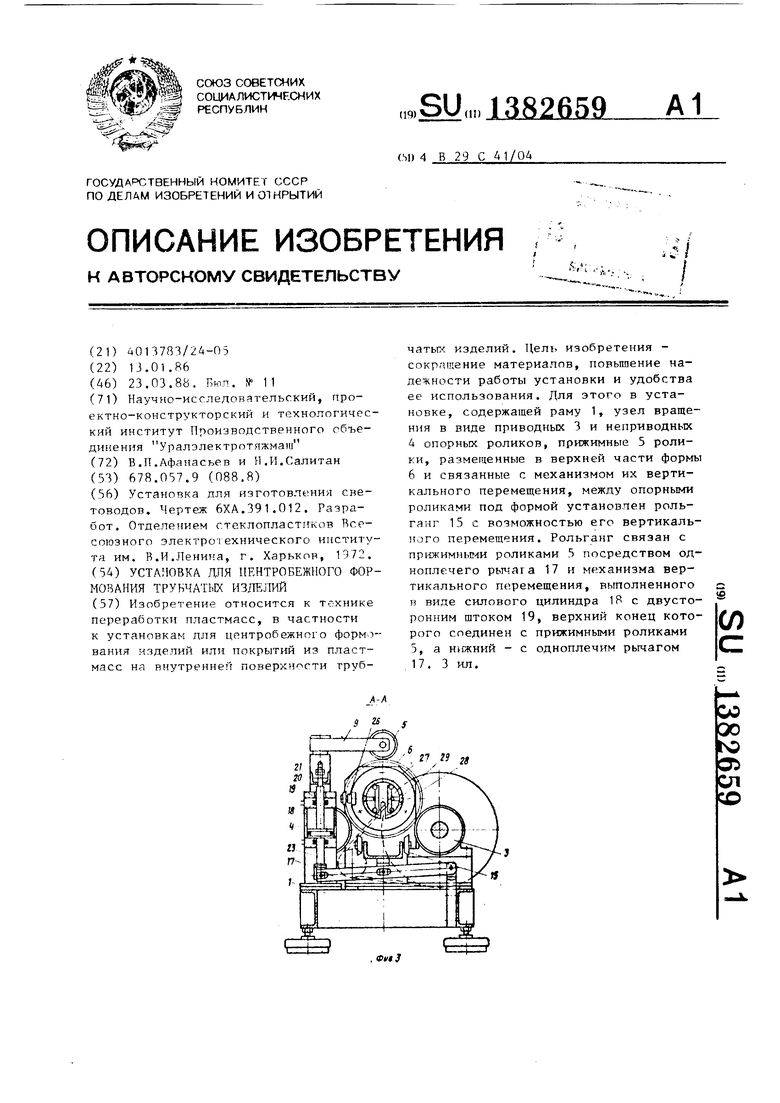
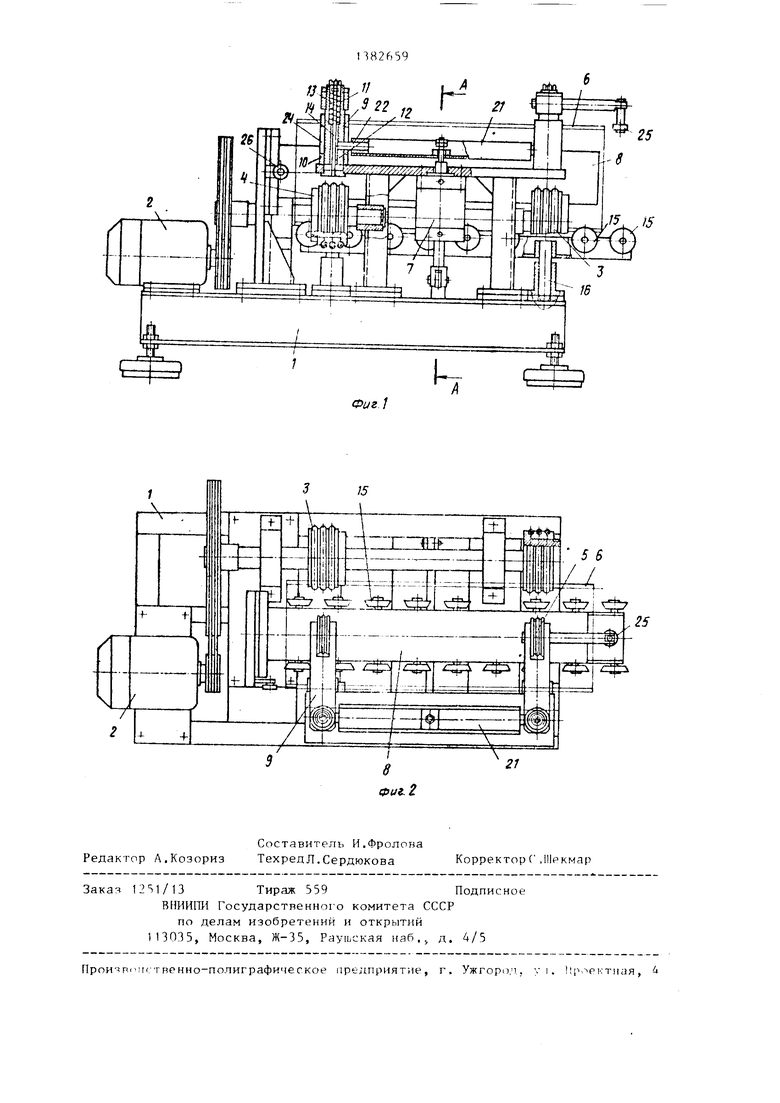
На фиг.1 изображена установка, об- 15 мещения формы 6 во время ее вращения
щий вид с частичными вырывами; на фиг.2 - то же, вид сверху; на фиг.3 - разрез А-А на фиг,1.
Установка для центробежного формования трубчатых изделий содержит раму 20 лик 25 со стороны загрузки изделия
1, узел 2 вращения в виде приводных
3 и неприводных 4 опорных роликов,
прижимные ролики 5, размещенные в
верхней части формы 6 и связанные с
механизмом 7 их вертикального переме- 25 подвижно на раме 1.
закреплен на вертикальной оси на од ном кронштейне с прижимным роликом с возможностью его вертикального пе ремещения, а ролик 26 закреплен нещения, а также нагревательное устройство 8. Для надежности передачи вращения форме 6 наружная поверхность опорных 3 и 4 и прижимных 5 роликов облицована фрикционным материалом, например резиной на основе фторкаучу- ка. Прижимные ролики 5 закреплены в Г-образных кронштейнах 9, каждый из которых установлен в направляющих втулках 10, жестко связанных с рамой 1 . Конструктивное выполнение кронштейнов 9 и направляющих втулок 10 может быть и другим. I
Для независимого поджатия роликов 5 к форме 6 в кронштейнах 9 предусмотрены отверстия 11 и 12, в которых размещены пружина 13 и шпилька 14.
Между опорными роликами 3 и 4 под
