1
(21)4040284/05
(22)01.04.86
(46) 15.06.91. Бюп. № 22
(71)Научно-производственное объединение Пластмассы
(72)Е.И. Калиничева, А.Ю. Мельников, Г.И Файдель, Е.А. Рябов, Ю.И. Дровецкий и И.Н. Варнак
(53)678.057.32(088.8)
,(5б) Казаков А.В. и др. Основы автоматики, и автоматизации химических производств. - М., Машиностроение, 1970, с. 323-325.
Авторское свидетельство СССР № 802062, кл. В 29 F 3/00, G 05 1) 27/00,1978.
(54)СПОСОБ АВТОМАТИЧЕСКОГО УПРАВЖНИЯ ПРОЦЕССОМ БАКУУМЭКСТРУЗИИ
(57) Изобретение относится к способам автоматического управления вакуумэкструзией, используемым в химической промьшшенности, производящей полимерные материалы. Изобретение позволяет стабильно проводить процесс вакуумэкструзи при получении полимерных материалов за счет исключения забивания вакуумных шахт. Расплав полимера из аппарата (реактора) подается в двухшнековый экструдер. Расход поступающего расплава может колебаться в зависимости от вязкости. При увеличении расхода расплава появляется в вакуумной шахте экструдера. При этом датчик, установленньй в нижней части вакуумной шахты, через систему, зтравления плавно увеличивает скорость вращения шнеков. При опускании расплава ниже уровня, задаваемого датчиком, скорость вращения шнека изменяется до первоначально заданного значения . 1 с., 1 ил.
S
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство автоматического управления дозированной подачей по трубопроводу расплава полимера из питающего аппарата в экструдер с вакуумными шахтами | 1986 |
|
SU1387331A1 |
| Способ автоматического управления процессом вакуум-экструзии полимерных материалов | 1989 |
|
SU1663871A1 |
| СПОСОБ АВТОМАТИЧЕСКОГО РЕГУЛИРОВАНИЯ ПРОЦЕССА УДАЛЕНИЯ ЛЕТУЧИХ ВЕЩЕСТВ ПРИ ЭКСТРУЗИИ МАТЕРИАЛОВ | 1989 |
|
SU1624857A1 |
| Экструдер для переработки пластмасс | 1978 |
|
SU921457A3 |
| Дисково-шнековый экструдер | 1986 |
|
SU1382654A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОВРИКА ДЛЯ ТРАНСПОРТНОГО СРЕДСТВА | 2019 |
|
RU2709303C1 |
| ЭКСТРУЗИОННЫЙ СПОСОБ ПОЛУЧЕНИЯ ПЛОСКОЙ НИТИ ИЗ СИНТЕТИЧЕСКОГО СЫРЬЯ | 2011 |
|
RU2447995C2 |
| СПОСОБ ОБРАБОТКИ ТВЕРДЫХ ПОЛИМЕРНЫХ ЧАСТИЦ ПОЛИКОНДЕНСАТА С ПОМОЩЬЮ МУЛЬТИРОТАЦИОННОЙ СИСТЕМЫ | 2019 |
|
RU2792688C2 |
| ЭКСТРУЗИОННАЯ ЛИНИЯ ДЛЯ ПОЛУЧЕНИЯ ПЛОСКОЙ НИТИ ИЗ СИНТЕТИЧЕСКОГО СЫРЬЯ | 2011 |
|
RU2448831C2 |
| Способ регулирования толщины стенки трубчатого изделия из термопласта | 1981 |
|
SU939248A1 |
Изобретение относится к способам автоматического управления вакуум- экструзией, используемым в химической промьшшенности, производящей полимерные материалы, и может быть применено для управления процессом получения полимеров при вакуумэкструзии их расплавовс. Цель изобретения - повышение производительности процесса вакуум- экструзии с вакуумными шахтами и стабилизация качества получаемого продукта путем обеспечения непрерывности процесса за счет сокращения остановок оборудования вследствие забивания рас- плавом вакуумных шахт.
