(5) УСТРОЙСТВО для ИЗГОТОВЛЕНИЯ ТРОЙНИКОВ
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления тройников | 1980 |
|
SU940892A1 |
| Штамп для изготовления тройников из трубных заготовок | 1982 |
|
SU1076163A1 |
| Способ изготовления тройников из трубных заготовок | 1982 |
|
SU1082513A1 |
| Способ изготовления тройников из листовых заготовок | 1984 |
|
SU1175585A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТУПЕНЧАТЫХ ПОЛЫХ ДЕТАЛЕЙ С ОТВОДАМИ ДАВЛЕНИЕМ ТЕКУЧЕЙ СРЕДЫ | 1996 |
|
RU2098210C1 |
| Способ изготовления тройников | 1974 |
|
SU637176A1 |
| УСТРОЙСТВО ДЛЯ ФОРМООБРАЗОВАНИЯ РАВНОПРОХОДНЫХ ТРОЙНИКОВ | 2006 |
|
RU2311982C1 |
| Способ изготовления тройников из листа | 1986 |
|
SU1388135A1 |
| Устройство для изготовления полых изделий с отводами | 1977 |
|
SU733761A1 |
| Штамп для изготовления деталей трубопроводов | 1977 |
|
SU691222A1 |

1
Изобретение относится к обработке металлов давлением и может быть использовано в устройствах для штамповки тройников.
Известно устройство для изготовления тройников, содержащее сопряженные между собой матрицу продольного обжима и деформирующую матрицу 1 ,
При штамповке тройников в таком устройстве во избежание потери устойчивости заготовки, возникающей от усилия деформации при продольном обжиме концов, особенно при изготовлении тонкостенных тройников, требуется большое количество штамповой оснастки или уменьшение степени обжима (меньшая разница диаметров исходной заготовки и изделия), что ведет к увеличению трудоемкости изготовления, снижению высоты горловины (патрубка) и, следовательно, качества изделий. Кроме того, в таких устройствах усилие обжима в значительной мере возрастает дополнительно от
трения заготовки изделия с полостью матриц, что также отрицательно сказьс вается на устойчивости заготовки и способствует ее смятию..
Целью изобретения является повышение качества изделий и расширение технологических возможностей штамповки за счет снижения усилия деформации, что позволяет вести штампов10ку тонкостенных тройников.
Поставленная цель достигается тем, что устройство для изготовления тройников, содержащее сопряженные между собой матрицу продоль15ного обжима и формующую матрицу, снабжено поворотными профильными роликами, установленными в зоне сопряжения матриц и образующими с матрицами продольного обжима полость,
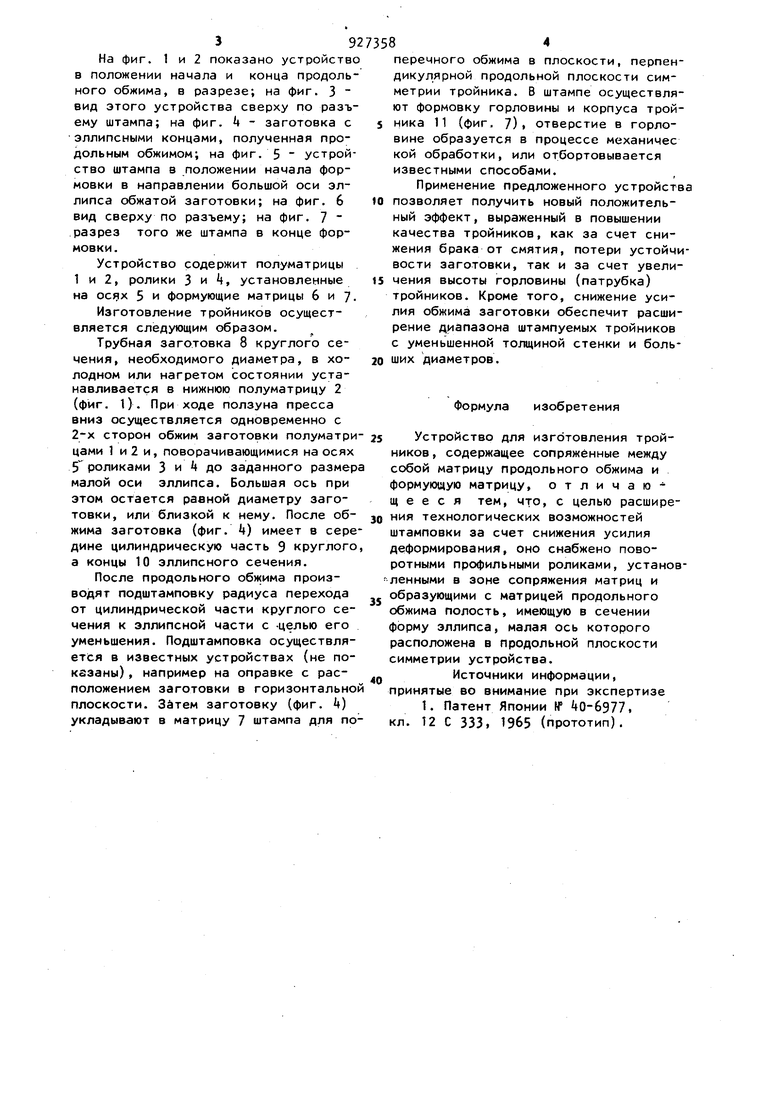
