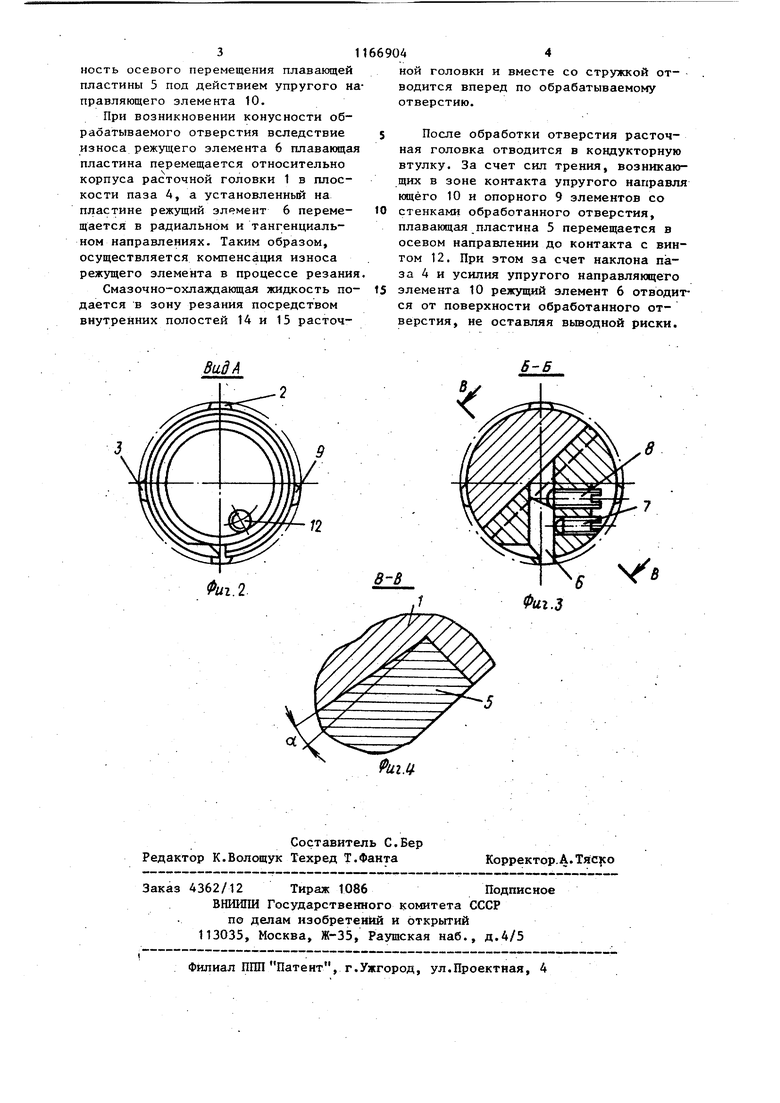
Изобретение относится к обработке металлов резанием и может быть испол зовано при растачивании глубоких отверстий. Цель изобретения - повышение качества обработки путем безрисочного вывода режущего элемента. На фиг.1 изображена конструкция расточной головки, общий вид; на фиг. 2 - вид А на фиг. Г, на фиг. 3 сечение Б-Б на фиг.1, на фиг.4 - сечение В-В на фиг.З. Рабточная головка содержит корпус 1 с жесткими направляющими элементами 2 и 3 и паз 4, в котором установлена плавающая пластина 5, вьтолненная в виде сегмента. Паз 4 корпуса 1 выполнен под углом к направлению рабочей подачи, меньшим угла трения. Плавающая пластина 5 снабжена .режущим элементом 6, установленным диа метрально противоположно жесткому на правляющему элементу 2 корпуса 1 и под углом к продольной плоскости паза 4. Режущий элемент 6 крепится к плавающей пластине 5 винтом 7, а настройка его на размер осуществляется винтом 8. На наружной поверхности пл вакмдей пластины 5 установлен опорный элемент 9, которым плавающая пластин контактирует со стенками обрабатывае мого отверстия. Опорный элемент 9 развернут относительно режущего элемента 6 на угол, меньщий 180°. Для прижима плавающей пластины 5 к mioc кости паза 4 и обеспечения постоянно го контакта-направляющих 2- и 3 и опо ного элемента 9 со стороны отверстия в процессе растачивания плавающая пластина 5 снабжена упругим направляющим элементом 10. Плавающая пластина 5 установлена в пазу 4 корпуса расточной головки с возможностью осевого перемещения меж ду задней боковой стенкой 11 корпуса 1 и регулировочным .