Г
12 3 7
| название | год | авторы | номер документа |
|---|---|---|---|
| Шаговый конвейер-накопитель | 1986 |
|
SU1320133A1 |
| Шагающий конвейер | 1981 |
|
SU988690A1 |
| Автоматическая линия для термообработки деталей и устройство для закалки деталей | 1981 |
|
SU1016380A1 |
| Шаговый конвейер | 1985 |
|
SU1288131A1 |
| Машина для укладки мостовых из блоков однообразной формы | 1929 |
|
SU25173A1 |
| ПОДВЕСНОЙ ПРОСТРАНСТВЕННЫЙ КОНВЕЙЕР ДЛЯ ТРАНСПОРТИРОВАНИЯ ИЗДЕЛИЙ | 1966 |
|
SU184722A1 |
| Шаговый конвейер | 1987 |
|
SU1505850A1 |
| Секция штангового конвейера | 1978 |
|
SU831679A1 |
| Мусоровоз | 1985 |
|
SU1310307A1 |
| Грунтонос для вращательного бурения | 1938 |
|
SU61304A1 |
изобретение относится к машиностроению и предназначено для автоматический линий. Цель изобретения - расширение те.х- нологических возможностей конвейера путем обеспечения перемещения необ.ходимой группы деталей ю длине конвейера. Для этого и конвейере-накопите. 1е штанга выполнена из последовательно расноложенны.х секций, соедппепных между собой посредством замковых приспособлений. Последнее вынолнено в виде взаимов.ходяших выступов 7 и 8 и впадин на концах смежных секций штанги, выполпенных в выступах 7 и 8 смежных секций и расположенных напротив друг друга поперечных пазов 9 и 10, размешенной в них подпружиненной зашелки 12 и уста- новле)1ного на ее основании привода 13. Зашелка 12 входит в паз 9 и н танга соединяется в одно целое. Для разгрузки конвейера штанга совершает возвратно-поступательное движение без разъединения секций. Конвейер обеспечивает надежную подачу деталей на любой станок вне зависимости от кол-ва и производительности станков, работающих в автоматическом режиме и В1)ИЮ. 111ян)1цпх одну О1к )ацию. I з. п. ф-лы, 2 ил. (Л
со
00 ND
00
Изобретение относится к машиностроению, н частности к транснортным устройствам автоматических линий, и может быть использовано для транспортировки и накои- ления деталей.
Цельн) Muiopen-HiiH является расширение технологических во;1можностей конвейера ну- тем обеспечения перемещения необходимой группы деталей по дли}1е конвейера.
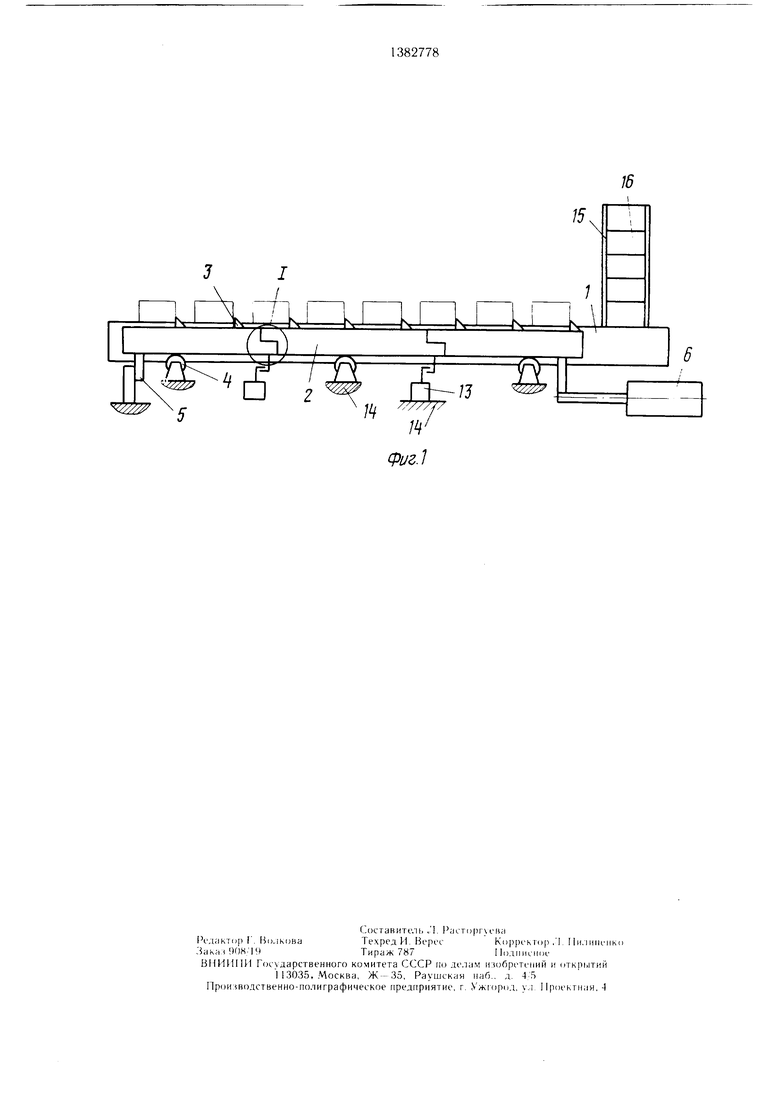
На (})И1. 1 изображена схема Hiar OBoro конвейе)а-ник()нигеля; на фиг. 2 узел I на фиг. 1.
