Изобретение относится к дорожному и аэродромному строительству, в частности к изготовлению предварительно напряженных железобетонных плит сборных покрытий автомобильных дорог и аэродромов.
Целью изобретения является повышение качества изделия за счет устранения трещинообразования и снижения трудоемкости технологического процесса .
На фиг. 1 представлено устройство для реализации данного способа,вид сбоку;на фиг. 2 - то же, вид в плане; на фиг, 3 - то же,сечение; на фиг. 4 - сечение А-А на фиг. 2.
В поперечных бортах 5 и 6 выполнены прорезные отверстия 7 и упоры 8 по числу арматурных стержней 9.Полости продольных 3 и 4 поперечных 5,6 бортов выполнены герметично и заполнены теплоемким веществом 10. Для обеспеченр1я условия совпадения центра тяжести поперечного сечения формующей силовой рамы 2 и центра приложения равнодействующей сил от напряженной арматуры 9 полые продольные 3,4 и поперечные 5,6 борта выпол -нены из цельносварной листовой стали одного сортамента, а ряды отверстий 7 и упоров 8 выполнены на поперечных бортах 5,6 формующей силовой рамы 2 симметрично плоскости ее фронтального сечения.
Работа устройства и способ изготовления предварительно напряженной плиты сборного дорожного или аэродромного покрытия осуществляется следующим образом.
Формую.щую силовую раму 2 устанавливают вертикально, после чего нагретые арматурные стержни 9 с опорными поверхностями на их концах укладывают на упоры 8, затем собирают ненап- ряженную арматуру (не показана).Посл остывания арматурные стержни 9, взаимодействуя своими опорными поверхностями с упорами 8, получают требуемое напряжение. Далее формующую силовую раму 2 с арматурой устанавливают на поддон, подают бетонную смесь и уплоняют ее. После этого осуществляют/ выдержку отформованной плиты в тече
щего воздуха, состава бетона и марки цемента,а также геометрических размеров изделия и структуры его армирования. После выдержки изделия, когда набранная прочность бетона позволяет отделить поддон 1 от формующей силовой рамы 2 в вертикальном положении при сохранении формы плиты, осуществляют перемещение формующей силовой рамы 2 с поддоном 1 и изделием в вертикальное положение. Отделяют поддон 1, а изделие с формуюгдей силовой рамой 2 отправляют в вертикальном по- ложении на тепловую обработку.После прохождения изделием тепловой обработки обрезают концы арматурных стержней 9, в результате чего их натяжение передается на изделие. Распалубку осуществляют выпрессовкой изделия или путем нагрева наполнителя формующей силовой рамы 2. Далее процесс повторяется,как описано вьше.
5
5 Q 0
5
0
Применение предлагаемого способа и устройства для изготовления предварительно напряженной плиты сборного дорожного или аэродромного покрытия позволяет получать изделия требуемого качества без наличия в них технологических .трещин за счет устранения влияния на изделия деформаций поддона и формующей силовой рамы, вызываемых температурными напряжениями и эксцентричным приложением усилий от напряженной арматуры, а также за счет исключения поперечного прогиба изделия от собственного веса при его тепловой обработке. Кроме того, обеспечивается сокращение трудоемкости сборки арматуры, что повышает производительность технологического процесса.
