N)
иг.2
Изобретение относится к металлообработке, может быть использовано, при растачивании точных отверстий и является усовершенствованием изобре- тения по авт.св. № 1240509.
Целью изобретения является расширение технологических возможностей и упрощение размерной настройки головки за счет обеспечения определен- него положения плавающей пластины.
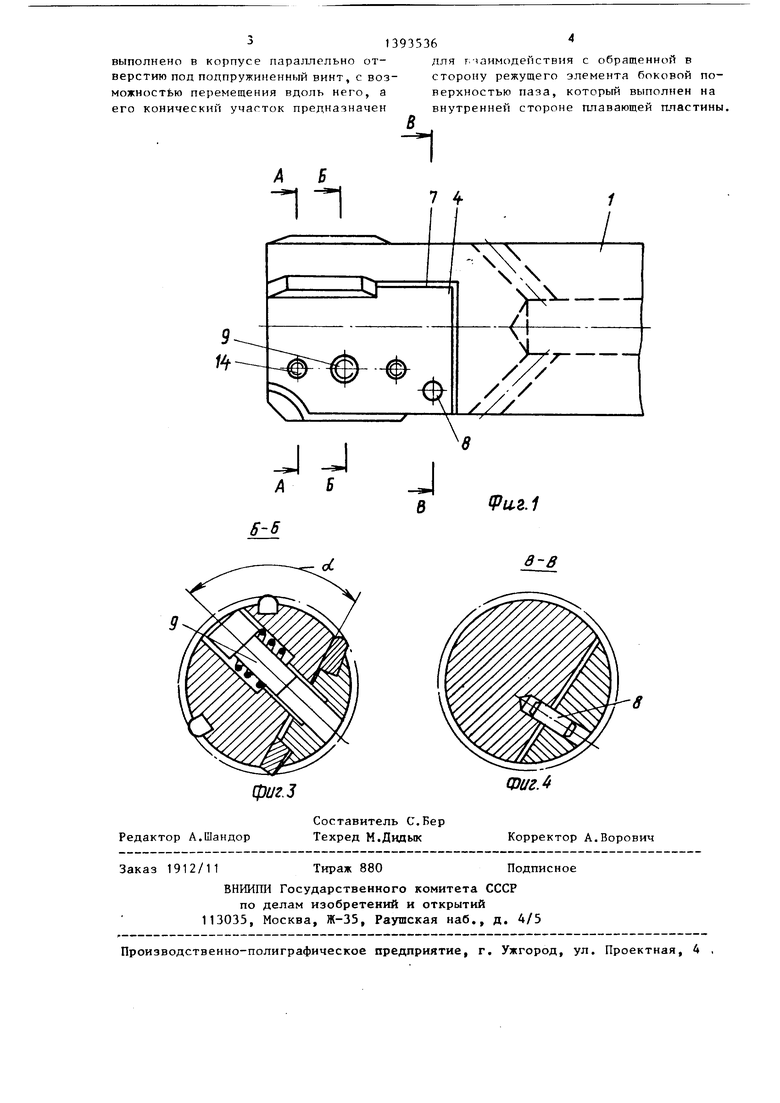
На фиг.1 изображена расточная головка, общий вид; на фиг.2 - разрез А-А на фиг.1; на фиг.З - разрез Б-Б на фиг.1; на фиг.4 - разрез В-В на фиг.1.
Расточная головка содержит цилиндрический корпус 1 с направляющими ,элементами 2 и 3 и плавающую пластин А с твердосплавным режущим 5 и опорным 6 элементами. Плавающая пластина 4 базируется в корпусе 1 при по- мощи продольного паза 7 корпуса 1, штифта 8 и подпружиненного винта 9. Для обеспечения контакта опорно го элемента 6 с обрабатьгоаемой поверхностью отверстия подпру7(синенный винт 9 установлен под углом Л к продольной плоскости паза У.
С целью расширения технологичес- ких возможностей расточной головки и упрощения размерной настройки в корпусе 1 установлен сухарь 10 с коническим участком 11 с возможностью пе
шлифуют направляющие 2 и 3 и опорный 6 элементы в размер, соответствующий диаметру обрабатываемого отверстия. После шлифовки, обеспечив упругий прижим пластины 4 к корпусу 1, при помощи винтов 14 настраивают режущий элемент на указанный диаметральный размер.
