(21)4079300/25-27
(22)08.05.86
(46)07.04.88. Бнхл. № 13
(72)В.И.Мерзлютина
(53)621.981.1(088.8)
(56)Авторское свидетельство СССР № 1065135, кл. В 23 Q 7/00, 1982.
(54)УСТРОЙСТВО ДЛЯ ОТГИБКИ КРАЕВ ИЗДЕЛИЙ
(57) Изобретение относится к обработке металлов давлением, может быть использовано для подачи и обработки изделий в штамповочных и сборочных автоматах и предназначено для автоматизации сборки изделий, содержащих гнутые детали, например, в электронной и часовой промьшшенности. Цель- повьшение производительности путем обеспечения реверсивной гибки и по- вьппение точности изделий. Устройство содержит матрицу с гибочной кромкой и упором для захвата, также имеющего гибочную кромку. Гибочный ролик, установленный на тяге, связанной с силовым цилиндром, может обеспечивать отгибку края полуфабриката, удерживаемого захватом, вверх или вниз относительно зеркала матрицы. Направляющий блок обеспечивает поджим тяги с гибочным роликом к матрице, что позволяет осуществлять дополйитель- ный подгиб края на величину угла пружинения. 1 з.п. ф-лы, 5 ил.
с
ел
113
Изобретение относится к обработке металлов давлением, может быть использовано для подачи и обработки изделий в штамповочных и сборочных автоматах и предназначено для автоматизации сборки изделий, содержащих гнутые детали, например, в электронной и часовой промьшленности.
Цель изобретения - повышение производительности путём обеспечения реверсивной гибки и повышения точности изделий.
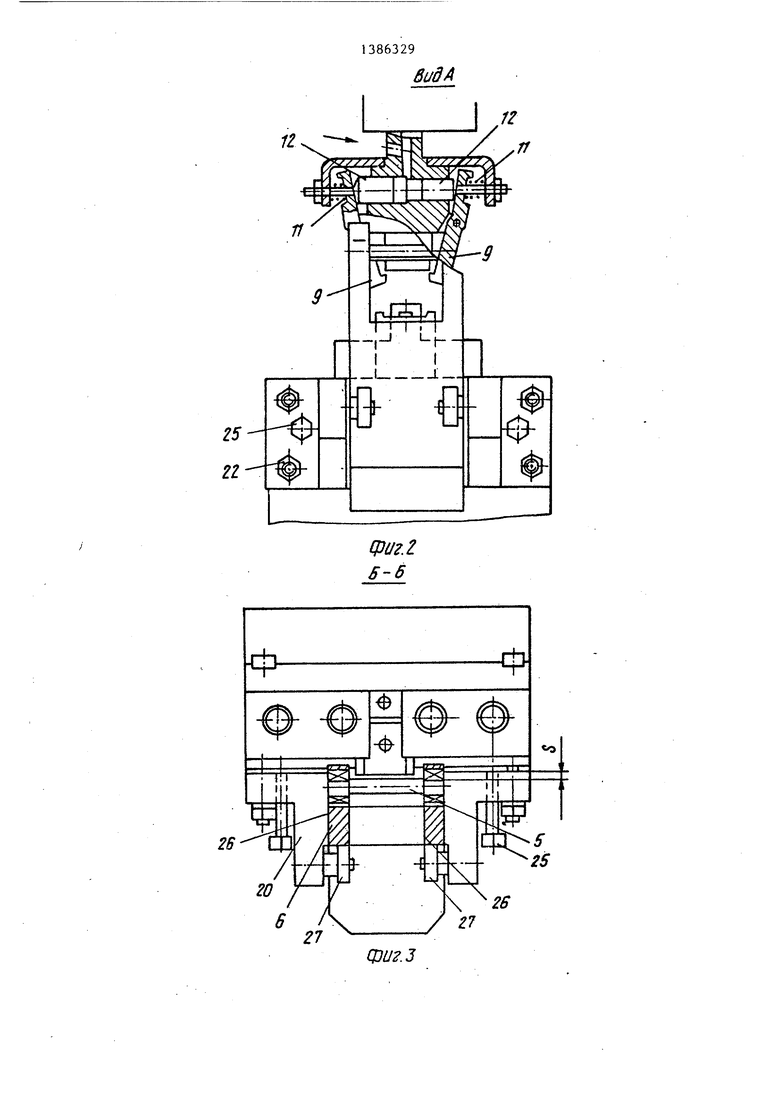
На фиг, изображено устройство, общий вид; на фиг.2 - вид А на фиг.1j на фиг.З - сечение Б-Б на фиг.1 (без захвата); на фиг.4 и 5 - изделие, вид сбоку и сверху,варианты гибки края вверх и вниз.
