Изобретение относится к металлообработке и может быть использовано при растачивании глубоких точных отверстий и является усовершенствованием изобретения по авт.ев № 1240509. Цель изобретения - повЬшение точности и производительности обработки за счет обеспечения контроля износа режущего элемента и погрешностей формы обрабатываемого отверстия и выбора оптимальных режимов в процессе обработки.
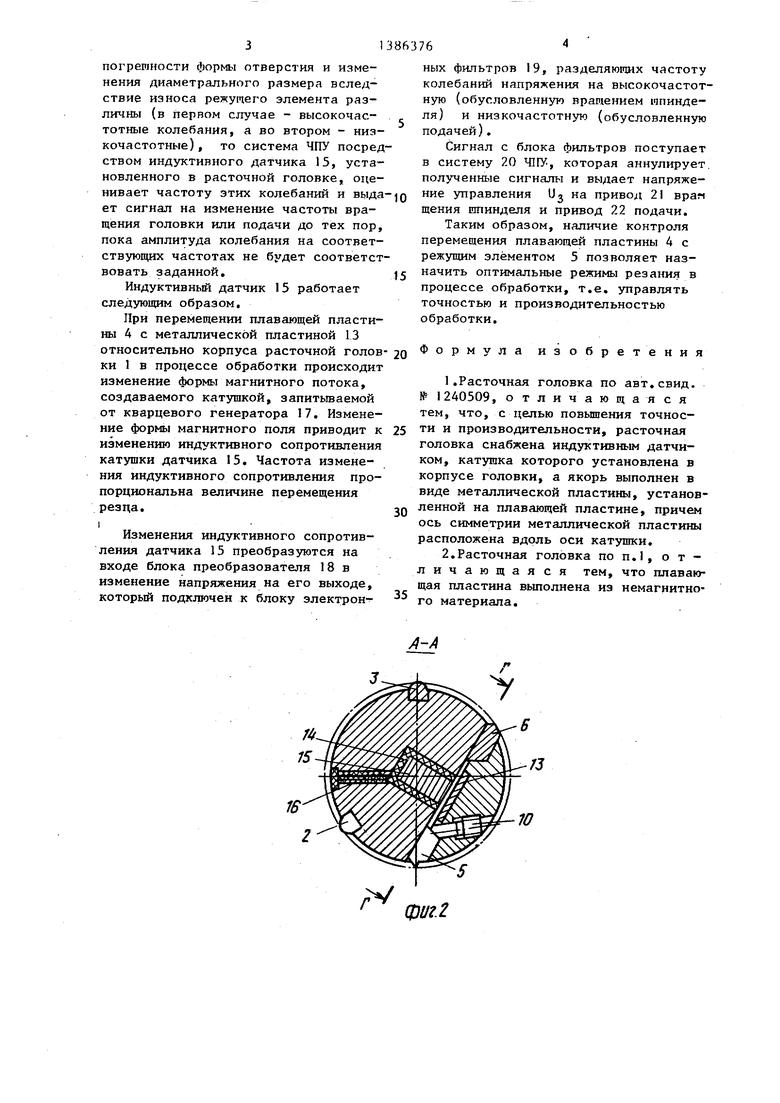
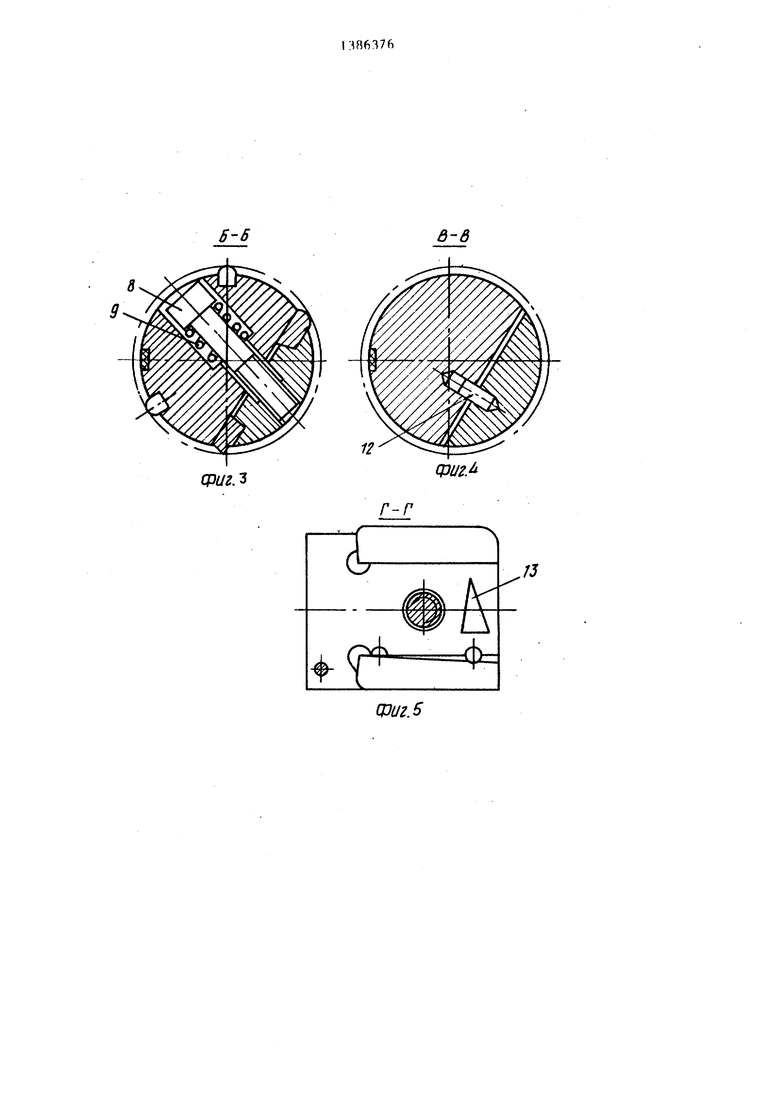
На фиг.1 изображена конструкция расточной головки, общий вид; на фиг.,2 - разрез А-А на фиг.1; на фиг.З - разрез Б-Б на на фиг.4 - разрез В-В на фиг.1; на фиг.5 - разрез Г-Г на фиг.2; на фиг.6 - структурная схема системы управления.
Расточная головка состоит из цилиндрического корпуса 1 с жесткими направляющими элементами 2 и 3, плавающей пластины 4 с режупщм 5 и опорным 6 элементами.
Плавающая пластина 4 установлена в пазу 7 корпуса 1 с помощью винта 8 Постоянный прижим плавающей пластины 4 с элементами 5 и 6 к. продольной плоскости паза 7, элементов 2, 3, 6 к поверхности обрабатываемого отверстия в процессе обработки осуществляется с помощью пружины 9. Настройка режущего элемента 5 осуществляется при помощи винтов 10. Подвод смазочно-охлаждающей жидкости в зону обработки осуществляется через внутреннюю полость 11 .«корпуса 1, а отвод пульпы - вперед по обрабатываемому отверстию.
Плавающая пластина 4 соединена с корпусом 1 посредством штифта 12 с возможностью поворота в продольной плоскости паза 7.
На внутренней поверхности-плавающей пластины, выполненной из немагнитного материала, например, из дюралюминия, установлена металлическая пластина 13, имеющая градиент ширины вдоль прямой, совпадающей с направлением перемещения режущего элемента-, например треугольной формы В продольной плоскости паза 7 выполнено отверстие, в котором на клею, спужащем изоляционной прокладкой 14, закреплен индуктивнъш датчик 15 так, чтобы ось симметрии катушки датчика находилась в одной плоскости
с осью симметрии металлической пластины 3, являющейся якорем датчика.