В процессе эксплуатации при необходимости замены быстроизнашиваемого режущего элемента или подналадки его упрощается размерная настройка головки за счет того, что плавающдя пластина занимает строго определенное исходное положение относительно корпуса 1 под действием составляющей силы подпружиненного винта 9, т.е. расположенный под углом 0 к плоскости паза 7 винт 9 прижимает плавающую пластину 4 к коническому участку 11 сухаря 10. В этом случае размерная настройка расточной головки сводится только к регулировке при помощи винтов 14 и контролю положения калибрующей кромки режущего элемента 5 относительно направляющих 2 и 3 или опорного 6 элементов.
В процессе обработки коротких отверстий с жесткой борштангой без применения кондукторных втулок радиальная составляющая усилия резания воспринимается, кроме направляющего элемента 3, сухарем 10. Таким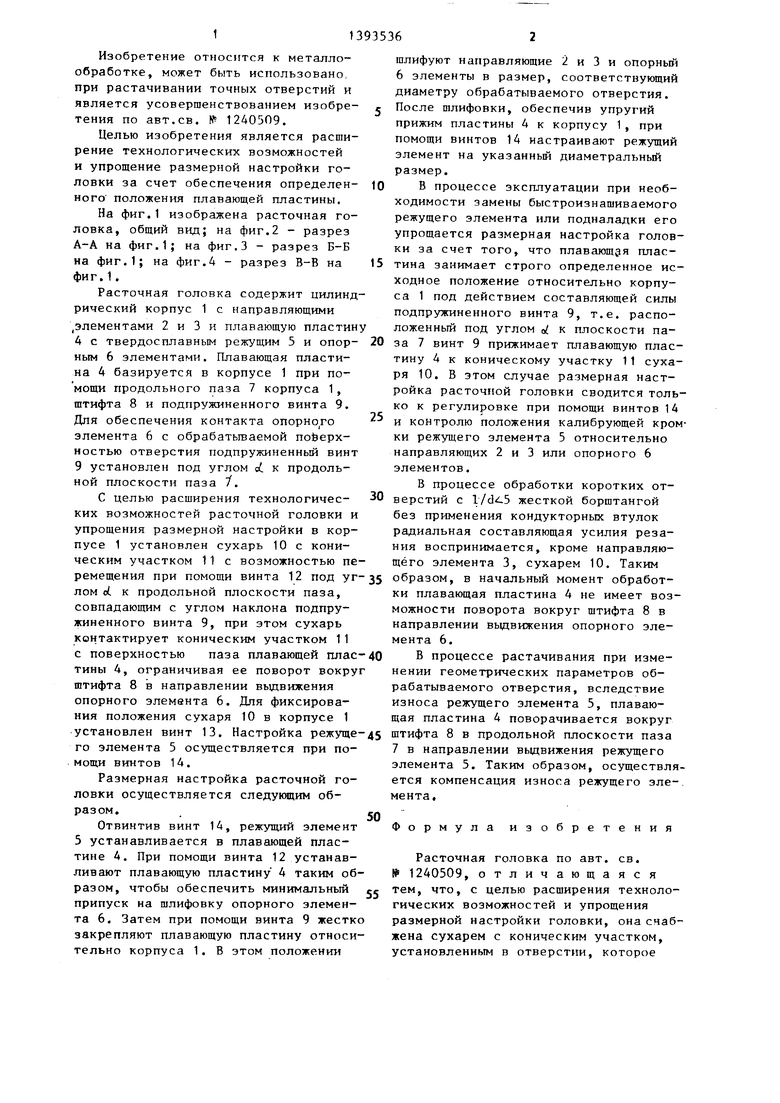
| название | год | авторы | номер документа |
|---|---|---|---|
| Расточная головка | 1984 |
|
SU1240509A2 |
| Расточная головка | 1986 |
|
SU1366306A2 |
| Расточная головка | 1984 |
|
SU1166904A2 |
| Расточная головка | 1983 |
|
SU1093410A1 |
| Резцовая головка | 1989 |
|
SU1808482A1 |
| Расточная головка | 1986 |
|
SU1386376A1 |
| Расточной инструмент | 1989 |
|
SU1660855A1 |
| УНИВЕРСАЛЬНАЯ СИСТЕМА КРЕПЛЕНИЯ ИНСТРУМЕНТА ДЛЯ ЦЕНТРА МЕХАНИЧЕСКОЙ ОБРАБОТКИ | 2009 |
|
RU2521545C2 |
| РАСТОЧНАЯ ГОЛОВКА | 1992 |
|
RU2014172C1 |
| Расточная головка | 1986 |
|
SU1421465A1 |
Изобретение относится к области металлообработки и может быть использовано при растачивании точных отверстий. Целью изобретения является расширение технологических возможностей и упрощение размерной настройки головки за счет обеспечения определенного положения плавающей пластины. Плавающая пластина 4 базируется в корпусе 1, в отверстии которого усА . А-А тановлен сухарь 10 с коническим участком 11, предназначенным для взаимодействия с поверхностью CL паза, выполненного в плавающей пластине 4. В процессе эксплуатации плавающая пластина 4 поверхностью прижимается к коническому участку 11 сухаря 10, В этом случае размерная настройка сводится к регулировке при помощи винтов 14 и контролю калибрующей кромки режущего элемента 5 относительно направляющих 2, 3 или опорного элемента 6. В процессе обработки коротких отверстий с жесткой бортштангой без применения кондукторных втулок радиальная составляющая усилия резания воспринимается, кроме направляющей 3, сухарем 10. Таким образом, в начальный момент обработки плавающая пластина 4 не имеет возможности перемещения в направлении выдвижения опорного элемента 6.-4 ил. (Л
