Изобретение относится к обработке металлов давлением, в частности к устройствам для изготовления замкнутых стропо- вочных петель из мерного отрезка заготовки.
Цель изобретения - улучшение эксплуа- чтационных характеристик изделий за счет повышения надежности петлевого соединения.
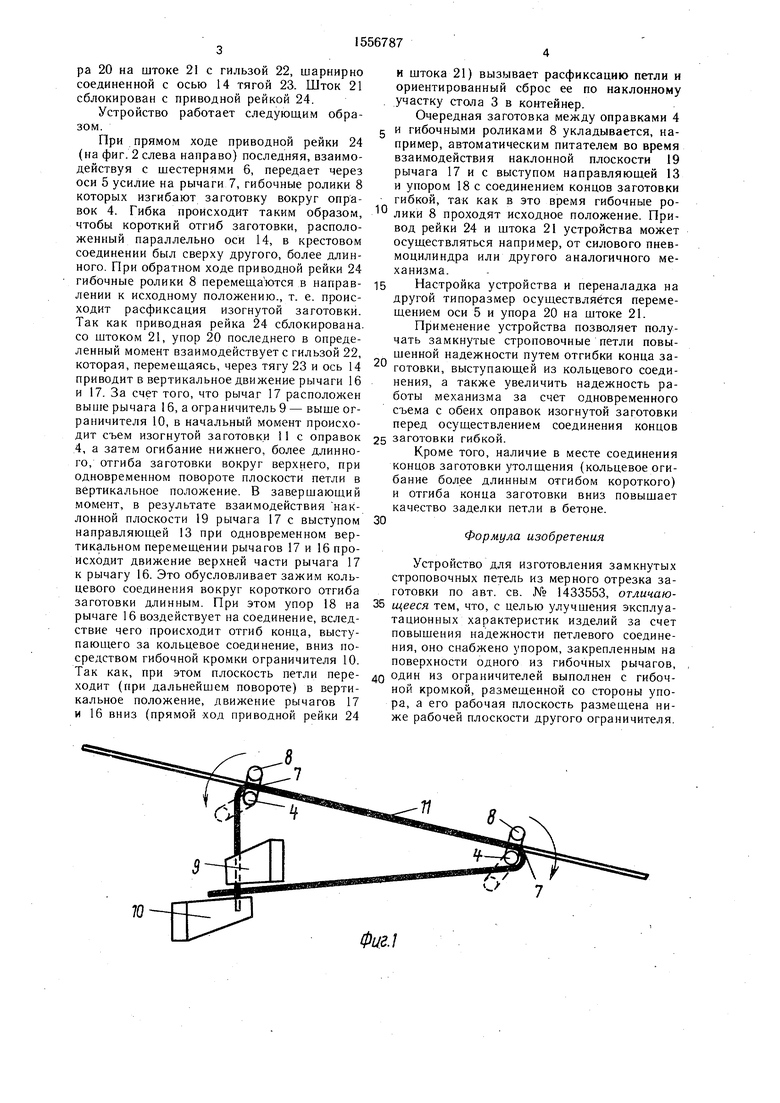
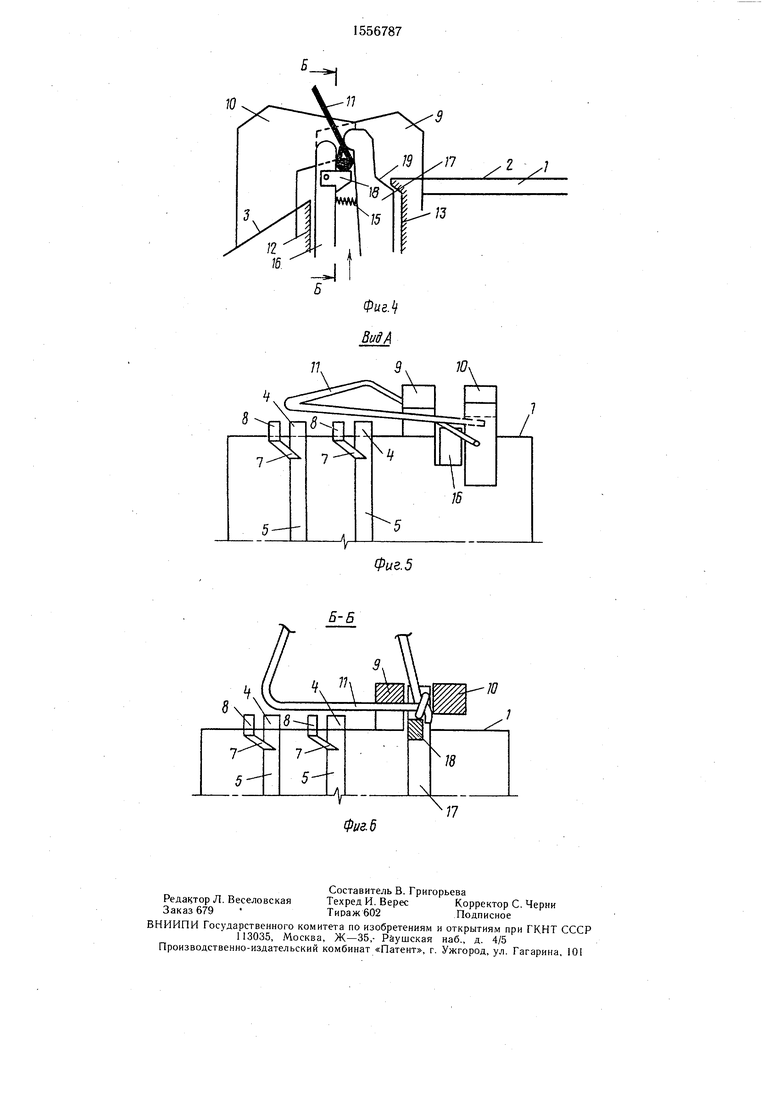
На фиг. 1 изображено устройство, вид сверху, в момент завершения гибки; на фиг. 2 - то же, вид сбоку; на фиг. 3-- механизм срединения концов заготовки в начальный момент срабатывания; на фиг. 4 - то же, в завершающий момент срабатывания; на фиг. 5 - вид А на фиг. 3; на фиг. 6 - разрез Б-Б на фиг. 4.
Устройство состоит из станины 1, на которой размещен горизонтальный стол 2 с наклонным участком 3. Над уровнем стола 2 выступают раздвижные оправки 4, закрепленные на верхней части осей 5 соответствующих приводных шестерен 6. На осях 5 закреплены рычаги 7 с гибочными роликами 8,
верхние части которых также выступают над уровнем стола 2. Ограничители 9 и 10 вертикального перемещения заготовки 1 1 механизма соединения концов заготовки размещены на станине 1, так, что они не препятствуют выполнению операций гибки в горизонтальной плоскости заготовки 11 и восспри- нимают вертикальные усилия при соединении ее концов гибкой. Рабочая плоскость ограничителя 9 установлена выше рабочей плоскости ограничителя 10.
Механизм соединения концов заготовки состоит из расположенных в направляющих 12 и 13 на оси 14 подпружиненных относительно друг друга пружиной 15 двух рычагов 16 и 17, причем на рычаге 16 установлен упор 18, а рычаг 17 выполнен с наклонной плоскостью 19 по типу направляющей 13. Со стороны оправки 4 на ограничителе 10 выполнена гибочная кромка. Привод механизма соединения концов заготовки осуществляется путем взаимодействия упоел ел
О
00
-1
to
pa 20 на штоке 21 с гильзой 22, шарнирно соединенной с осью 14 тягой 23. Шток 21 сблокирован с приводной рейкой 24.