Устройство содержит питатель 1 с захватом 2, матрицу 3, закрепленную на опоре 4, вращающийся ролик ,5, установленный на тяге 6, связанной с приводом 7, и базовое приспособление - спутник 8 сборочного автомата. В общем исполнении устройства базовое приспособление может быть заменено любым подающим устройством, обеспечивающим поштучную подачу изделия.
Захват 2 содержит прижимные ново- воротные рычаги 9 и торцовую поверхность 10. Рычаги 9 удерживаются в раскрытом состоянии пружинами 11, а сжимаются и прижимают изделие к поверхности 10 под действием сжатого воздуха, подаваемого под плунжеры 12 захвата 2. Кроме того, захват содержит рабочую гибочную кромку 13, рабочую боковую поверхность 14 и упорную поверхность 15, выполненную с заход- ной фаской. Торцовая поверхность 10 выполнена с ложементом под верх изделия . На торцовой поверхности 10 размещены подпружиненные пальцы I6 для сталкивания изделия с захвата 2.
Захват 2 вместе с питателем 1 со- вершае Т перемещение в горизонтальной плоскости и возвратно-поступательное перемещение по вертикали. Питатель обеспечивает необходимое усилие прижима .
Матрица 3 выполнена с ложементом под низ изделия, обеспечивающим удерВ исходном положении питатель 1 удерживает захват 2 над приспособлением 8. Рычаги 9 захвата раскрыты и удерживаются пружиной 11, сжатый воздух выключен. Ходом вниз захват опускают в приспособление и при подаче сжатого воздуха под плунжеры 12 забирают изделие из приспособления, прижав его рычагами 9 к торцу 10. Поднимают захват с изделием и переносят его в положение над матрицей 3, затем опускают в матрицу., прижав изделие с усилием прижима. При этом
жание детали в ориентированном положении, с рабочей гибочной кромкой 17,55упорные поверхности 15 захвата и с боковой рабочей поверхностью 18упор 19 образуют замок, препятствую- для гибки вниз и выступающим упоромщий сдвигу захвата под действием уси- 19,ЛИЙ гибки. Отгибаемые элементы (выво
Упор 19 и упорная поверхность 15 захвата могут соединяться в замок с согласованием рабочих кромок 13 и 17 и рабочих поверхностей 14 и 18 матрицы и захвата. При этом кромки 13 и 17 лежат в плоскости, перпендикулярной зеркалу матрищ).
На опоре 4 спереди закреплен направляющий блок с направляющей 20 для тяги 6 и затяжными болтами 21 с гайками 22, под которые с противоположной стороны матрицедержателя подложены упругая прокладка 23 с планкой 24. В основании направляющей размещены два упорных болта 25. Направляющие поверхности 26 ограничивают тягу 6 от поворота.
На выступающих осях в направляю- щей соосно установлены вращающиеся ролики 27, взаимодействующие с тя- ..гой 6. Конец тяги 6, в котором установлен ролик 5, выполнен в виде вилки. Расстояние между зубьями выбра- но больше ширины изделия, а глубина прорези больше рабочей зоны. Тяга 6 перемещается в направляющем блоке так, что при ее ходе ролики 27 прокатываются по ее поверхности.
Устройство разработано для выгрузки переменного непроволочного резистора из базового приспособления сборочного автомата в матрицу с одновременной гибкой выводов резистора вверх или вниз.
В момент взаимодействия захвата с базовым приспособлением, т.е. в момент захвата изделия, базовое при способление зафиксировано.
Устройство работает следующим образом.
В исходном положении питатель 1 удерживает захват 2 над приспособлением 8. Рычаги 9 захвата раскрыты и удерживаются пружиной 11, сжатый воздух выключен. Ходом вниз захват опускают в приспособление и при подаче сжатого воздуха под плунжеры 12 забирают изделие из приспособления, прижав его рычагами 9 к торцу 10. Поднимают захват с изделием и переносят его в положение над матрицей 3, затем опускают в матрицу., прижав изделие с усилием прижима. При этом
упорные поверхности 15 захвата и упор 19 образуют замок, препятствую- щий сдвигу захвата под действием уси- ЛИЙ гибки. Отгибаемые элементы (выводы) выступают за рабочие кромки 13 и 17 в ра бочую зону.