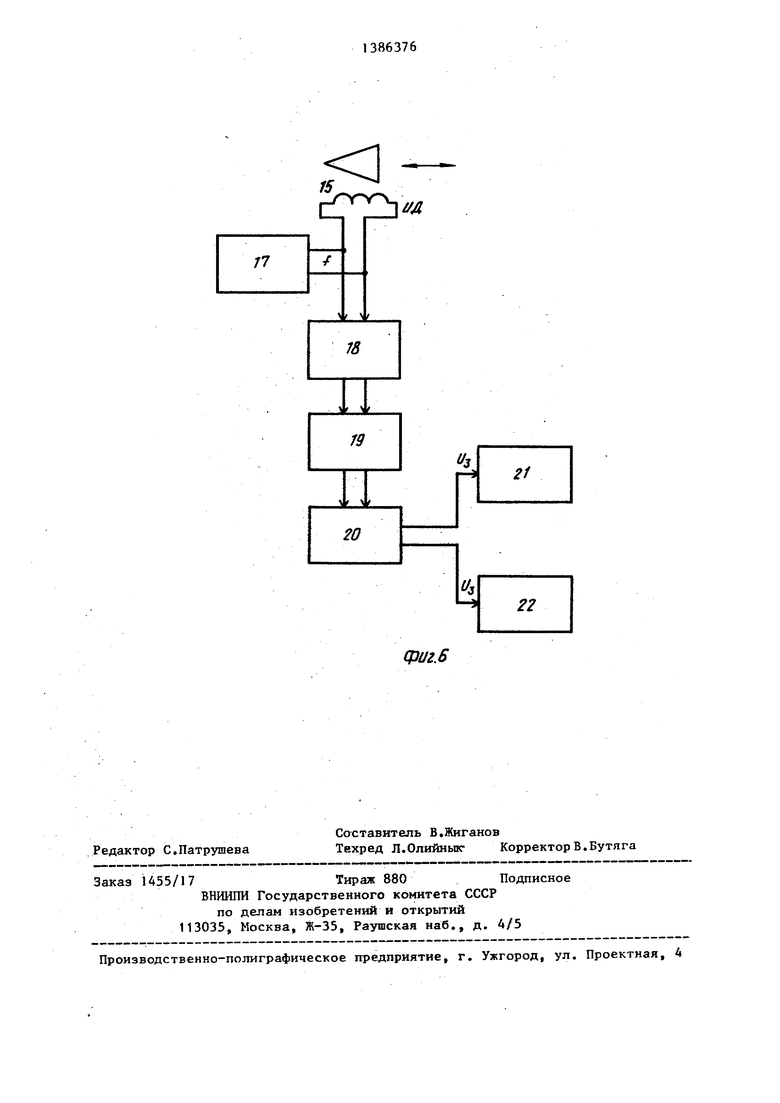
Выводы 16 катушки подключены к измерительной системе, состоящей из запитьгоающего катушку кварцевого генератора 17, блока 18 преобразователя, блока 19 электронных фильтров и системы 20 ЧПУ, связанной с приводом 21 вращения шпинделя и приводом 22 подачи.
В зависимости от формы пластины 13 индуктивный датчик 15 имеет различную .чувствительность и характеристику хд f(е) (индуктивное сопротивление в зависимости от перемещения Конструкция расточной головки позволяет поддерживать постоянным зазор между катушкой датчика 15 и металлической пластиной 13
В процессе растачивания при изменении геометрических параметров обрабатываемого отверстия плавающая пластина 4 поворачивается вокруг штифта
12 в продольной плоскости паза 7. При этом режущий элемент перемещается в радиальном направлении. Радиальные перемещения режущего элемента определяются, с одной стороны, погрешностями формы обрабатываемого отверстия, а с другой - изменением диаметрального размера обрабатываемого отверстия вследствие износа режущего элемента. Величина перемещений режзщего элемента (или .амплитуда колебаний режущего элемента) определяет точность обра- .батываемого отверстия, а именно - величину разбивки отклонения от круг- лости обрабатываемого отверстия. Точность обработки достигается за счет ограничения величины амплитуды колебаний режущего элемента 5 относительно корпуса 1 расточной головки в процессе обработки. Величина ограниче-
ния зависит от требуемой точности обработки. Ограничение амплитуды колебаний режущего элемента 5 вследствие погрешностей формы обрабатываемого отверстия достигается пзггем выбора
оптимальной частоты вращения расточной головки или обрабатываемой детали. Ограничение амплитуды колебаний режзпцего элемента 5 из-за изменения диаметрального размера обрабатываемого отверстия вследствие износа режущего, элемента достигается путем выбора оптимальной подачи расточной головки. Учитывая, то, что частоты колебаний режущего элемента из-за
погретности формы отверстия и изменения диаметрального размера вследствие износа режупего элемента различны (в первом случае - высокочастотные колебания, а во втором - низкочастотные) , то система ЧПУ посредством индуктивного датчика 15, установленного в расточной головке, оценивает частоту этих колебаний и выда ет сигнал на изменение частоты вращения головки или подачи до тех пор, пока амплитуда колебания на соответствующих частотах не будет соответствовать заданной,
Индуктивный датчик 15 работает следующим образом.
При перемещении плавающей пластины 4 с металлической пластиной 13 относительно корпуса расточной голов ки 1 в процессе обработки происходит изменение формы магнитного потока, создаваемого катушкой, запитьгоаемой от кварцевого генератора 17, Изменение формы магнитного поля приводит к изменению индуктивного сопротивления катушки датчика 15, Частота изменения индуктивного сопротивления пропорциональна величине перемещения резца.