ремещения при помощи винта 12 под уг-35 образом, в начальный момент обработлом oi к продольной плоскости паза, совпадающим с углом наклона подпружиненного винта 9, при этом сухарь контактирует коническим участком 11 с поверхностью паза плавающей плас-40 тины 4, ограничивая ее поворот вокруг штифта 8 :в направлении выдвижения опорного элемента 6. Для фиксирования положения сухаря 10 в корпусе 1
ки плавающая пластина 4 не имеет возможности поворота вокруг щтифта 8 в направлении выдвижения опорного элемента 6.
В процессе растачивания при изменении геометрических параметров обрабатываемого отверстия, вследствие износа режущего элемента 5, плавающая пластина 4 поворачивается вокруг
установлен винт 13. Настройка режуще-45 штифта 8 в продольной плоскости паза
го элемента 5 осуществляется при помощи винтов 14.
Размерная настройка расточной головки осуществляется следующим образом.
Отвинтив винт 14, режущий элемент 5 устанавливается в плавающей пластине 4. При помощи винта 12 устанавливают плавающую пластину 4 таким образом, чтобы обеспечить минимальный припуск на шлифовку опорного элемента 6, Затем при помощи винта 9 жестко закрепляют плавающую пластину относительно корпуса 1. В этом положении
ки плавающая пластина 4 не имеет возможности поворота вокруг щтифта 8 в направлении выдвижения опорного элемента 6.
В процессе растачивания при изменении геометрических параметров обрабатываемого отверстия, вследствие износа режущего элемента 5, плавающая пластина 4 поворачивается вокруг
7 в направлении выдвижения режущего элемента 5. Таким образом, осуществляется компенсация износа режущего зле-, мента.
Формула изобретения
Расточная головка по авт. св. № 1240509, отличающаяся тем, что, с целью расширения технологических возможностей и упрощения размерной настройки головки, она снабжена сухарем с коническим участком, установленным в отверстии, которое
31393536
выполнено в корпусе параллельно от- для гчаимодействия с обращенной в верстию под подпружиненный винт, с воз- сторону режущего элемента боковой по- можностью перемещения вдоль него, а верхностью паза, который выполнен на его конический участок предназначен внутренней стороне плавающей пластины,
/4
фиг.З
Ф1/г.
| Расточная головка | 1984 |
|
SU1240509A2 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