Устройство работает следующим образом.
При прямом ходе приводной рейки 24 (на фиг. 2 слева направо) последняя, взаимодействуя с шестернями б, передает через оси 5 усилие на рычаги 7, гибочные ролики 8 которых изгибают заготовку вокруг оправок 4. Гибка происходит таким образом, чтобы короткий отгиб заготовки, расположенный параллельно оси 14, в крестовом соединении был сверху другого, более длинного. При обратном ходе приводной рейки 24 гибочные ролики 8 перемещаются в направлении к исходному положению., т. е. происходит расфиксация изогнутой заготовки. Так как приводная рейка 24 сблокирована со штоком 21, упор 20 последнего в определенный момент взаимодействует с гильзой 22, которая, перемещаясь, через тягу 23 и ось 14 приводит в вертикальное движение рычаги 16 и 17. За счет того, что рычаг 17 расположен выше рычага 16, а ограничитель 9 - выше ограничителя 10, в начальный момент происходит съем изогнутой заготовки 11 с оправок 4, а затем огибание нижнего, более длинного, отгиба заготовки вокруг верхнего, при одновременном повороте плоскости петли в вертикальное положение. В завершающий момент, в результате взаимодействия наклонной плоскости 19 рычага 17 с выступом направляющей 13 при одновременном вертикальном перемещении рычагов 17 и 16 происходит движение верхней части рычага 17 к рычагу 16. Это обусловливает зажим кольцевого соединения вокруг короткого отгиба заготовки длинным. При этом упор 18 на рычаге 16 воздействует на соединение, вследствие чего происходит отгиб конца, выступающего за кольцевое соединение, вниз посредством гибочной кромки ограничителя 10. Так как, при этом плоскость петли переходит (при дальнейшем повороте) в вертикальное положение, движение рычагов 17 и 16 вниз (прямой ход приводной рейки 24
и штока 21) вызывает расфиксацию петли и ориентированный сброс ее по наклонному участку стола 3 в контейнер.
