Изобретение относится к металлургии, конкретнее, к способам получения высококачественных сплавов на основе никеля или железа с повышенными требованиями к пластическим свойствам и служебным характеристикам.
Цель изобретения повышение пластических свойств и служебных характеристик металла путем улучшения химической и структурной однородности.
Для получения высокой химической и структурной однородности необходимо создать оптимальные условия для распределения атомов компонентов во всем объеме жидкой ванны металла. Это достигается за счет того, что металл нагревают на 160-240оС выше температуры плавления и выдерживают при повышенной температуре в течение 10-30 мин при электромагнитном перемешивании за 1-3 цикла продолжительностью 0,5-1,5 мин.
Структуру и свойства металла можно прогнозировать и регулировать, изменяя температуру перегрева, время выдержки, цикличность и продолжительность перемешивания металла. Перегрев расплава на 160-240оС выше температуры плавления создает оптимальные условия для структурных перестроек в жидком металле, не приводит к снижению стойкости футеровки печи. Снижение температуры перегрева менее 160оС не обеспечивает равномерного распределения компонентов сплавов в объеме жидкой ванны и получения качественного металла, а увеличение температуры перегрева более 240оС повышает газонасыщенность металла, снижает пластические свойства. Кроме того, в этом случае наблюдается снижение стойкости футеровки печи.
Продолжительность выдержки в течение 10-30 мин при достаточной для выравнивания температуры в объеме жидкой ванны, получения химически и структурно однородного металла, коагуляции и удаления газов и неметаллических включений из него, получения металла с высокими пластическими свойствами. Выдержка расплава менее 10 мин является недостаточной