Формула изобретения
Способ изготовления предварительно напряженной плиты сборного дорожного или аэродромного покрытия,включающий натяжение арматуры на упоры, сборку напряженной арматуры,установку формующей силовой рамы на горизонтальный поддон, подачу бетона и последующее его уплотнение, предвари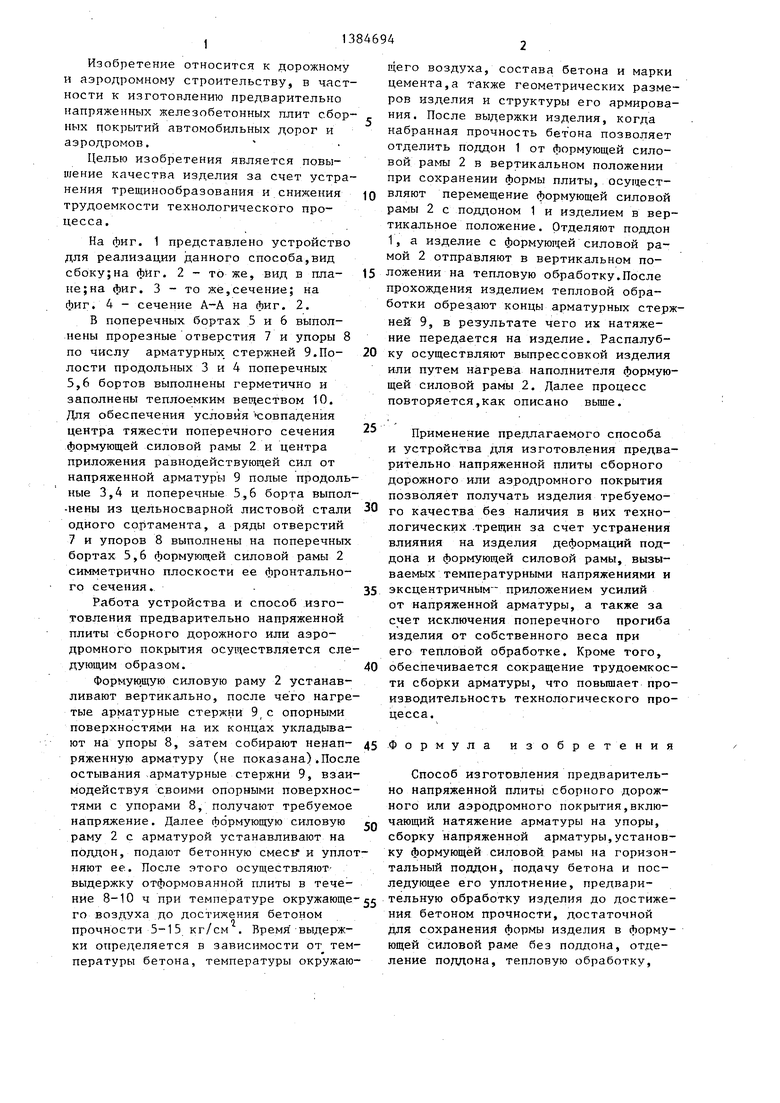

Изобретение относится к стро и- тельству и применяется в промышлен-. ности сборного железобетона при .изготовлении предварительно напряженной плиты сборного дорожного или аэродромного покрытия. Цель изобретения - повьшение качества изделий за счет устранения трещинообразова-г НИН и снижения трудоемкости техноло- гическрго процесса. Для исключения деформаций поддона и формующей рамы 2 от действия температурных напряжений, усилий от напряженной, арматуры и прогиба плиты от собственного веса рама 2 выполнена с центром тяжести ее поперечного сечения, совпадающим с центром приложения равнодействующей сил от напряженной арматуры 9, а ее полые борта 3,4,5,6 заполнены теплоемким веществом (песком, гравием, шлаком) с теплоемкостью не ниже,чем у бетона. ,Тля зтих же целей предварительную обработку изделия ведут путем выдержки, а термообработку осуществляют в вертикальном положении изделия в раме 2 без поддона. Укладку и сборку напряжённой арматуры осуществляют так же при вертикальном положении рамы 2 без поддона, за счет чего облегчается доступ к пространству формы,что сокращает трудоемкость операции сборки арматуры. 4 ил. I (Л 00 оо 4 05 Фие. 2
ние 8-10 ч при температуре окружающе-55 обработку изделия до достижего воздуха до достижения бетоном прочности 5-15 кг/см . Время выдержки определяется в зависимости от температуры бетона, температуры окружаюния бетоном прочности, достаточной для сохранения формы изделия в формующей силовой раме без поддона, отделение поддона, тепловую обработку.
обработку изделия до достижения бетоном прочности, достаточной для сохранения формы изделия в формующей силовой раме без поддона, отделение поддона, тепловую обработку.
что, с делия
снятие напряжения арматуры и распалубку, отличающийся тем, целью повышения качества из- за счет устранения трещино- образования и снижения трудоемкости технологического процесса, борта силовой рамы заполняются веществом,теплоемкость которого не ниже, чем у бетона, натяжение арматуры осуществляют на упоры силовой рамы при вертикальном положении рамы, при этом
9
ДШ
/ /
г 9
центр приложения равнодействующей сил от напряженной арматуры совмещают с центром тяжести поперечного сечения силовой рамы, а после уплотнения бетона силовая рама с поддоном вновь переводится в вертикальное положение и при достижении бетоном прочности 5-15 кг/см поддон отделяют, и силовая рама с изделием в вертикальном положении подается на термообработку.
Фиг. 1
/фиг. k
| Предварительно напряженная плита сборного дорожного или аэродромного покрытия,устройство и способ для ее изготовления | 1981 |
|
SU987004A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| Способ для изготовления предварительно напряженных плоских железобетонных изделий и устройство для его осуществления | 1978 |
|
SU750020A1 |
| . | |||