Изменения индуктивного сопротивления датчика 15 преобразуются на входе блока преобразователя 18 в изменение напряжения на его выходе, который подключен к блоку электрон-г
ных фильтров 19, разделяющих частоту колебаний напряжения на высокочастотную (обусловленную вращением мпинде- ля) и низкочастотную (обусловленную подачей),
Сигнал с блока фильтров поступает в систему 20 Ч11У, которая аннулирует, полученные сигналы и выдает напряжение управления U на привод 21 врам щения шпинделя и привод 22 подачи.
Таким образом, наличие контроля перемещения плавающей пластины 4 с режущим элементом 5 позволяет назначить оптимальные режимы резания в процессе обработки, т,е, управлять точностью и производительностью обработки.
Формула изобретения
1,Расточная головка по авт,свид. № 1240509, отличающаяся тем, что, с целью повьшения точности и производительности, расточная головка снабжена индуктивным датчиком, катушка которого установлена в корпусе головки, а якорь выполнен в виде металлической пластины, установленной на плавающей пластине, причем ось симметрии металлической пластины расположена вдоль оси катушки,
2,Расточная головка по п,1, о т - личающая ся тем, что плавак - щая пластина вьтолнена из немагнитного материала.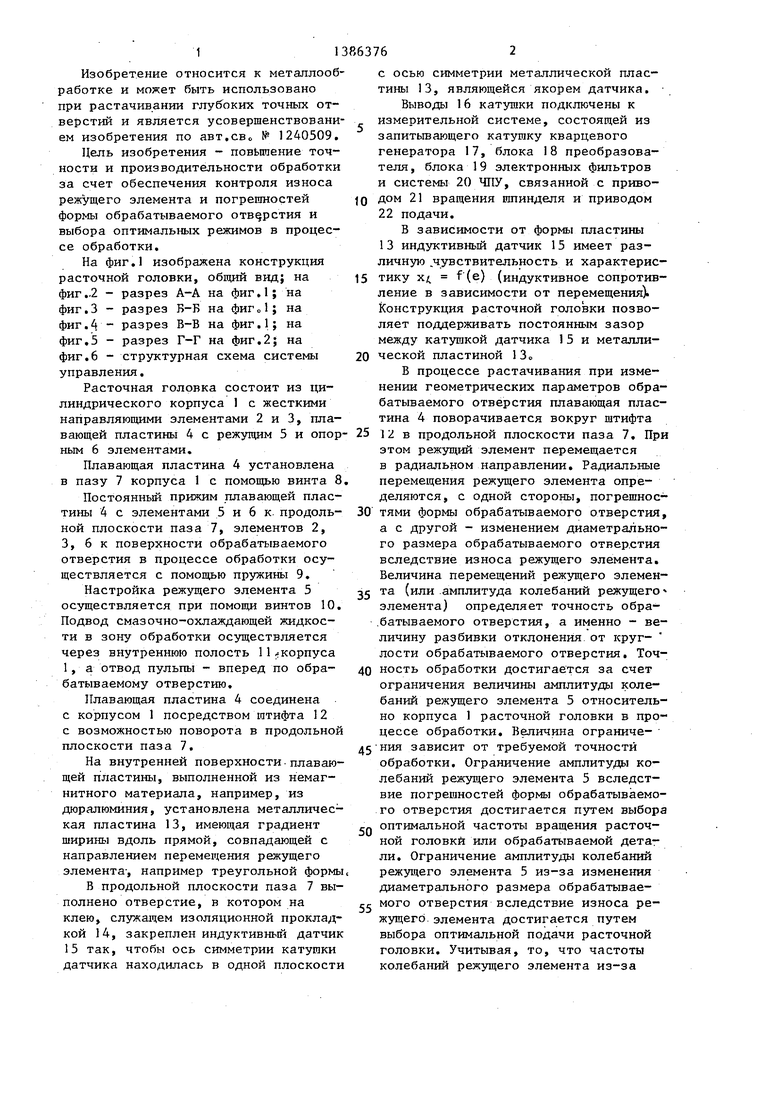
| название | год | авторы | номер документа |
|---|---|---|---|
| Расточная головка | 1983 |
|
SU1093410A1 |
| Расточная головка | 1984 |
|
SU1240509A2 |
| Расточная головка | 1986 |
|
SU1398999A2 |
| Расточная головка | 1989 |
|
SU1757781A1 |
| Расточная головка | 1986 |
|
SU1393536A2 |