для выравнивания температуры и получения химически и структурно однородного металла, а увеличение выдержки более 30 мин не приводит к дальнейшему снижению газов и улучшению пластических свойств, при этом увеличивается продолжительность процесса. Количество циклов перемешивания 1-3 и продолжительность каждого цикла 0,5-1,5 мин создают оптимальные условия для структурных перестроек в жидком расплаве и сохранения их вплоть до выпуска металла из печи. При отсутствии перемешивания или продолжительности его менее 0,5 мин химическая и структурная однородность выражена слабо, в этом случае содержание газов и пластические свойства металла близки к свойствам металла, полученного известным способом, При увеличении циклов перемешивания более 3 и продолжительности цикла более 1,5 мин происходит частичное загрязнение металла экзогенными включениями от футеровки печи в результате ее размывания конвективными потоками металла, что приводит к снижению пластических свойств. В этом случае эффект очистки расплава в значительной мере ослабляется, т.к. затрудняется процесс адсорбции или диссоциации неметаллических включений с поверхности металл-шлак или металл-газ.
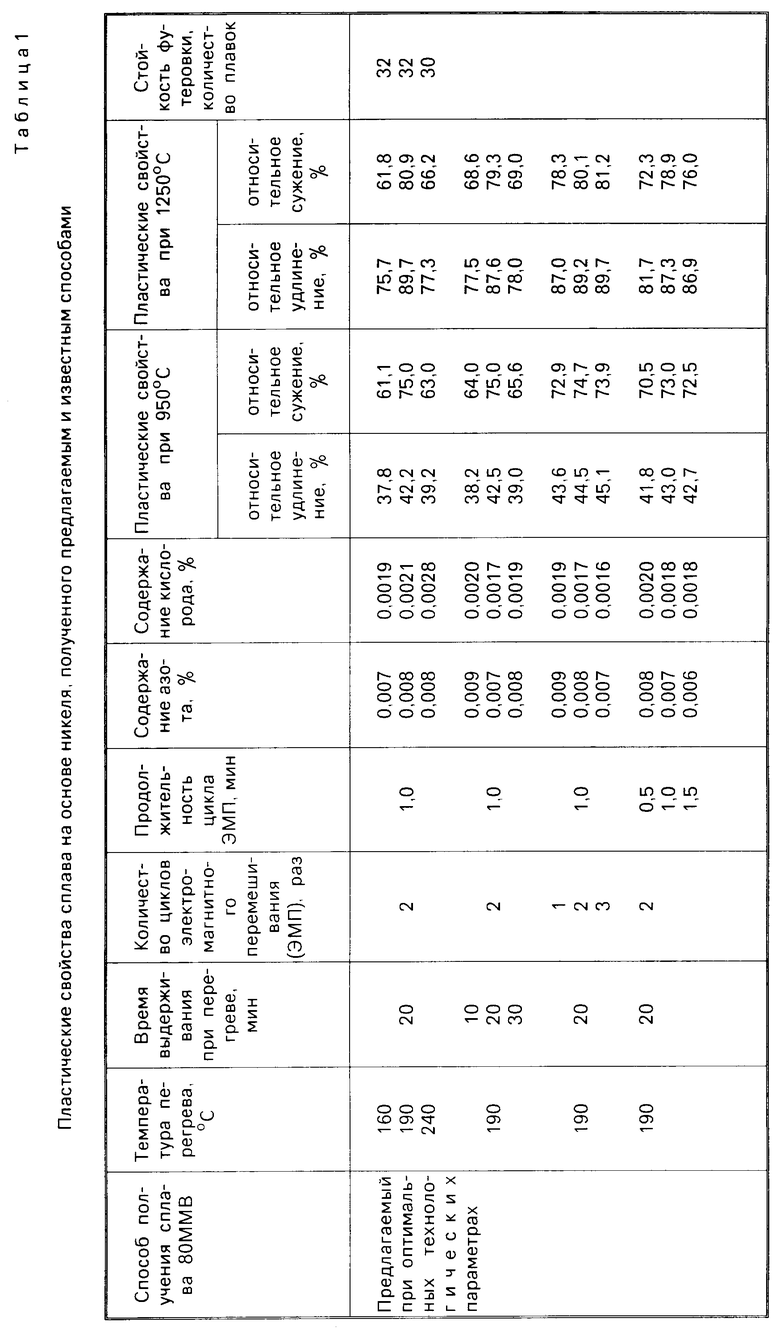
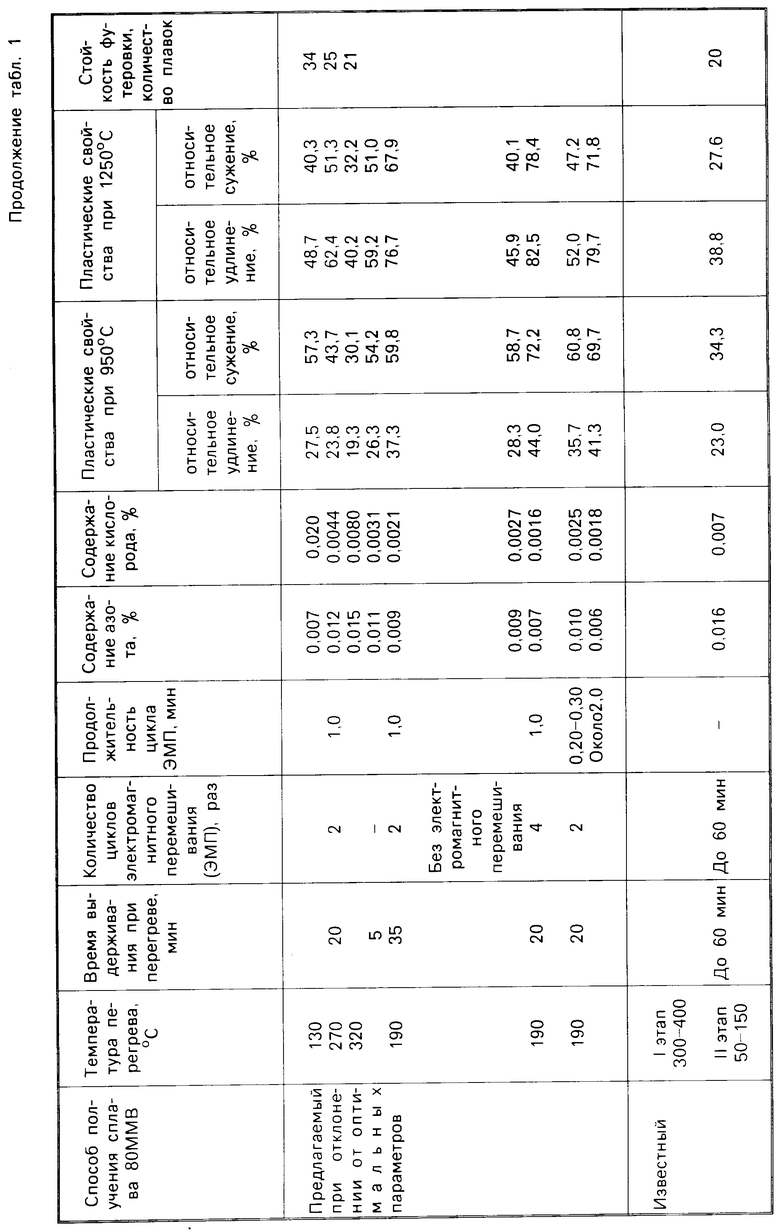
Пластические свойства и содержание газов для сплава 80 НМВ, полученного предлагаемым и известным способами приведены в табл.1.
Предлагаемый комплекс технологических параметров позволяет повысить на 30-40% пластические свойства (относительное удлинение и сужение) сплавов при низком уровне содержания газов. Отклонение от оптимальных значений одного из основных параметров приводит к снижению свойств.
Опытные плавки проведены применительно к сплавам, содержащим компоненты, значительно различающиеся по плотности.