формой 6 параллельно его оси установ- .г устанавливают трубу для нанесения полен рольганг 15 с возможностью его перемещения по вертикальным направляющим 16. Рольганг 15 связан с прижимными роликами 5 посредством одноплечего рычага 17 и привода 7 вертикального перемещения. Последний выполнен в виде силового цилиндра 18 с двусторонним штоком 19. Верхний конец 20 штока 19 через щтангу 21 и пальцы 22 соединен с кронштейнами 9 и прижимными роликами 5, а нижний конец 23 штока 19 - с рычагом 17. Для свободного перемещения пальцев 22 в направ- ЛЯЮЩ1ГХ втулках 10 выполнены пазы 24.
50
55
крытия.
Установка работает следующим образом.
Перед загрузкор формы 6 на установку в нижнюю ПОЛОСТ1, силового цилиндра 18 подается рабочая среда, под действием которой шток 19 перемещается вверх. Вместе со штоком 19 перемещаются вверх и кронштейны 9 с прижимными 5 и ограничи гг.пьными 25 роликами, сжимая при том пр жинь 13. Через одноплечий 1)ычлг 17 рольг анг 15 по направляющим 16 также поднимается на величину h,равную
и возможного при этом трения торца формы о неподвижные части рамы 1 г каждого торца формы h установлены ограничительные ролики 25 и 26. Розакреплен на вертикальной оси на одном кронштейне с прижимным роликом 5 с возможностью его вертикального перемещения, а ролик 26 закреплен неНагревательное устройство 8 выполнено в виде установленного горизонтально и закрепленного на раме 1 кожуха 27 в виде пустотелого цилиндра,
внутри которого предусмотрены нагревательные элементы 28. Размеры и положения кожуха 27 выбираются из условия размещения его внутри формуемого изделия 6.