Очередная заготовка между оправками 4 и гибочными роликами 8 укладывается, например, автоматическим питателем во время взаимодействия наклонной плоскости 19 рычага 17 и с выступом направляющей 13 и упором 18 с соединением концов заготовки гибкой, так как в это время гибочные ро- лики 8 проходят исходное положение. Привод рейки 24 и штока 21 устройства может осуществляться например, от силового пнев- моцилиндра или другого аналогичного механизма.
Настройка устройства и переналадка на другой типоразмер осуществляется перемещением оси 5 и упора 20 на штоке 21.
Применение устройства позволяет получать замкнутые строповочные петли повышенной надежности путем отгибки конца заготовки, выступающей из кольцевого соединения, а также увеличить надежность работы механизма за счет одновременного съема с обеих оправок изогнутой заготовки перед осуществлением соединения концов 5 заготовки гибкой.
Кроме того, наличие в месте соединения концов заготовки утолщения (кольцевое огибание более длинным отгибом короткого) и отгиба конца заготовки вниз повышает качество заделки петли в бетоне.
0
Формула изобретения
Устройство для изготовления замкнутых строповочных петель из мерного отрезка заготовки по авт. св. № 1433553, отличающееся тем, что, с целью улучшения эксплуатационных характеристик изделий за счет повышения надежности петлевого соединения, оно снабжено упором, закрепленным на поверхности одного из гибочных рычагов,
один из ограничителей выполнен с гибочной кромкой, размещенной со стороны упора, а его рабочая плоскость размещена ниже рабочей плоскости другого ограничителя
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления замкнутых строповочных петель из мерного отрезка заготовки | 1987 |
|
SU1433553A1 |
| Устройство для изготовления замкнутых строповочных петель из мерного отрезка заготовки | 1990 |
|
SU1787618A1 |
| Устройство для изготовления замкнутых строповочных петель из мерного отрезка заготовки | 1989 |
|
SU1655605A1 |
| Станок для сгибания фигурных изделий | 1980 |
|
SU889236A1 |
| Станок для гибки изделий типа петель из прутков | 1984 |
|
SU1304966A1 |
| АВТОМАТ ИЗГОТОВЛЕНИЯ ИЗ ПРУТКА, ПОСРЕДСТВОМ ДВУСТОРОННЕЙ ГИБКИ, ДЕТАЛЕЙ ПРОСТРАНСТВЕННОЙ ФОРМЫ ТИПА КЛЕММ РЕЛЬСОВЫХ СКРЕПЛЕНИЙ | 2009 |
|
RU2412772C2 |
| АВТОМАТ ИЗГОТОВЛЕНИЯ ИЗ ПРУТКА ПОСРЕДСТВОМ ДВУСТОРОННЕЙ ГИБКИ ДЕТАЛЕЙ ПРОСТРАНСТВЕННОЙ ФОРМЫ ТИПА КЛЕММ РЕЛЬСОВЫХ СКРЕПЛЕНИЙ | 2003 |
|
RU2258573C2 |
| Устройство для гибки петли из проволоки | 1980 |
|
SU910290A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗОГНУТЫХ ДЕТАЛЕЙ ИЗ ПРУТКА | 2002 |
|
RU2233205C1 |
| Устройство для изготовления из арматурной катанки монтажных петель | 1985 |
|
SU1359049A2 |

Изобретение относится к обработке металлов давлением, в частности к устройствам для изготовления замкнутых строповочных петель из мерного отрезка заготовки. Цель изобретения - улучшение эксплуатационных характеристик изделий за счет повышения надежности петлевого соединения. Устройство содержит гибочные ролики и механизм /М/ соединения концов заготовки. М включает ограничители и подпружиненные приводные рычаги. На одном из рычагов М установлен упор. Рабочая плоскость одного из ограничителей размещена ниже рабочей плоскости другого и имеет гибочную кромку. После гибки петли роликами рычаги М загибают больший отгиб вокруг меньшего, а затем упором по гибочной кромке ограничителя осуществляют гибку конца меньшего отгиба вокруг большего. Изобретение позволяет получить петли с утолщением в месте соединения, что повышает надежность их заделки в бетон. 6 ил.
Я
70
Фиг.1
7/
(Z
r
/г
5а 6iлмл
X
ft
4
л л/
Л82.9351
Б-Б
Фиг. 6
Ю
| Устройство для изготовления замкнутых строповочных петель из мерного отрезка заготовки | 1987 |
|
SU1433553A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