Ю имеющую 9 сечении форму эллипса, малая ось которого расположена в продольной плоскости симметрии устройства. На фиг. 1 и 2 показано устройство в положении начала и конца продольного обжима, в разрезе; на фиг. 3 вид этого устройства сверху по разъему штампа; на фиг. k - заготовка с эллипсными концами, полученная продольным обжимом; на фиг. 5 устройство штампа в положении начала формовки в направлении большой оси эллипса обжатой заготовки; на фиг. 6 вид сверху по разъему; на фиг. 7 разрез того же штампа в конце формовки. Устройство содержит полуматрицы 1 и 2, ролики 3 и i, установленные на осях 5 и формующие матрицы 6 и у. Изготовление тройников осуществляется следующим образом. Трубная заготовка 8 круглого сечения, необходимого диаметра, в холодном или нагретом состоянии устанавливается в нижнюю полуматрицу 2 (фиг. 1). При ходе ползуна пресса вниз осуществляется одновременно с 2-х сторон обжим заготовки полуматри цами 1 и 2 и, поворачивающимися на осях 5 роликами 3 и до заданного размер малой оси эллипса. Большая ось при этом octaeтcя рааной диаметру заготовки, или близкой к нему. После обжима заготовка (фиг. k) имеет в сере дине цилиндрическую часть 9 круглого а концы 10 эллипсного сечения. После продольного обжима производят подштамповку радиуса перехода от цилиндрической части круглого сечения к эллипсной части с -целью его уменьшения. Подштамповка осуществляется в известных устройствах (не показаны) , например на оправке с расположением заготовки в горизонтально плоскости. Зйтем заготовку (фиг. k) укладывают в матрицу 7 штампа для по перечиого обжима в плоскости, перпендикулярной продольной плоскости симметрии тройника. В штампе осуществляют формовку горловины и корпуса тройиика 11 (фиг. 7). отверстие в горловине образуется в процессе механимес кой обработки, или отбортовывается известными способами. Применение предложенного устройства позволяет получить новый положительный эффект, выраженный в повышении качества тройников, как за счет снижения брака от смятия, потери устойчивости заготовки, так и за счет увеличения высоты горловины (патрубка) тройников. Кроме того, снижение усилия обжима заготовки обеспечит расширение диапазона штампуемых тройников с уменьшенной толщиной стенки и больших диаметров. Формула изобретения Устройство для изгЬтовления тройников , содержащее сопряженные между собой матрицу продольного обжима и формующую матрицу, отличающееся тем, что, с целью расширения технологических возможностей штамповки за счет снижения усилия деформирования, оно снабжено поворотными профильными роликами, установленными в зоне сопряжения матриц и образующими с матрицей продольного обжима полость, имеющую в сечении форму эллипса, малая ось которого расположена в продольной плоскости симметрии устройства. Источники информации. принятые во внимание при экспертизе 1. Патент Японии № 0-б977, кл. 12 С 333. 1965 (прототип).
fO.
ffl
Фиг.5
игЛ
Фиг. 6