винтом 12, установленным в передней боковой стенке 13. Для подвода смазочно-охлаждающей жидкости в зону резания расточная го ловка снабжена внутренними полостями 14 и 15, по которым эта жидкость поступает в кольцевой зазор, образованный наружной поверхностью расточной головки и стенками обработанного отверстия. По кольцевому зазору смазочно-охлаждающая жидкость поступает в зону резания. Для осуществления процессарасточки расточная головка устанавливается и кондукторную втулку. Под действием усилия упругого направляющего элемента 10, превышающего усилие резания, корпус 1 расточной головки и плавающая пластина 5 самоустанавливаются в отверстие кондукторной втул ки, что обеспечивает точность обработки и исключает вибрации в процессе резания. Настройку режущего элемента 6 на требуемый размер производят следующим образом. В установленной в кондукторной втулке расточной головке вращением винта 12 перемещают плавающую пластину 5 в осевом направлении до контакта ее с боковой стенкой 11. В этом положении винтами 7 и 8 производят настройку режущего элемента и закрепление его в плавающей пластине 5. Затем вращением винта 12 о.беспечивают возможность осевого перемещения плавающей пластины 5 на величину 8 , определяемую по формуле величина осевого перемещения плаванлцей пластины 5 в корпусе расточной головки; глубина риски на поверхности обработанной детали в случае отсутствия осевых перемещений плавающей пластины 5; коэффициент запаса (,11,5 и зависит от точности изготовления расточной головки) угол наклона паза расточной головки. В