(21)4122025/29-33
(22)30.06.86
(46) 30.03.88. Бюл. № 12
(72) Е.М.Остроумов, Е.А.Закревский,
Ю.Н.Королева и А.И.Лутков
(53)666.3.022 (088.8)
(56)Авторт:кое свидетельство СССР 653140, кл. В 30 В 15/02, 1977.
(54)МУНДШТУК ДЛЯ УГЛЕРОДНЫХ ПЛАСТИЧНЫХ ПРЕСС-МАСС
(57)Изобретение относится к производству изделий из пластичных угле- графитовых материалов методом экструзии. Целью изобретения является
улучшение качества электродных заготовок. Мундштук содержит входной уплотняющий участок 1 и расширяющийся выходной конический участок 2. Между ними расположен участок 3 вторичного уплотнения. Рабочая поверхность, участка 3 образована по форме торо- ида с диаметром, равным наименьшему внутреннему диаметру входного уплотняющего участка 1, и радиусом, равным 0,1 - 0,3 последнего. Расширяющийся выходной конический участок 2 имеет длину, составляющую 0,3-0,4 общей длины мундштука, и конусность, равную 0,0175 - рад, 1 ил.
| название | год | авторы | номер документа |
|---|---|---|---|
| Матрица для прессования круглых прутков | 1981 |
|
SU975135A1 |
| Способ непрерывного прессования порошков | 1984 |
|
SU1273212A1 |
| УСТРОЙСТВО ДЛЯ ЭКСТРУЗИИ ПЛАСТИЧНЫХ МАТЕРИАЛОВ | 2013 |
|
RU2530814C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАГОТОВКИ ИЗОЛЯТОРА С ОСЕВОЙ СТУПЕНЧАТОЙ ПОЛОСТЬЮ МЕТОДОМ ЭКСТРУЗИИ | 1998 |
|
RU2152302C1 |
| Мундштук для прессования полых углеродных заготовок | 1989 |
|
SU1609653A1 |
| Устройство для мундштучного формования пластифицированных металлических порошков | 1986 |
|
SU1475771A1 |
| СПОСОБ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ КОЛЕН ТРУБ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2098207C1 |
| Способ формования на одношнековых прессах длинномерных стержневых изделий с максимальной площадью сечения, равной или большей площади сечения шнекового тракта, и устройство для его осуществления | 2017 |
|
RU2641798C1 |
| Устройство для формования длинномерных прутков из порошка | 1990 |
|
SU1704923A1 |
| Способ изготовления углеродных заготовок и пресс для его осуществления | 1990 |
|
SU1736922A1 |
СО
Сл9- 00
J
ро VI
Изобретение относится к производству изделий из пластичных угле- графитовых материалов методом экструзии.
Цель изобретения - улучшение качества электродных заготовок.
