Изобрете1ше относится к химической промыпшенности, производящей полимерные мaтepиaлыj и может быть использовано в процессе получения различных полимеров методом удаления растворителя из расплава полимеров с помощью вакуумэкструзии.
Цель изобретегшя - стабилизация качества получаемого продукта за счет повышения точности дозирования и поддержание непрерывности режима вакуум- экструзии за счет исключения останово оборудования вследствие забивания pac плавом вакуумных шахт.
На чертеже представлена принципиальная схема работы устройства автоматического управления процессом передачи расплава полимера из аппарата с последующим вакуумированием на экстру дере. Система содержит экструдер 1, вакуумшахты 2 (2 а - первая,26- вторая), датчик 3 уровня расплава в вакуумной шахте, блок 4 автоматичес- кого управления, преобразователь 5 напряжения, вентиль 6 на основном трубопроводе, вентиль 7 на боковом отводе трубопровода.
Система работает следующим образом
В экструдер 1 расплав поступает из предьщущего аппарата (реактор, ротор- но-пленочный аппарат и др.). В экстру дере 1 расплав проходит по цилиндру и вакуумируется в вакуумшахтах 2 а, 26, Расплав не забивает вакуумшахты, В первой по ходу движения расплава вакуумшахте 2 а установлен датчик уровня 3 на расстоянии 1/3 - 1/2 высоты шахты. При резком превышении расхода расплава, поступающего в экструдер, лишний расплав, который не успевают отбирать шнеки экструдера, может заполнить вакуумные шахты и, тем самым, прекратить вакуумирование, При соприкосновении расплава полимера с датчиком уровня 3 появляется электрический сигнал, который поступает в блок 4 автоматического управления. В блоке автоматического управления вы- рабатьшаются команды на уменьшение проходного сечения в вентиле 6, установленном на основном трубопроводе, и на увеличение сечения вентиля 7, установленного на боковом отводе. Это приводит к уменьшению расхода расплава, поступающего в экструдер. Изменение проходного сечения вентилей происходит до момента, когда прекратится сигнал от датчика уровня.-Через 1-2 мин после прекращения сигнала
г jo
5 0
5
о
5
45
0
5
блок управления выдает сигналы для изменения проходных сечений обоих вентилей в исходное положение.
Сигналы из блока 4 автоматического управления поступают в преобразователь 5 напряжения, который, в свою очередь, включает приводы вентилей 6, 7 для увеличения или уменьшения проходных сечений вентилей,
В качестве датчика уровня расплава в вакуумной шахте может использоваться контактньй или бесконтактный датчик, например, термопара, способный работать при температуре до 250 - при вакууме 3-5 мбар и агрессивной среде.
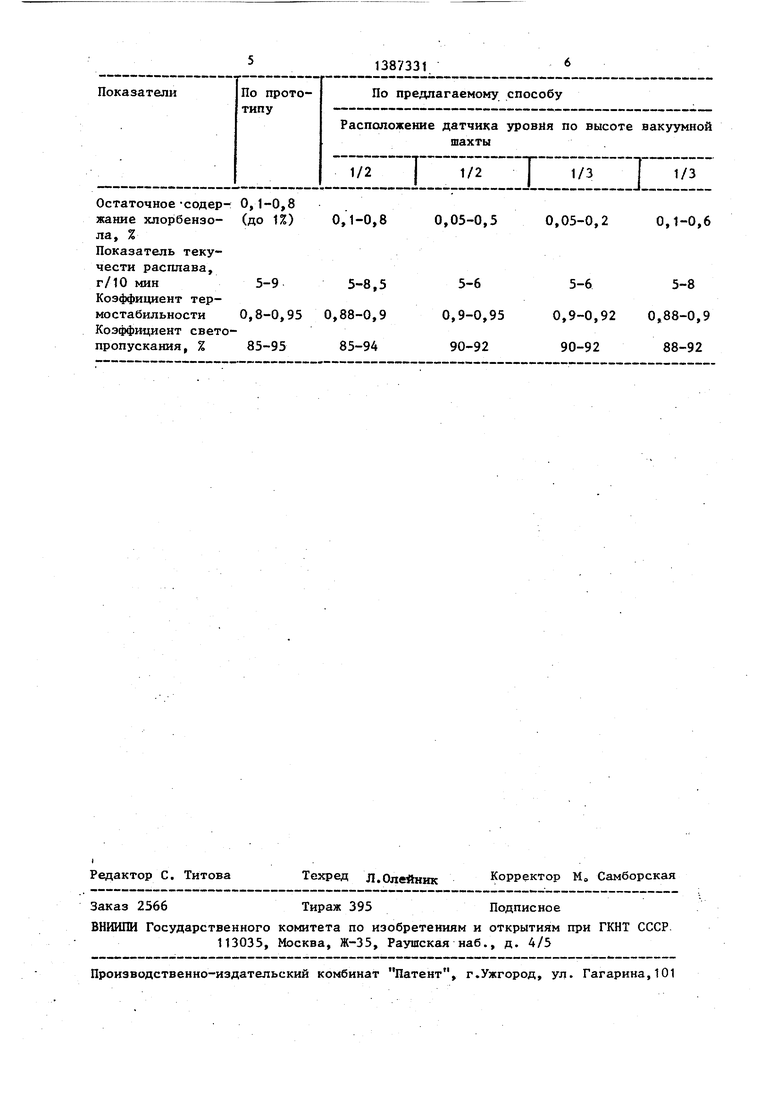
В таблице представлены сравнительные данные по свойствам готового продукта, полученного на основе поликарбоната с хлорбензолом по прототипу и предлагаемому способу.