П р и м е р 1. Проведена выплавка труднодеформируемого сплава 80 НМВ (состава, вольфрам 11,1; молибден 10,3; железо не более 0,3; никель остальное) с заданным термическим коэффициентом линейного расширения (ТКЛР) в индукционной печи ИСВ-), 16. Плотность основных компонентов сплава 80 НМВ, г/см3: никеля 8,8; вольфрама 19,3, молибдена 9,1.
После расплавления шихты металл перегревают на 190оС выше температуры плавления (т. пл. 1420оС) и выдерживают перегретый расплав 20 мин. Во время выдержки металл подвергают 2-кратному электромагнитному перемешиванию в течение 1 мин за цикл. После раскисления и охлаждения до общепринятой температуры 1510оС для этого сплава металла выпускают из печи.
Для получения сравнительных данных в этой же печи выплавляют сплав 80 НМВ по известной технологии. Разливку сплава производят в обоих случаях в изложницы. Слитки развесом 200 кг куют на сутунки, которые затем прокатывают на полосу толщиной 2,5 мм. От сутунок на ковке отбирают пробы для определения ТКЛР при 300оС, 500оС, 800оС по ТУ-14-1-3237-81 на дилатометрах фирмы "Linsias". Определение пластических свойств (относительное удлинение, сужение) методом растяжения до разрушения образцов при температурах 950оС и 1250оС на машине марки ZD-10/90 (ГДР).
П р и м е р 2. Выплавлен магнитомягкий сплав 12Ю (состава, алюминий 12,1, остальное железо) в индукционной печи ИСВ-0,16. Плотность компонентов сплава 12Ю, г/см3: алюминия 2,7, железа 7,86.
После загрузки и расплавления технически чистого железа расплав модифицируют цирконием на 0,18% затем вводят алюминий и перегревают расплав на 190оС выше температуры плавления (т.пл. 1460оС) и выдерживают при повышенной температуре 25 мин. Электромагнитное перемешивание проводят за 3 цикла по 1 мин за цикл. Затем расплав охлаждают до общепринятой температуры 1550оС и сливают из печи.