| Расточная головка | 1981 |
|
SU1053973A1 |
| Расточная головка | 1986 |
|
SU1366306A2 |
| КОМБИНИРОВАННЫЙ ИНСТРУМЕНТ ДЛЯ ОБРАБОТКИ ОТВЕРСТИЙ | 2009 |
|
RU2405667C1 |
| Расточная головка | 1984 |
|
SU1166904A2 |
| Расточная головка | 1979 |
|
SU1049195A2 |
Изобретение относится к области металлообработки и может быть использовано при растачивании глубоких точных отверстий. Целью изобретения является повьшение точности и производительности обработки за счет обеспечения контроля износа режущего элемента и погрешностей формы обрабатываемого отверстия и выбора оптималь 1 -1 ных режимов в процессе обработки. Расточная головка состоит из цилиндрического корпуса 1 с направляющими элементами 3, плавающей пластины 4 с режущим 5 и опорным элементами, В корпусе 1 установлен датчик, а в плавающей пластине 4 - якорь в виде металлической пластины. В зависимости от формы пластины датчик имеет разную чувствительность и характеристику. В процессе обработки плавающая пластина 4 перемещается, при этом режущий элемент 5 переме114ается в радиальном направлении, которое определяется погрещностями формы отверстия (высокочастотные колебания) и изменением диаметрального размера отверстия вследствие износа режущего инструмента (низкочастотные колебания) . По изменениям высокочастотных колебаний регулируют частоту вращения инструмента, а по низкочастотным величину подачи. 1 з.п, ф-лы, 6 ил. I (Л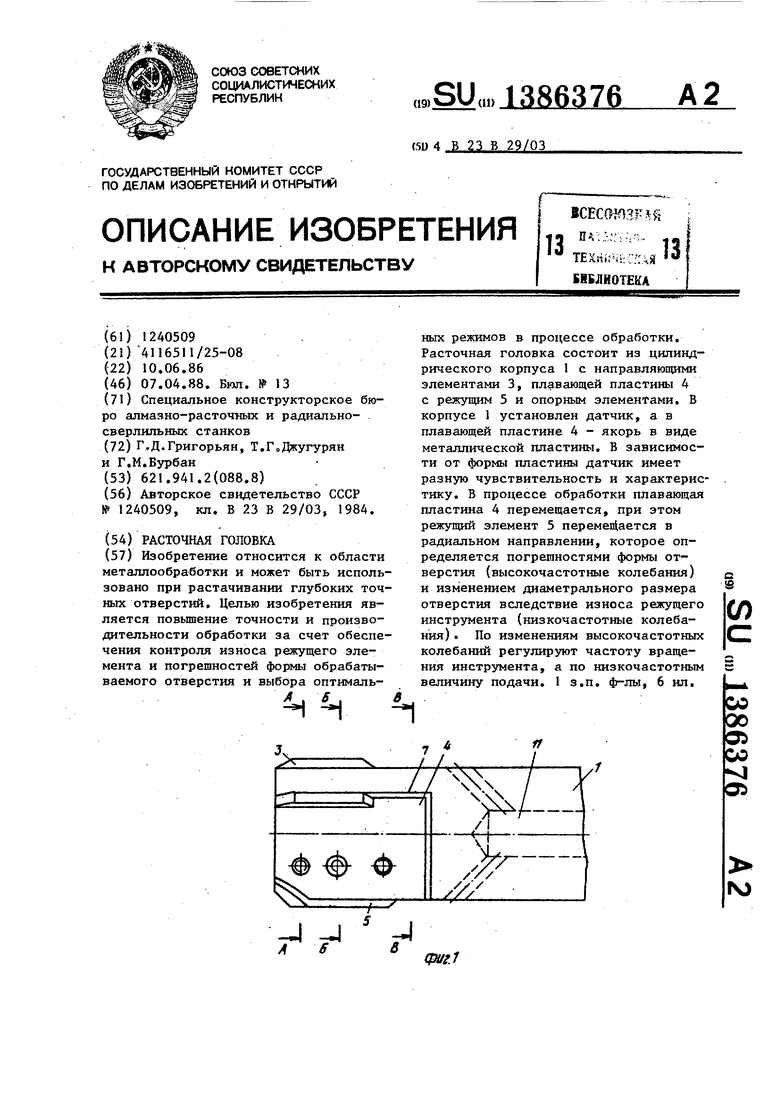
/4-.
W
фи.2
5-5
сриг.
д-В
сриг.
CPU г. 5
dTTbфиг.6
| Расточная головка | 1984 |
|
SU1240509A2 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