При гибке вверх исходное положение ролика 5 - внизу, под выводами.
При ходе тяги 6 вверх от привода 7 поверхность ролика 5 вступает во взаимодействие с рабочей кромкой 13 и боковой поверхностью 14 захвата.
вейер. При достаточном времени цикла и достаточных ходах питателя выгрузка может быть осуществлена рабочим захватом за счет дополнительного хода питателя.
В предлагаемом устройстве выгрузку осуществляют дополнительным захватом, установленным в питателе сог

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для отгибки краев полуфабриката | 1987 |
|
SU1549633A1 |
| Штамп для гибки деталей,преимущественно,типа восьмерки | 1985 |
|
SU1304960A1 |
| Устройство для пространственной гибки заготовки из проката | 1990 |
|
SU1750783A1 |
| Устройство для изготовления замкнутых строповочных петель из мерного отрезка заготовки | 1988 |
|
SU1556787A2 |
| Машина для изготовления дисковых колес | 1926 |
|
SU10983A1 |
| Универсально-гибочный автомат с приводом от центральной шестерни | 1984 |
|
SU1245381A1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ПРОВОЛОЧНЫХ ИЗДЕЛИЙ СЛОЖНОЙ КОНФИГУРАЦИИ | 1992 |
|
RU2050216C1 |
| Гибочный станок | 2023 |
|
RU2809881C1 |
| Профилегибочный станок | 1985 |
|
SU1286314A1 |
| Устройство для автоматической подачи заготовок и выдачи готовых задников к машине для формования задников | 1955 |
|
SU107378A1 |



Так производят гибку вверх. Затем ласованно с первым методом параллельводят тягу с роликом .вниз в исходное положение, а изделие или забирают захватом для выгрузки, или оставляют в гнезде, выключив в этом случае сжатый воздух в захвате. Пружины 11 раздвигают рычаги 9, освободив изделие . Подпружиненные пальць 16 сталкивают изделие с захвата. Захват возвращают в исходное положение.
При гибке вниз исходное положение ролика вверху. Захват переносит изделие в положение над матрицей, при этом выступающие выводы изделия входят в прорезь вилки тяги 6 под роликом 5. Захват с изделием опускают в матрицу 3 с усилием прижиМа и ходом тяги с роликом 5 вниз осуществляют гибку вниз.
Тягу с роликом 5 устанавливают в направляющем .блоке с зазором S между роликом и рабочими кромками 13 и 17 захвата и матрицы, меньшим рабочего зазора SP, необходимого для гибки на величину деформации д упругой прокладки 23. Величины 4 и Sp зависят от
материала и толщины отгибаемьпс элементов изделия.
Величину зазора S выставляют упорными болтами 25, а усилие и- величину деформации упругой прокладки 23 - затяжными болтами.
При прохождении ролика 5 у рабочего ребра работающей матрицы, где зазор минимальный, тяга 6 за счет реактивных сил гибки отклоняется назад, и через ролик 27, направляющую 20, затяжные болты 21 и планку 24 поджимает упругую прокладку 23 с некоторым усилием. При дальнейшем ходе ролика это усилие прижимает ролик к наклонной поверхности матрицы., пока 4 не становится равной 0.
При таком исполнении механизма согласования пуансона ri матрицы точность гибки по углу повьЩ1ается.
Готовое изделие может быть выгружено из матрицы дополнительньм захватом раскладчика в кассету или на кон
0 5
0
5
0
5
0
5
ного переноса (не указан).
Предлагаемое устройство отличается простотой конструкции за счет выполнения захвата с элементами встречной матрицы в механизме с одним пуансоном, позволяет повысить точность гибки по углу с отклонением +2 вместо 6 и, кроме того, обеспечивает гибку изделий после покрытия без повреждения покрытий.
Формула изобретения
Фцг.1
j1- -1-
I |
25 22
видА
Фиг.1
B-6
Фиг.з
Г
ФигЛ
Фиг.5