процессе растачивания плавающая пластина 5 прижата к задней боковой стенке 11 силами трения упругого направлякщего и опорного элемента о стенки отверстия и осевой составляю щей усилия резания. При этом режущий элемент 6 имеет максимальный радиальный вылет, соответствующий настройке режущего элемента 6 на заданный размер. Наклон паза 4 на угол, меньший угла трения между плавающей пластиной 5 и корпусом 1 HCKjno4aeT возникновение осевых колебаний плавающей пластины 5 в процессе резания, а также возмож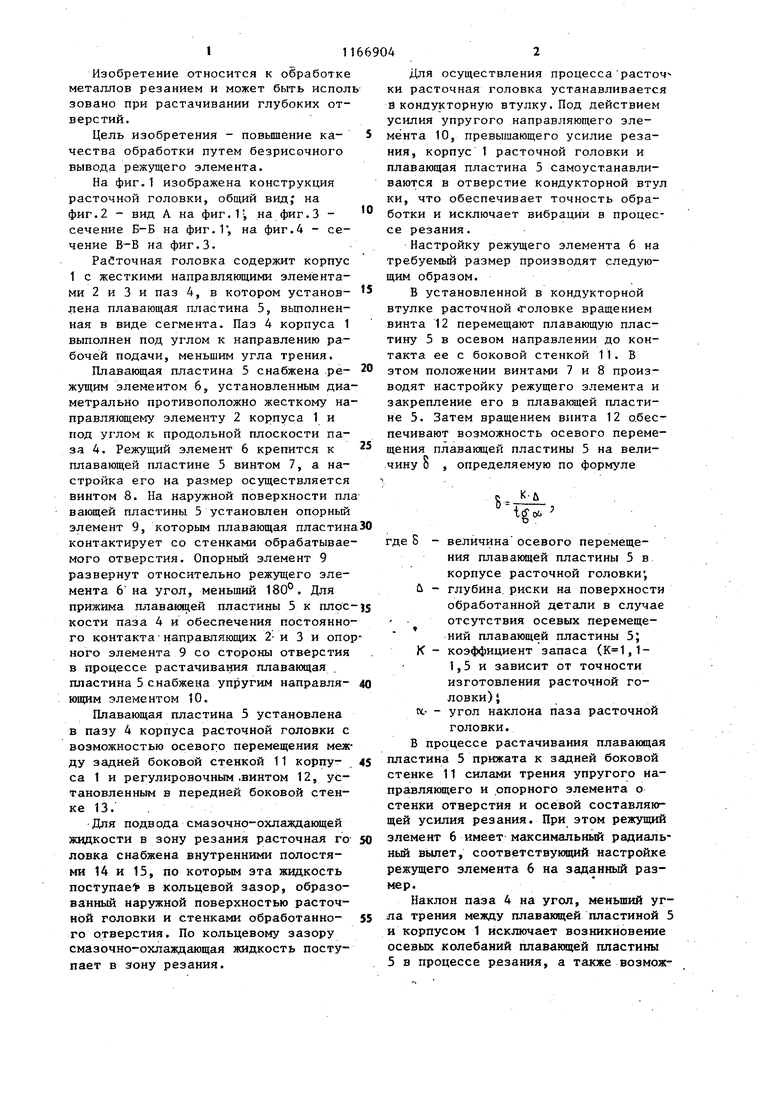
| название | год | авторы | номер документа |
|---|---|---|---|
| Расточная головка | 1984 |
|
SU1240509A2 |
| Расточная головка | 1983 |
|
SU1093410A1 |
| Расточная головка | 1986 |
|
SU1393536A2 |
| Расточная головка | 1986 |
|
SU1366306A2 |
| Расточная головка | 1986 |
|
SU1398999A2 |
| Автоматически управляемая резцовая головка | 1982 |
|
SU1115859A1 |
| Расточная головка | 1982 |
|
SU1103954A1 |
| РАСТОЧНАЯ ГОЛОВКА | 1992 |
|
RU2014172C1 |
| Расточной инструмент | 1983 |
|
SU1183304A1 |
| Расточная головка | 1989 |
|
SU1757781A1 |
РАСТОЧНАЯ ГОЛОВКА по авт.свГ № 1093410, отличающаяся тем, что, с целью повыпения качества обработки путем безрисочного вывода режущего элемента, паз корпуса выполнен под углом к продольной оси головки, причем плавающая пластина установлена с возможностью осевого пере мещения, а величина угла наклона паза выбрана меньше величины угла трения.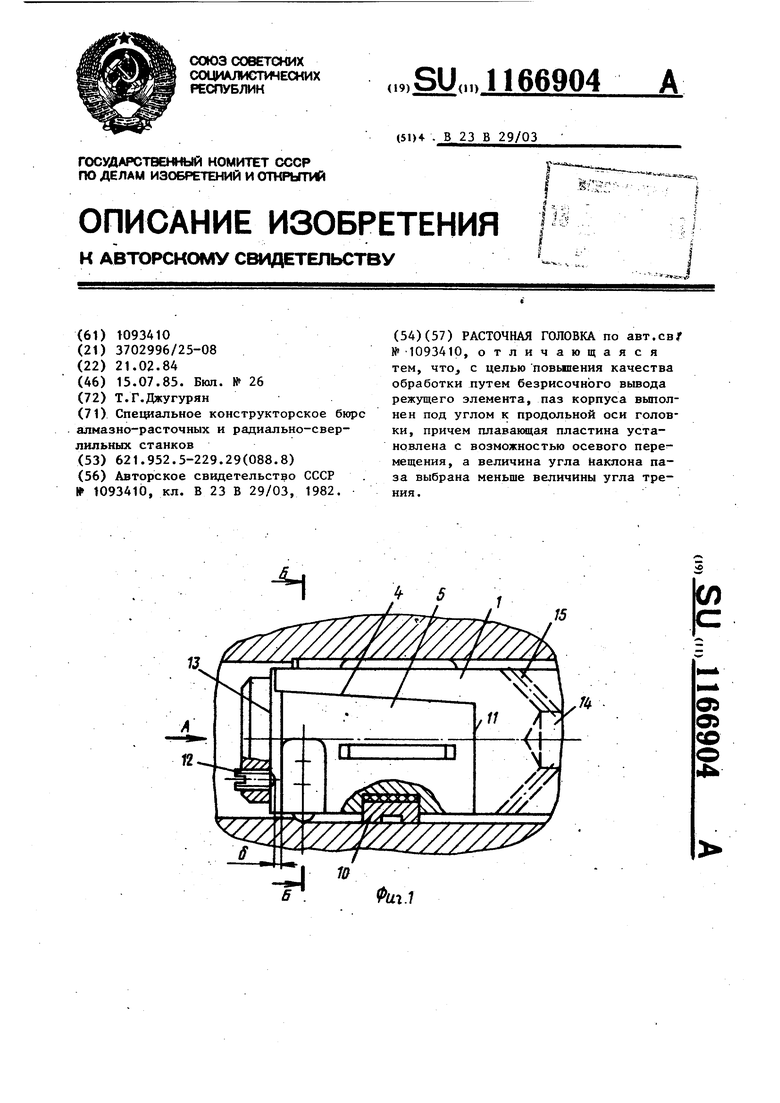
| Расточная головка | 1983 |
|
SU1093410A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