Для удобства заполнения формы 6 пластмассой непосредственно на установке в кожухе 27 может пыть выполнен вертикальной паз 29 для размещения и перемещения в нем трубки для подачи
пластмассы.
Предлагаемая установка может быть использована и для нанесения полимерного покрытия на внутрештюю поверхность трубы, тогда вместо формы 6
0
5
крытия.
Установка работает следующим образом.
Перед загрузкор формы 6 на установку в нижнюю ПОЛОСТ1, силового цилиндра 18 подается рабочая среда, под действием которой шток 19 перемещается вверх. Вместе со штоком 19 перемещаются вверх и кронштейны 9 с прижимными 5 и ограничи гг.пьными 25 роликами, сжимая при том пр жинь 13. Через одноплечий 1)ычлг 17 рольг анг 15 по направляющим 16 также поднимается на величину h,равную
„,Л:.1..
где h - величина перемещения штока
19 цилиндра 18;
1 - длина рычага 17;
1 - расстояние от точки опоры рычага 17 до точки соединения его с рольгангом 15,
При таком положении рольганга 15 6 с цехового транспортного средства, например тележки или конвейера, перемещается по рольгангу 15 в рабочую яону установки до тех пор, пока торец формы 6 не упрется в ролик 26, После этого рабочая среда подается в верхнюю полость цилиндра 18, шток 19 вместе с рычагом 17 и рольгангом 15 перемещаются вниз вместе с формой. При этом форма 6 устанавливается на опорные ролики 3 и 4, а рольганг 15 перемещается ниже, при этом между ним и формой 6 образуется гарантированный зазор. Одновременно с этим кронштейны 9 с прижимными 5 и ограничительными 25 роликами под действием пружины 13 и привода 7 также перемещаются вниз до тех п&р, пока ролики 5 не войдут в контакт с формо 6 и подожмут ее к опорным роликам 3 и 4,
Включение обогрева 8, привода 2 вращения формы 6, а также подача пластмассы в форму 6 для формования мЬгут вьтолняться как до размещения формы в установке, так и после и зависят от требований к формуемому сло и конструкции изделия. При заполнени формы пластмассой непосредственно в установке подающая трубка (не показа на) может устанавливаться в вертикальный паз 29 кожуха 27,
Под действием центробежных сил пластмасса, загруженная внутрь формы 6, равномерно распределяется по ее внутренней поверхности и отверждаетс при повышенной температуре. По окончании процесса отключается привод 2 вращения роликов 3, рабочая среда
полается в нижнюю полость н.ипиндра 18, рольганг 15 вместе с формой 6 и прижимными роликами 5 перемещается вверх и форма 6 удаляется по рольгангу 15 из рабочей зоны установки. Далее процесс повторяется в указанной последовательности. Аналогичным образом осуществляется нанесение покрытия на трубчатое изделие в данной установке,
Эффективность от использования изобретения определяется возможностью использования его в производственных помещениях с ограниченной высотой здания и без наличия в нем грузоподъемных устройств, а также повышением производительности установки за счет сокращения времени на вспомогательны операции, связанные с установкой и снятием формы или изделия, на которо наносят покрытие.
Формула изобретения
Установка для центробежного формования трубчатых изделий, содержащая раму, форму, узел вращения в виде приводных и неприводных опорных роликов, прижимные ролики, размещенные в верхней части формы и установленные с возможностью их вертикального перемещения, и нагревательное устройство, отличающаяся тем, что, с целью сокращения габаритов установки, повьпиения надежности работы и удобства ее использования, она снабжена размещенным между опорными роликами под формой рольгангом, установленным с возможностью вертикального перемещения и связанным с прижимными роликами посредством одноплечего рычага, и механизмом вертикального перемещения, выполненным в виде силового цилиндра с двусторонним штоком, верхний конец которого соединен с прижимными роликами, а нижний - с одноплечим рычагом.
21
| Установка для изготовления световодов | |||
| Приспособление для точного наложения листов бумаги при снятии оттисков | 1922 |
|
SU6A1 |
| Разра- бот | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| В.И.Ленина, г | |||
| Харьков, 1972. | |||