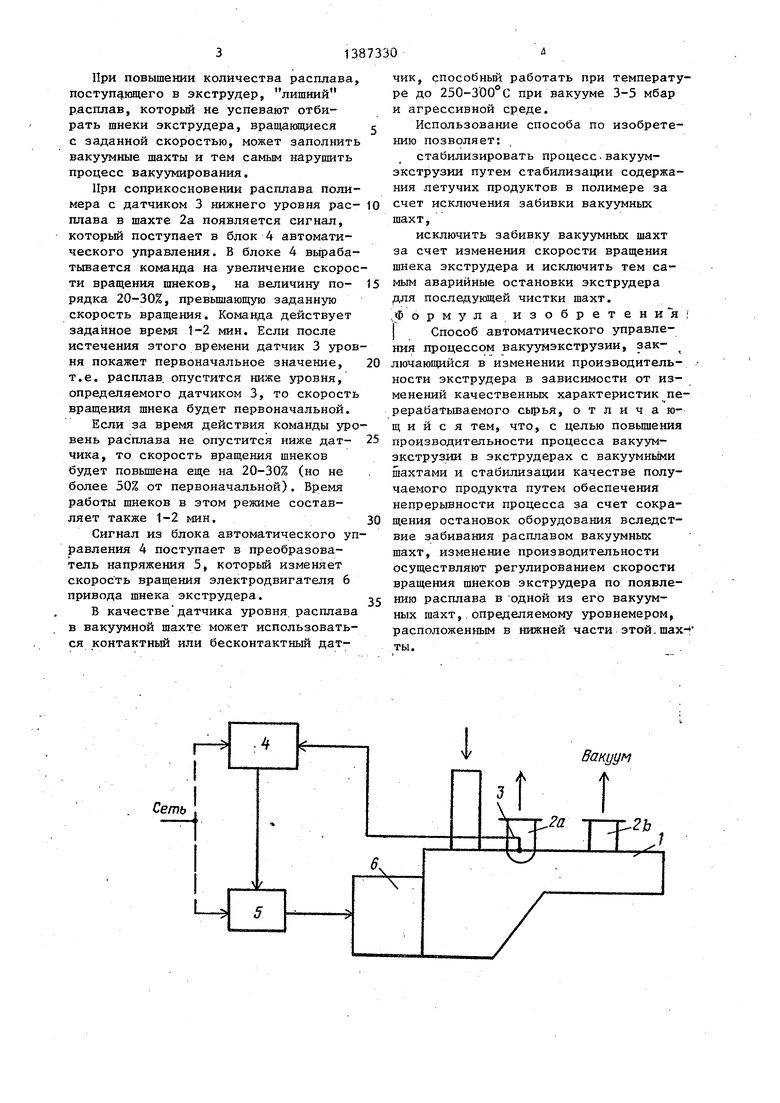
На чертеже представлена система управления процессом вакуумэкструзии.
Система работает следующим образом.
В экструдер 1 расплав поступает из предьдущего аппарата (реактора, ротор- но-пленочного аппарата и др.). При вращении шнеков расплав проходит по цилиндру и вакуумируется в вакуумшах- тах 2а, 2б. Уровень расплава не достигает патрубка.
В первой по ходу движения расплава вакууМшахте 2а установлен датчик 3 нижнего уровня, к оторыи устанавливается в месте перехода цилиндра к патрубку.
ICO
1ОЭ
ICO
При повышении количества расплава, поступающего в экструдер, лишний расплав, который не успевают отбирать шнеки экструдера, вращающиеся с заданной скоростью, может заполнить вакуумные шахты и тем самым нарушить процесс вакуумирования.
При соприкосновении расплава полимера с датчиком 3 нижнего уровня рас- плава в шахте 2а появляется сигнал, которьш поступает в блок 4 автоматического управления. В блоке 4 вьфаба- тывается команда на увеличение скорости вращения шнеков, на величину по- рядка 20-30%, превьш1ающую заданную скорость вращения. Команда действует заданное время 1-2 мин. Если после истечения этого времени датчик 3 уровня покажет первоначальное значение, т.е. расплав, опустится ниже уровня, определяемого датчиком 3, то скорость вращения шнека будет первоначальной.
Если за время действия команды уровень рас плава не опустится ниже дат- чика, то скорость вращения шнеков будет повышена еще на 20-30% (но не более 50% от первоначальной). Бремя работы шнеков в этом режиме составляет также 1-2 мин.
Сигнал из блока автоматического управления 4 поступает в преобразователь напряжения 5, которьш изменяет скорость вращения электродвигателя 6 привода шнека экструдера.
Б качестве датчика уровня расплава в вакуумной шахте может использоваться контактный или бесконтактный датчик, способный работать при температуре до 250-300°С при вакууме 3-5 мбар и агрессивной среде.
Использование способа по изобретению позволяет: .
стабилизировать процесс.вакуум- экструзии путем стабилизации содержания летучих продуктов в полимере за счет исключения забивки вакуумных шахт,
исключить забивку вакуумных шахт за счет изменения скорости вращения шнека экструдера и исключить тем самым аварийные остановки экструдера для последующей чистки шахт. .Формулаизобретени я j Способ автоматического управления процессом вакуумэкструзии, зак- лючающийся в изменении производитель- ности экструдера в зависимости от из- менений качественных характеристик пе рерабатьшаемого сырья отличающийся тем, что, с целью повьш1ения производительности процесса вакуум- экструзии в экструдерах с вакуумными шахтами и стабилизации качестве получаемого продукта путем обеспечения непрерывности процесса за счет сокращения остановок оборудования вследствие забивания расплавом вакуумных шахт, изменение производительности осуществляют регулированием скорости вращения шнеков экструдера по появлению расплава в одной из его вакуумных шахт,.определяемому уровнемером, расположенным в нижней части этой, шах ты.
Вакуум