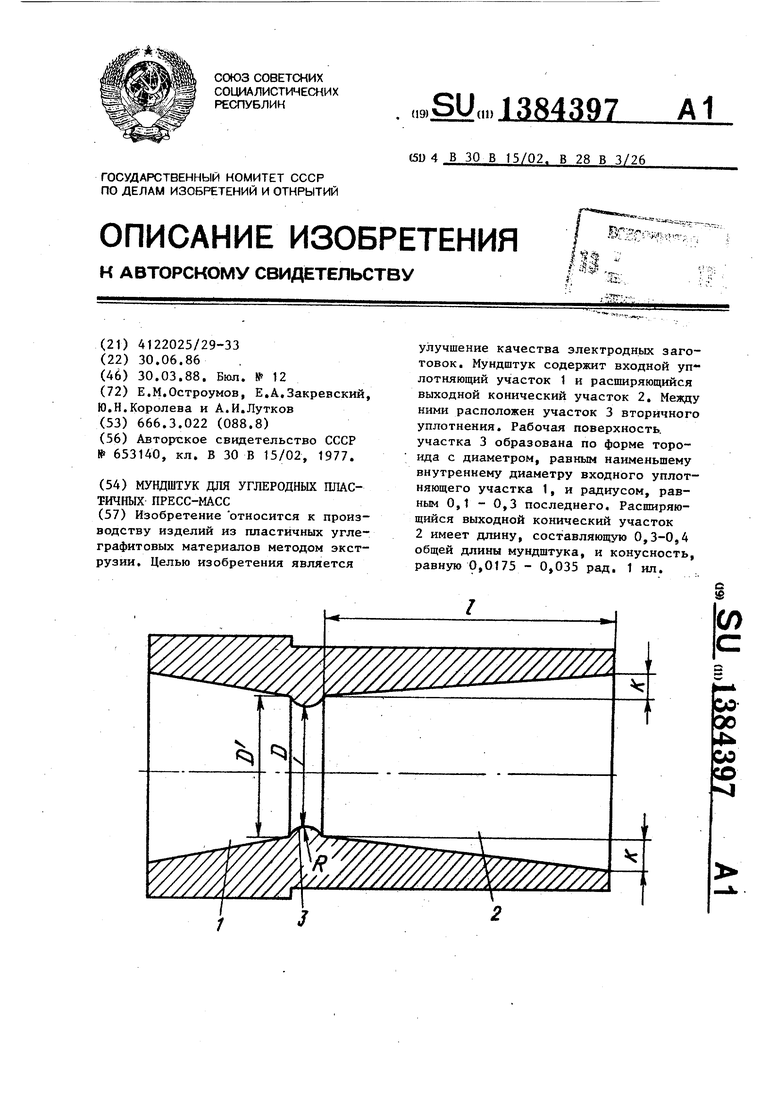
На чертеже изображен мундштук, продольный разрез,
Мундштук содержит входной уплотняющий участок 1 и расширяющийся выходной конический участок 2, между которыми расположен участок 3 вторичного уплотнения, рабочая повер хность которого образована по форме тороида с диаметром, равным наименьшему внутреннему диаметру (D) входного уплотняющего участка 1, и радиусом (R), равным 0,1-0,3 пос леднего.
Расширяющийся вькодной конический участок 2 имеет длину (1), составляющую 0,3-0,4 общей длины мундштука, и конусность (к), равную 0,0175 - 0,035 рад.
Экструдирование углеграфитовых масс через мундштук осущебтвляют следующим образом.
При выдавливании формуемая масса под давлением поступает во входной уплотняющий участок 1, где, обжимаясь стенками, происходит процесс уплотнения. Затем углеродная масса попада:ет в участок 3 вторичного уплотнения, где происходит процесс вторичного уплотнения. В этой зоне формуемая заготовка по плотности ста новится однородной по сечению, но в объеме формуемой заготовки возникают
,
10
15
202530
35
значительные внутренние напряжения, превышающие по своей величине напряжения в конце входной зоны. Поэтому техническим назначением расширяющегося выходного конического участка 2 является равномерное снятие внутренних напряжений в объеме заготовки. При интенсификации релаксационных процессов, как это наблюдается в прототипе, происходит образование продольных трещин по сечению заготовок. Кроме того, при недостаточном уплотнении формуемой массы в теле заготовки появляются пустоты (слойки), которые при обжиге являются инициаторами образования трещин.
Формула изобретения
Мундштук для углеродных пластичных пресс-масс, содержащий входной уплотняющий участок и расширяющийся выходной конический участок, отличающийся тем, что, с целью улучшения качества углеродных заготовок, он выполнен с участком вторичного уплотнения, рабочая поверхность которого образована по форме тороида диаметром, равным наименьшему внутреннему диаметру входного уплотняющего участка, и радиусом, равным 0,1-0,3 последнего, при зтом .участок вторичного уплотнения размещен между входным уплотняющим участком и расширяющимся выходным коническим участком, длина которого составляет 0,3- 0,4 общей длины мундштука, а конусность - 0,0175-0,035 рад.