Из таблицы следует, что при использовании изобретения стабилизируется качество продукта. Использование устройства по изобретению позволяет исключить забивку вакуумных шахт за счет изменения расхода поступающего расплава, исключить аварийные остановки эк:струдера для последующей чистки шахт и улучшить основные свойства полимера на 20-30%,
Формула изобретения: I ;1, Устройство автоматического управления дозированной подачей по трубопроводу расплава полимера из пнтающе- го аппарата в экструдер с вакуумными шахтами, отличающееся тем, что, с целью стабилизации , качества получаемого продукта за счет повышения точности дозирования и под держания непрерывности режима ваку- умэкструзии за счет исключения остановок оборудования вследствие забивания расплавом вакуумных шахт, оно снабжено последовательно соединенными датчиком уровня, размещенным в вакуумной шахте на заданной ее высоте, блоком управления, преобразователем напряжения и исполнительным органом на подающем трубопроводе, изменяющим проходное сечение трубопровода,
2, Устройство по п, 1, отличающееся тем, что в качестве датчика уровня используют термопару. ,
0,1-0,8 (до 1%)
5-9
0,8-0,95 0,88-0,9 - 85-95 85-94
0,1-0,80,05-0,5
5-8,5
5-6
0,9-0,95 90-92
0,05-0,2
0,1-0,6
5-65-8
0,9-0,92 0,88-0,9
90-9288-92
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ автоматического управления процессом вакуумэкструзии | 1986 |
|
SU1387330A1 |
| Способ автоматического управления процессом вакуум-экструзии полимерных материалов | 1989 |
|
SU1663871A1 |
| СПОСОБ АВТОМАТИЧЕСКОГО РЕГУЛИРОВАНИЯ ПРОЦЕССА УДАЛЕНИЯ ЛЕТУЧИХ ВЕЩЕСТВ ПРИ ЭКСТРУЗИИ МАТЕРИАЛОВ | 1989 |
|
SU1624857A1 |
| Устройство для твердофазной экструзии термопластов | 1985 |
|
SU1351810A1 |
| Способ регулирования процесса экструзии | 1978 |
|
SU836021A1 |
| Экструдер для переработки пластмасс | 1978 |
|
SU921457A3 |
| Экструзионная головка для изготовления слоистых труб из полимерных материалов | 1988 |
|
SU1570929A1 |
| ЛИНИЯ ПРОИЗВОДСТВА ФУНКЦИОНАЛЬНЫХ ПСЕВДОКАПСУЛИРОВАННЫХ КОМБИКОРМОВ | 2023 |
|
RU2817769C1 |
| Система управления температурным режимом экструдера | 1979 |
|
SU939170A1 |
| Способ производства модифицированных пластмасс и агрегат для его осуществления | 1986 |
|
SU1391926A1 |
Изобретение относится к отрасли химической промьшшенности, производящей полимерные материалы и может быть использовано в процессе получения полимеров с использованием вакуумэкстру- зии для удаления растворителя из расплава полимера. Целью изобретения является стабилизация качества получаемого продукта за счет повьшения точности дозирования и поддержание непрерывности режима вакуумэкструзии за счет исключения остановок оборудования вследствие забивания расплава вакуумных шахт экструдера. Заключи- . тельным процессом технологии получения полимера является вакуумэкструзия расплава, поступающего из питакяцего ( аппарата с заданной концентрацией растворителя. В вакуумных шахтах экструдера происходит удаление растворите-, ля до требуемой величины. Во время вакуумэкструзии возможны резкие кратковременные превышения расхода расплава, поступающего в экструдер, которые невозможно быстро устранить существующей системой автоматического дозирования. Это приводит к повышению уровня расплава в вакуумных шахтах зкструдера и их забиванию, т.е. к нарушению технологического режима и ухудшению качества готового продукта, С помощью устройства по изобретению осуществляют дополнительное автоматическое регулирование расхода расплава, поступающего в экстру- дер, по наличию расплава в вакуумной шахте на расстоянии 1/3-1/2 ее высоты. При этом уровень расплава определяют датчиком, размещаемом в шахте, например, термопарой, а регулирование расхода производят изменением проходного сечения вентиля, размещенного на питающем трубопроводе. Использование изобретения позволяет стабилизировать качество готового продукта, а также исключить остановки оборудования для очистки вакуумных шахт, вследствие их забивания расплавом полимера при колебаниях его уровня в шахте. (О (Л Од с
Редактор С. Титова
Техред л.Олейник
Заказ 2566
Тираж 395
ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР. 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-издательский комбинат Патент, г.Ужгород, ул. Гагарина,101
Корректор Мо Самборская
Подписное
| Крашение пластмасс | |||
| -Л., Хи- мя, 1980, с | |||
| Приспособление для картограмм | 1921 |
|
SU247A1 |
| Фишер Э.Г | |||
| Экструзия пластических масс | |||
| - М., Химия, 1970, с | |||
| Способ применения резонанс конденсатора, подключенного известным уже образом параллельно к обмотке трансформатора, дающего напряжение на анод генераторных ламп | 1922 |
|
SU129A1 |