Для сравнения в этой же печи выплавляют сплав 12Ю по известной технологии. Слитки развесом 300 кг куют на сутунки, которые прокатывают на полосу толщиной 10-15 мм. Образцы (пробы) на магнитные свойства, отобранные от каждой полосы на прокатке, термообрабатывают по ТУ-14-1-2233-77 при следующем режиме: нагрев до 1250 ± 10оС при остаточном давлении 1 10-4 мм рт.ст. выдержка в течение 3 ч, охлаждение со скоростью 150-200оС/ч до 600оС и далее по 50оС/ч до 460оС с последующим охлаждением с печью.
Магнитные свойства сплава 12Ю определяют баллистическим методом на установке У5045 по ГОСТ 8,377-80.
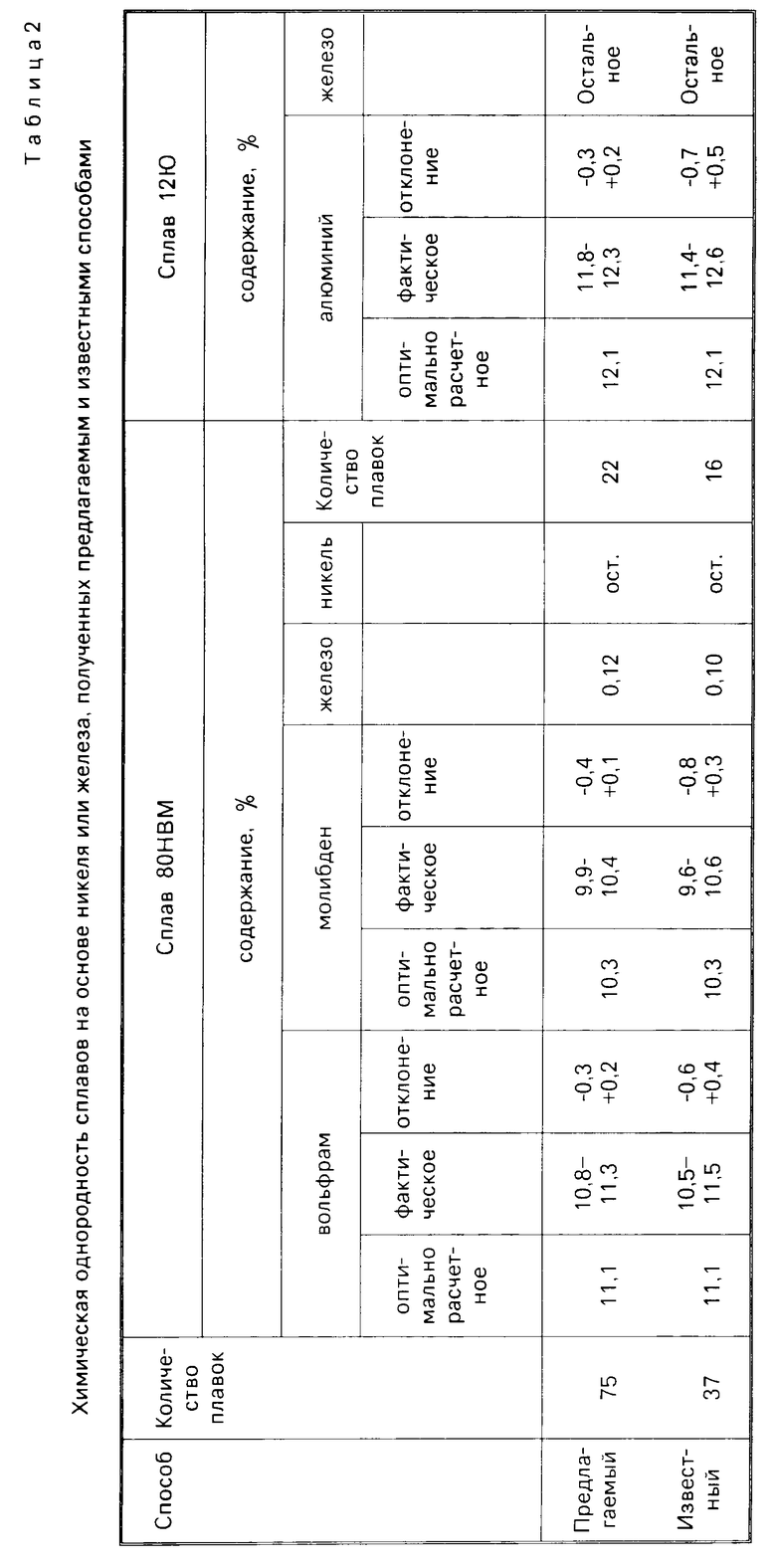
Химическую однородность сплавов 80НМВ и 12Ю исследуют на содержание основных компонентов по высоте слитков и длине прокованных сутунок (табл.2).