Конвейе)-нак()питель содержит неподвижные нанравляюнще иланки 1, и тангу 2 с собачка.ми 3, устаи)в,1енную с возможностью возвратно-постунательного перемещения но роликам 4. lia птанге 2 закреплен унор Ь. 1ривод()м возвратно-постуна- тельно1 () движения штанги 2 является си- . ювой и1- 1И11др fi. Штанга 2 выполнена из пос;1едовате. 1ьно )асположенных секций, соединенных между собой посредством замковых приспособлений, каждое из кото)ых выполнено в виде взаимовходящих выступов 7 и 8 и впадип на концах смежн1 1х секций П1танги 2, выпо.чненных в выступах 7 и 8 смежп1)1х секций Н1танги и расположенных напротив друг друга поперечных пазов 9 и К), размепн нно и них поднружиненной пружипой II защелки 12, и привода 13 за- ше:1кн 12, установ.к нного на основании 14, па котором ,11М1ы ро.чики 4. Привод 13 .ianie. iKi 12 11)едс r;iH.-iHei собой улектрома - ннтный, пневматический, гидравлический или .механический то л кате л i.
В начале конвейера находится загрузоч- ны(( ,;ioTOK 15 с деталями 16. Длина разъемных секний равна рассюянию между зонами выгрузки.
Конвейер рабогает следуюпшм образом.
В исходном состоянии 1нтанг а 2 занимает крайнее . н-вое по. юженне. Загрузочный лоток 15 заполнен деталями 16. /1ля за- г)узкн к(1нвейе|)а нгганга 2 совершает воз- вратно-поступате;|ьное движение без разьединения секний. 11)и движении П1тапги вне- ред дета,1и К) неремешаются на паг собачками 3. II)И возв)атном движении 1нтан- ги 2 собачки 3 нак.поняются и остав.чяют детали Iti на позициях, соответствующих
крайнему левому положению штанги 2. После изъятия детали 16 из позиции выгрузки срабатывает соответствующее замковое приспособление, защелка 12 под действием при- вода 13, сгибая пружину 11, выходит из зацепления с пазом 9. Правая часть штанги 2 соверп1ает ход назад под действием цилиндра 6, запгелка 12 возвращается в исходное состояние под действием пружины И и отключении привода 13. В крайнем нравом ноложении иравая часть штанги 2 захватывает детали 16 из предыдущих иозиций и загрузочного лотка 15 и, реверсируясь, перемещает эти детали на один niar, заполняя освободившуюся позицию. Защелка 12
5 входит в паз 9 и штанга соединяется в одно целое.
Предлагаемый шаговый конвейер обеспечивает надежную подачу деталей на любой станок вне зависимости от ко.-жчества и производительности станков, работающих
0 в автоматическом режиме и выполняющих одну операцию.
Конструкция иредлагаемого конвейера проста и надежна в работе.
25
Формула изобретения
0
z/
| СПОСОБ ПОЛУЧЕНИЯ НОСИТЕЛЯ ДЛЯ КАТАЛИЗАТОРОВ | 1972 |
|
SU422436A1 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
| Авторское свидетельство СССР № 759423, кл | |||
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