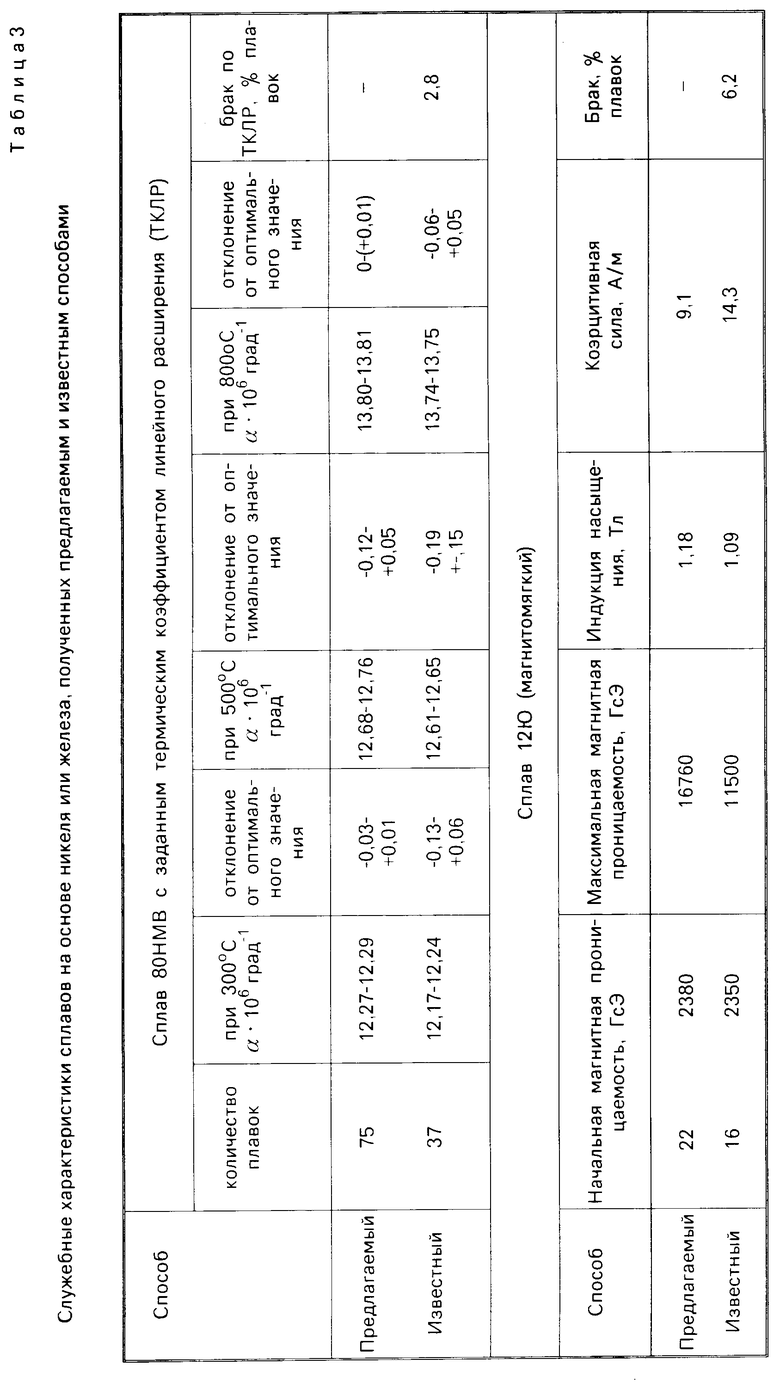
Служебные характеристики сплавов 80НМВ (ТКЛР) и 12Ю (магнитные свойства), полученных предлагаемым и известным способами приведены в табл.3.
Таким образом, соблюдение технологических параметров выплавки в оптимальных предлагаемых пределах позволяет улучшить химическую и структурную однородность готового металла, повысить технологическую пластичность, значительно улучшить служебные характеристики и повысить их воспроизводимость от плавки к плавке.
Экономический эффект достигается за счет увеличения выхода годного металла по пластичности (на 30-40%), служебным характеристикам (2,8-6,2%) и повышения производительности плавильных агрегатов.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ выплавки сталей и сплавов | 1980 |
|
SU908840A1 |
| Жаропрочный деформируемый сплав на основе никеля с низким температурным коэффициентом линейного расширения и изделие, выполненное из него | 2019 |
|
RU2721261C1 |
| СПЛАВ НА НИКЕЛЕВОЙ ОСНОВЕ ДЛЯ МОНОКРИСТАЛЛИЧЕСКИХ ЗАТРАВОК И СПОСОБ ЕГО ВЫПЛАВКИ | 1999 |
|
RU2158781C1 |
| СПОСОБ ВЫПЛАВКИ ПРЕЦИЗИОННЫХ СПЛАВОВ | 1985 |
|
SU1287597A1 |
| Способ выплавки стали и сплавов | 1979 |
|
SU836121A1 |
| Способ получения быстрозакаленного безбористого припоя на основе никеля для пайки изделий из коррозионностойких сталей, припой, паяное соединение и способ его получения | 2015 |
|
RU2625924C2 |
| СПОСОБ ВЫПЛАВКИ ЖАРОПРОЧНЫХ СПЛАВОВ НА МЕДНОЙ ОСНОВЕ | 2023 |
|
RU2807237C1 |
| Способ раскисления и модифицирования нержавеющей стали | 1989 |
|
SU1675347A1 |
| Сплав | 1982 |
|
SU1033567A1 |
| СПОСОБ ВЫПЛАВКИ СПЛАВОВ | 1984 |
|
SU1198973A1 |
Изобретение относится к способам выплавки высококачественных сплавов на основе никеля или железа. После расплавления шихты в плавильном агрегате (ПА) производят температурно-временную обработку жидкого расплава при нагреве на 160 240°С выше температуры плавления. Цель изобретения - повышение пластических свойств и служебных характеристик металла путем улучшения химической и структурной однородности. Во время выдержки расплава в течение 10 30 мин при этих температурах осуществляют периодическое электромагнитное перемешивание (ЭМП) металла за 1 3 цикла продолжительностью по 0,5 1,5 мин. Это позволяет повысить химическую и структурную однородность расплава и отливок, создать оптимальные условия для удаления газов и неметаллических включений. Возможно оптимизировать процесс выплавки за счет регулирования температуры нагрева, времени выдержки, количества и продолжительности циклов ЭМП. 3 табл.
СПОСОБ ПОЛУЧЕНИЯ СПЛАВОВ НА ОСНОВЕ НИКЕЛЯ ИЛИ ЖЕЛЕЗА, включающий загрузку шихты, расплавление, нагрев расплава, выдержку, охлаждение и выпуск металла, отличающийся тем, что, с целью повышения пластических свойств и служебных характеристик металла путем улучшения химической и структурной однородности, нагрев металла осуществляют на 160-240oС выше температуры плавления, выдержку проводят при повышенной температуре в течение 10-30 мин при электромагнитном перемешивании металла за 1-3 цикла продолжительностью 0,5-1,5 мин.
| Способ выплавки легированных сталей и сплавов | 1978 |
|
SU768821A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
